
一种工件外轮廓面检测工装及其检测方法.pdf

邻家****文章

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种工件外轮廓面检测工装及其检测方法.pdf
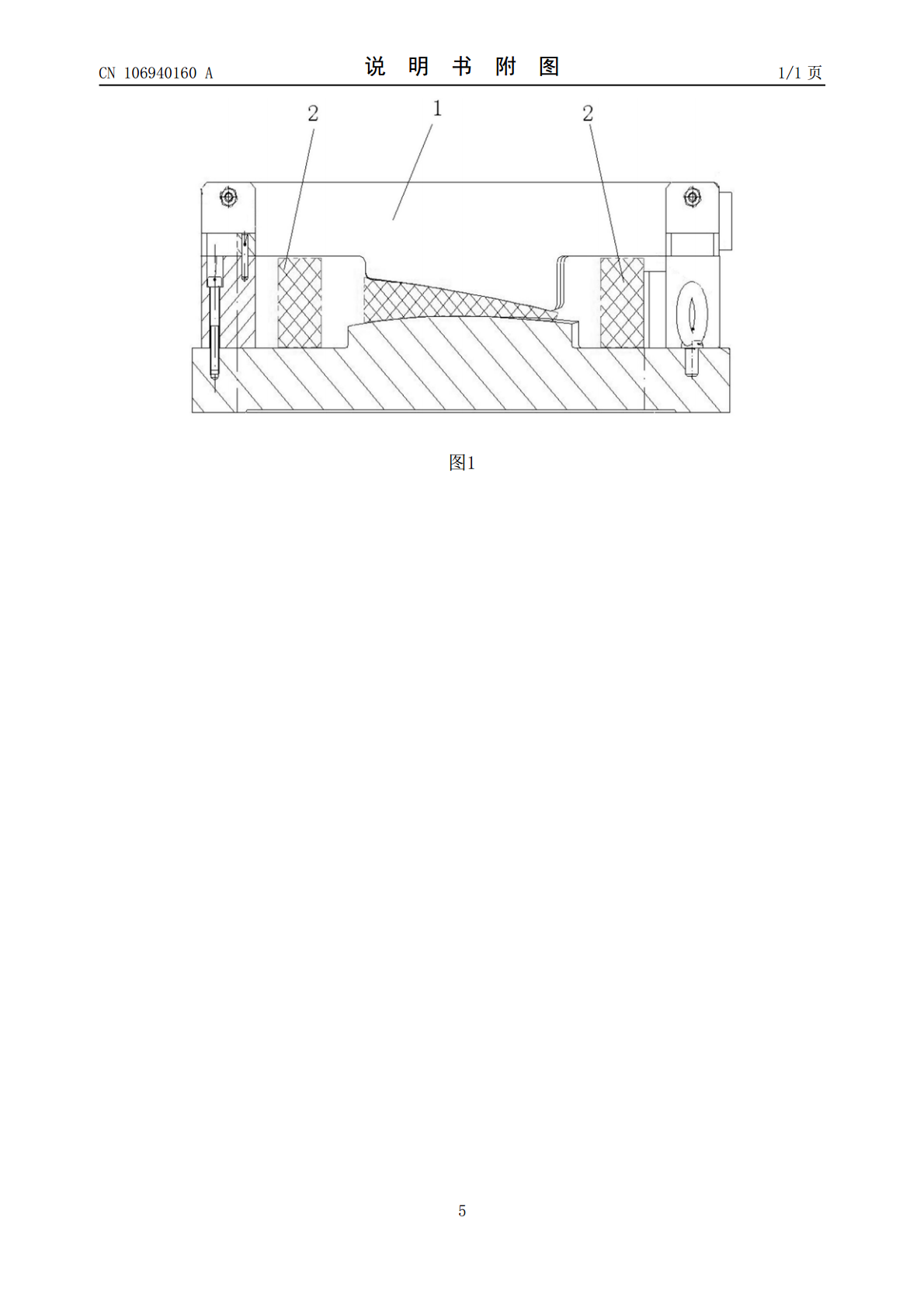
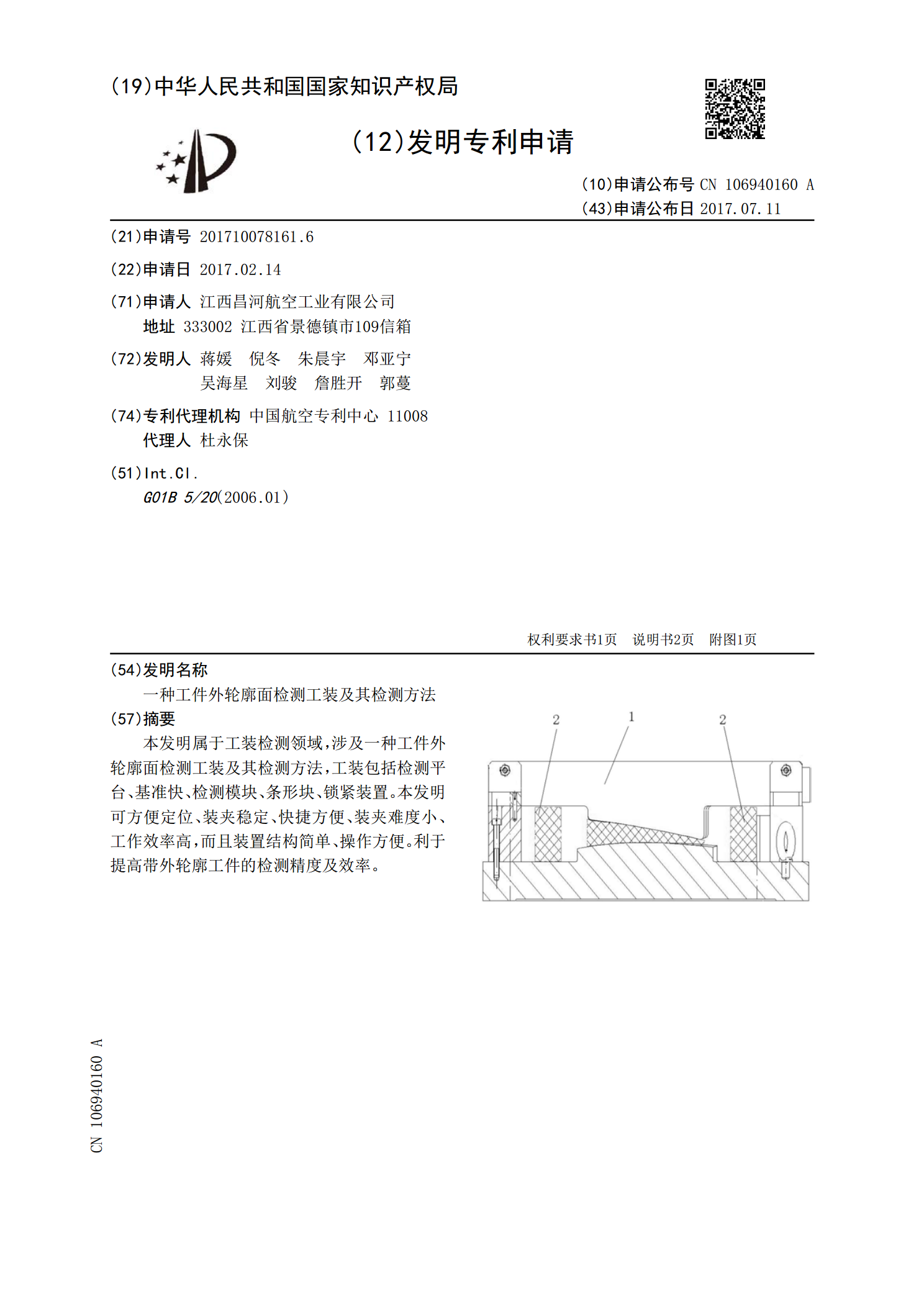
本发明属于工装检测领域,涉及一种工件外轮廓面检测工装及其检测方法,工装包括检测平台、基准快、检测模块、条形块、锁紧装置。本发明可方便定位、装夹稳定、快捷方便、装夹难度小、工作效率高,而且装置结构简单、操作方便。利于提高带外轮廓工件的检测精度及效率。

工件的椭圆轮廓检测方法研究.pdf
针对双目视觉测量圆弧工件的过程中,空间圆的形状在单个相机的拍摄下,投影到一个平面会形成椭圆。圆弧边缘上存在一些缺口或者缺陷等,因此对椭圆的正确拟合,排除边缘错误点,对后续的点的正确匹配以及空间圆半径的求解产生重要影响。本文在Hough变换的基础上,利用改进的RANSAC算法拟合多条直线求得椭圆中心点。同时,利用椭圆对称性,将Hough变换在对称点上对余下三个参数进行投票,减少计算量的同时增强准确性。最后,通过实验验证该方法的可行性。
一种基于轮廓特征的工件缺陷快速检测方法.pdf
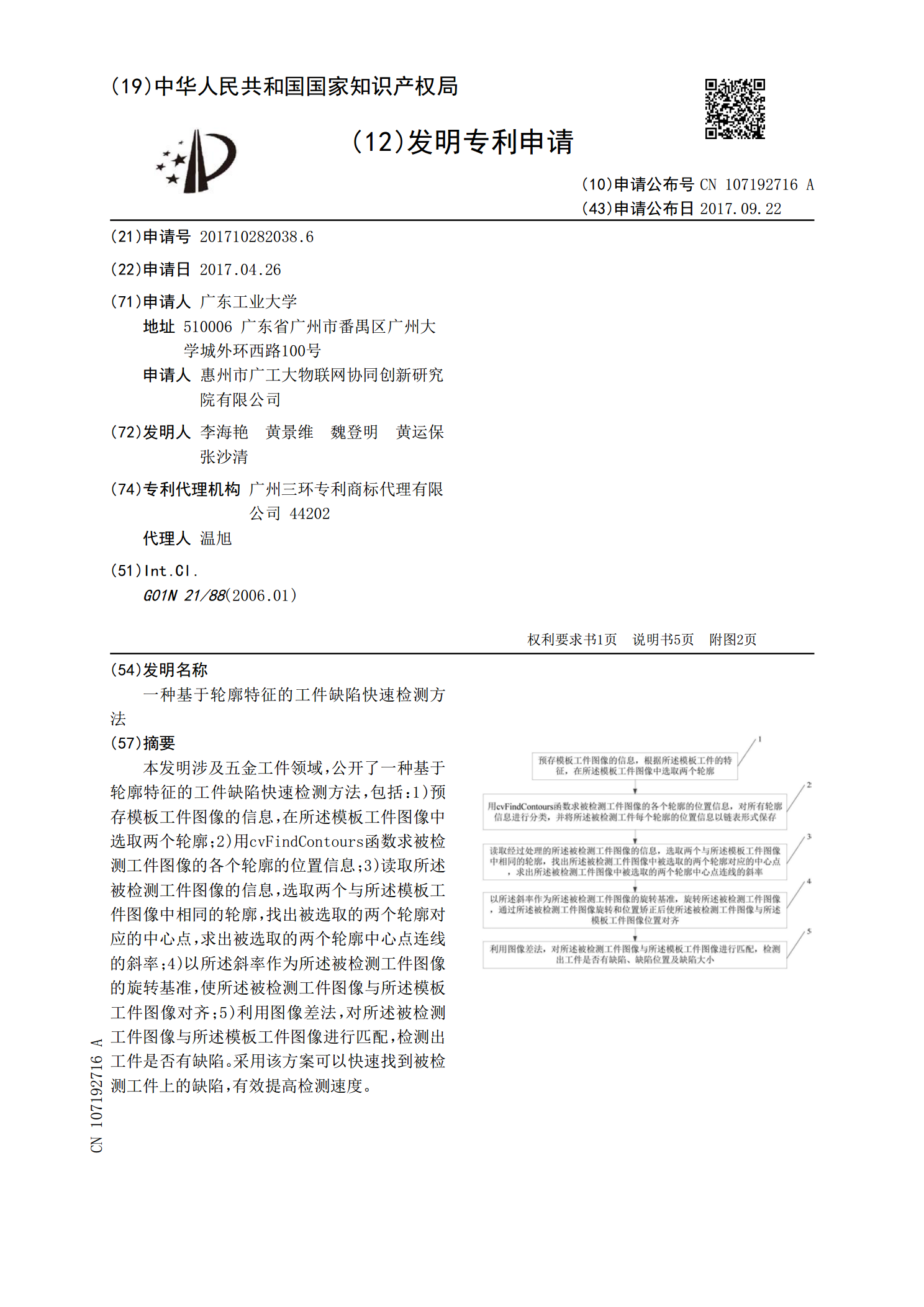
本发明涉及五金工件领域,公开了一种基于轮廓特征的工件缺陷快速检测方法,包括:1)预存模板工件图像的信息,在所述模板工件图像中选取两个轮廓;2)用cvFindContours函数求被检测工件图像的各个轮廓的位置信息;3)读取所述被检测工件图像的信息,选取两个与所述模板工件图像中相同的轮廓,找出被选取的两个轮廓对应的中心点,求出被选取的两个轮廓中心点连线的斜率;4)以所述斜率作为所述被检测工件图像的旋转基准,使所述被检测工件图像与所述模板工件图像对齐;5)利用图像差法,对所述被检测工件图像与所述模板工件图像进
一种盘形凸轮轮廓的检测工装与检测方法.pdf
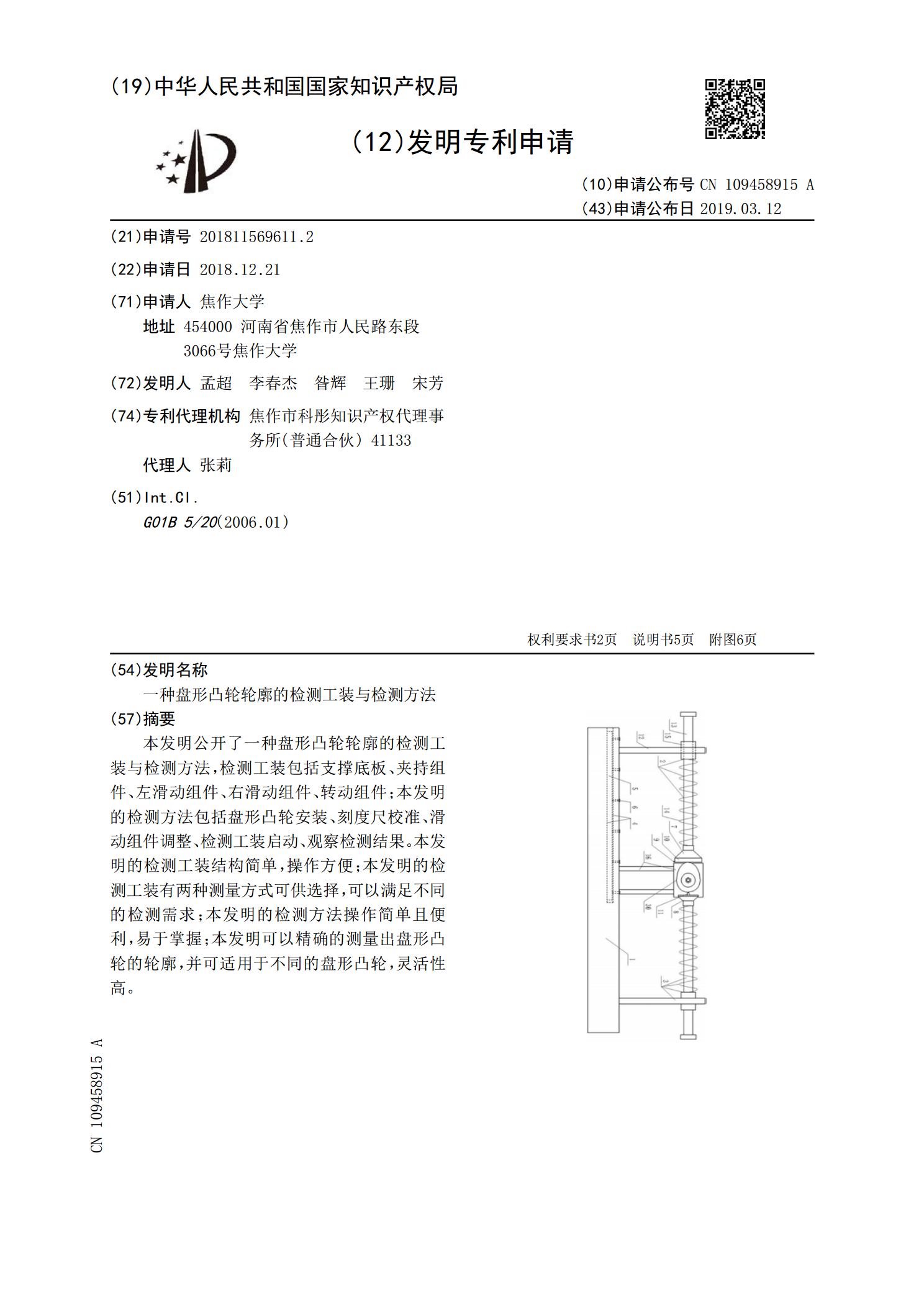
本发明公开了一种盘形凸轮轮廓的检测工装与检测方法,检测工装包括支撑底板、夹持组件、左滑动组件、右滑动组件、转动组件;本发明的检测方法包括盘形凸轮安装、刻度尺校准、滑动组件调整、检测工装启动、观察检测结果。本发明的检测工装结构简单,操作方便;本发明的检测工装有两种测量方式可供选择,可以满足不同的检测需求;本发明的检测方法操作简单且便利,易于掌握;本发明可以精确的测量出盘形凸轮的轮廓,并可适用于不同的盘形凸轮,灵活性高。

一种可环形拍摄的工件检测质量工装及其使用方法.pdf
本发明公开了一种可环形拍摄的工件检测质量工装及其使用方法,属于检测工装领域,包括用于放置工件的放置台和用于采集工件外观信息的图像采集机构,所述图像采集机构一侧还设置有补光机构,所述补光机构包括光源和调光组件,所述调光组件用于调节光源发出的光线方向。本技术方案中补光机构能够形成不同角度的光线照射,使用不同角度照射的光线,并将拍摄图像合成,表面上的缺陷在不同图像中会有不同的呈现度,多张图像合成之后,表面缺陷在合成的最终图像中就会有非常明显的呈现,降低出现漏检的几率,提高检测结果的准确性。