
异形砂轮成型模具及其压头组件和压头.pdf

和裕****az

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
异形砂轮成型模具及其压头组件和压头.pdf
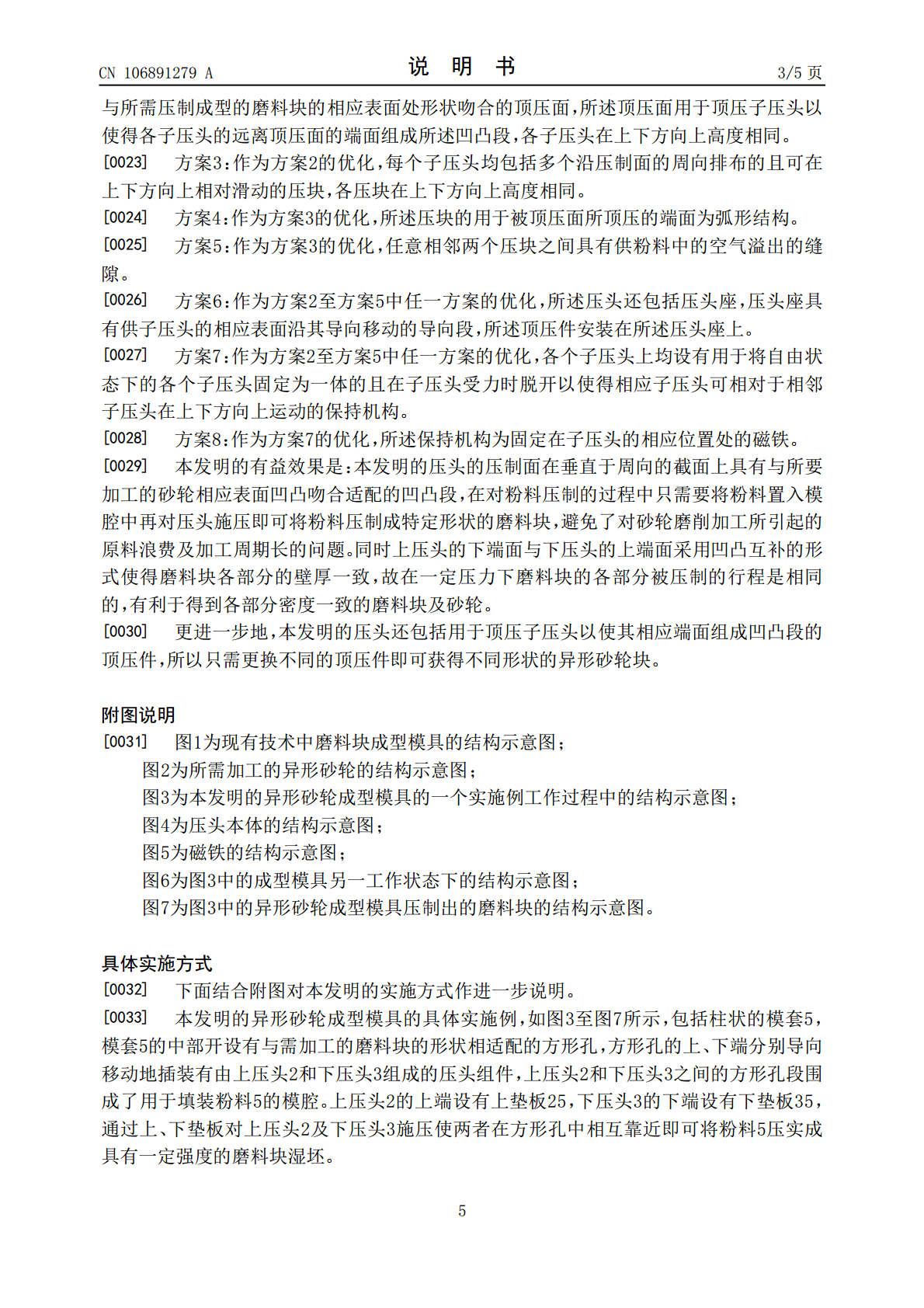
本发明涉及一种异形砂轮成型模具及其压头组件和压头,以解决现有技术中通过对盘形砂轮进行修整获得异形砂轮时加工效率低、材料损耗大的问题。本发明的压头的压制面在垂直于周向的截面上具有与所要加工的砂轮相应表面凹凸吻合适配的凹凸段,在对粉料压制的过程中只需要将粉料置入模腔中再对压头施压即可将粉料压制成特定形状的磨料块,避免了对砂轮磨削加工所引起的原料浪费及加工周期长的问题。同时上压头的下端面与下压头的上端面采用凹凸互补的形式使得磨料块各部分的壁厚一致,故在一定压力下磨料块的各部分被压制的行程是相同的,有利于得到各部

砂轮块及制造该砂轮块的成型模具、压头组件和压头.pdf
本发明涉及一种砂轮块及制造该砂轮块的成型模具、压头组件和压头,以解决压头压制砂轮磨料层多次压制以排气、磨料层热固化过程中内部气体排出出现发泡缺陷以及磨削过程中压头压制成的砂轮难以被冷却的问题。压头上设有与施压面连通的缝隙或凹槽,施压面会对粉料均匀施压而将粉料压实,而缝隙或凹槽处却不对粉料施压或是粉料被压制的行程小于其他部分的粉料被压制的行程。因而缝隙或凹槽处对应的砂轮块湿坯为内部粉料密度相对较小的虚部,错开虚部处的砂轮块湿坯为内部粉料密度相对较大的实部,使用该压头压制成的这种虚实相间的砂轮块的实部作为磨削

砂轮块及制造该砂轮块的成型模具、压头组件和压头.pdf
本发明涉及一种砂轮块及制造该砂轮块的成型模具、压头组件和压头,以解决压头压制砂轮磨料层多次压制以排气、磨料层热固化过程中内部气体排出出现发泡缺陷以及磨削过程中压头压制成的砂轮难以被冷却的问题。压头上设有与施压面连通的缝隙或凹槽,施压面会对粉料均匀施压而将粉料压实,而缝隙或凹槽处却不对粉料施压或是粉料被压制的行程小于其他部分的粉料被压制的行程。因而缝隙或凹槽处对应的砂轮块湿坯为内部粉料密度相对较小的虚部,错开虚部处的砂轮块湿坯为内部粉料密度相对较大的实部,使用该压头压制成的这种虚实相间的砂轮块的实部作为磨削
振动成型模具及其压头组件和压头.pdf
本发明涉及一种振动成型模具及其压头组件和压头,以解决使用现有技术中的成型模具制造的砂轮质量差的问题。本发明的压头在使用时,控制压头座与压头本体之间的振动机构产生沿上下方向的振动即可带动压头本体在上下方向上振动,通过压头本体的振动提高模腔中粉料的流动性能,使粉料在模腔中分布更为均匀,有利于得到内部密度均匀的磨料块及性能优良的砂轮。
成型模具及其压头组件、压头.pdf
本发明涉及成型模具及其压头组件、压头,以解决使用现有技术中的成型模具制造砂轮的效率低且压头的压制面所对应位置处砂轮质量差的问题。本发明的压头在使用时,将压头下压/上压时,模腔内粉料间隙中的空气被挤压,处于模腔边缘处的粉料中的气体可由压头与模套之间的间隙中溢出,处于模腔的中心区域的粉料中的气体可由压头施压面的中心区域上的空气溢入口进入第一通气通道,这有利于将模腔中的粉料压实而得到各部分密度一致的磨料块湿坯,同时也省去了为供粉料中气体溢出而发生的停机等待时间及操作,在短时间内可将粉料中的气体排出,在减少了后续