
一种树脂砂轮的生产工艺.pdf

文宣****66


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种树脂砂轮的生产工艺.pdf
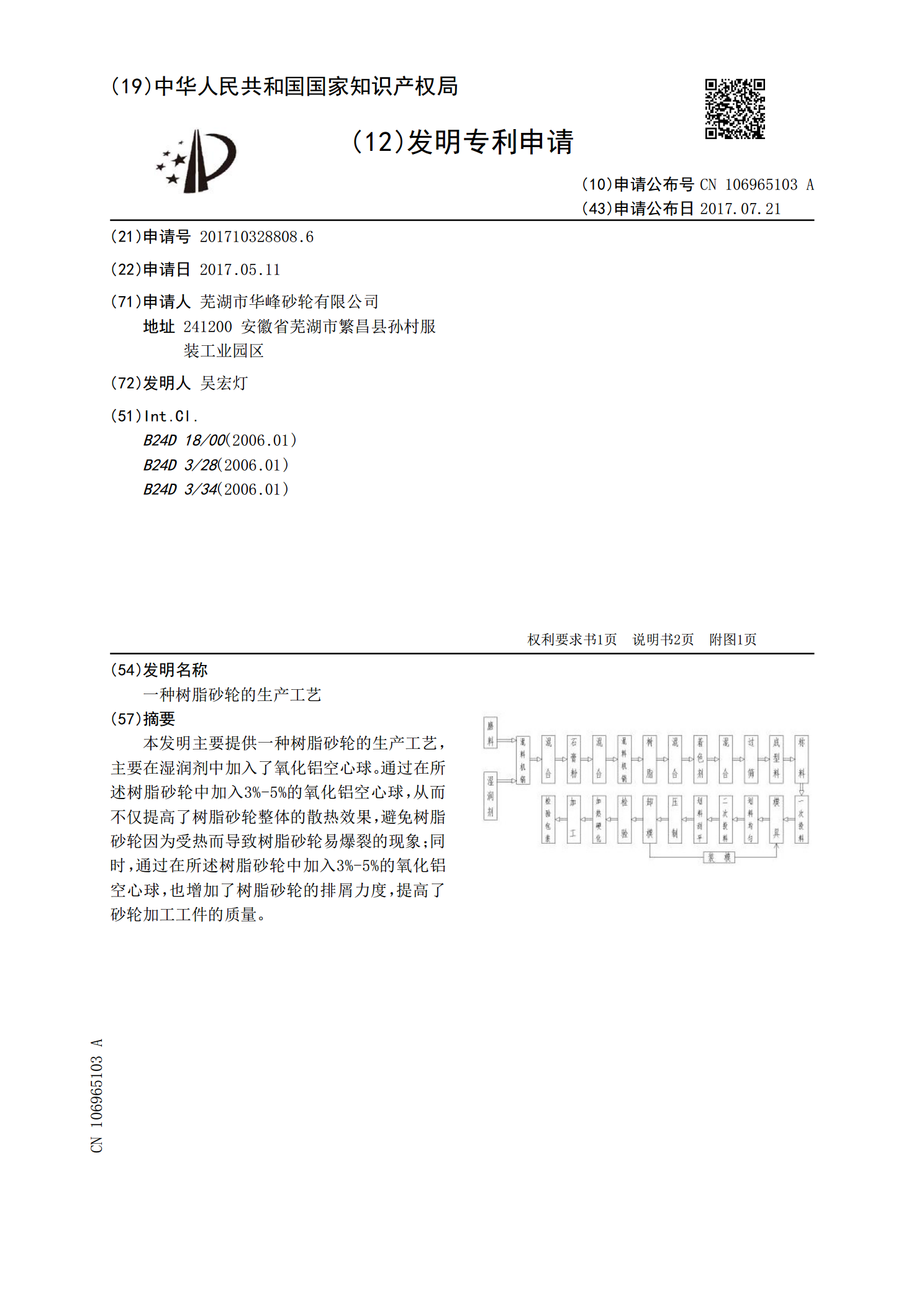
本发明主要提供一种树脂砂轮的生产工艺,主要在湿润剂中加入了氧化铝空心球。通过在所述树脂砂轮中加入3%‑5%的氧化铝空心球,从而不仅提高了树脂砂轮整体的散热效果,避免树脂砂轮因为受热而导致树脂砂轮易爆裂的现象;同时,通过在所述树脂砂轮中加入3%‑5%的氧化铝空心球,也增加了树脂砂轮的排屑力度,提高了砂轮加工工件的质量。
一种树脂砂轮及树脂砂轮配方.pdf
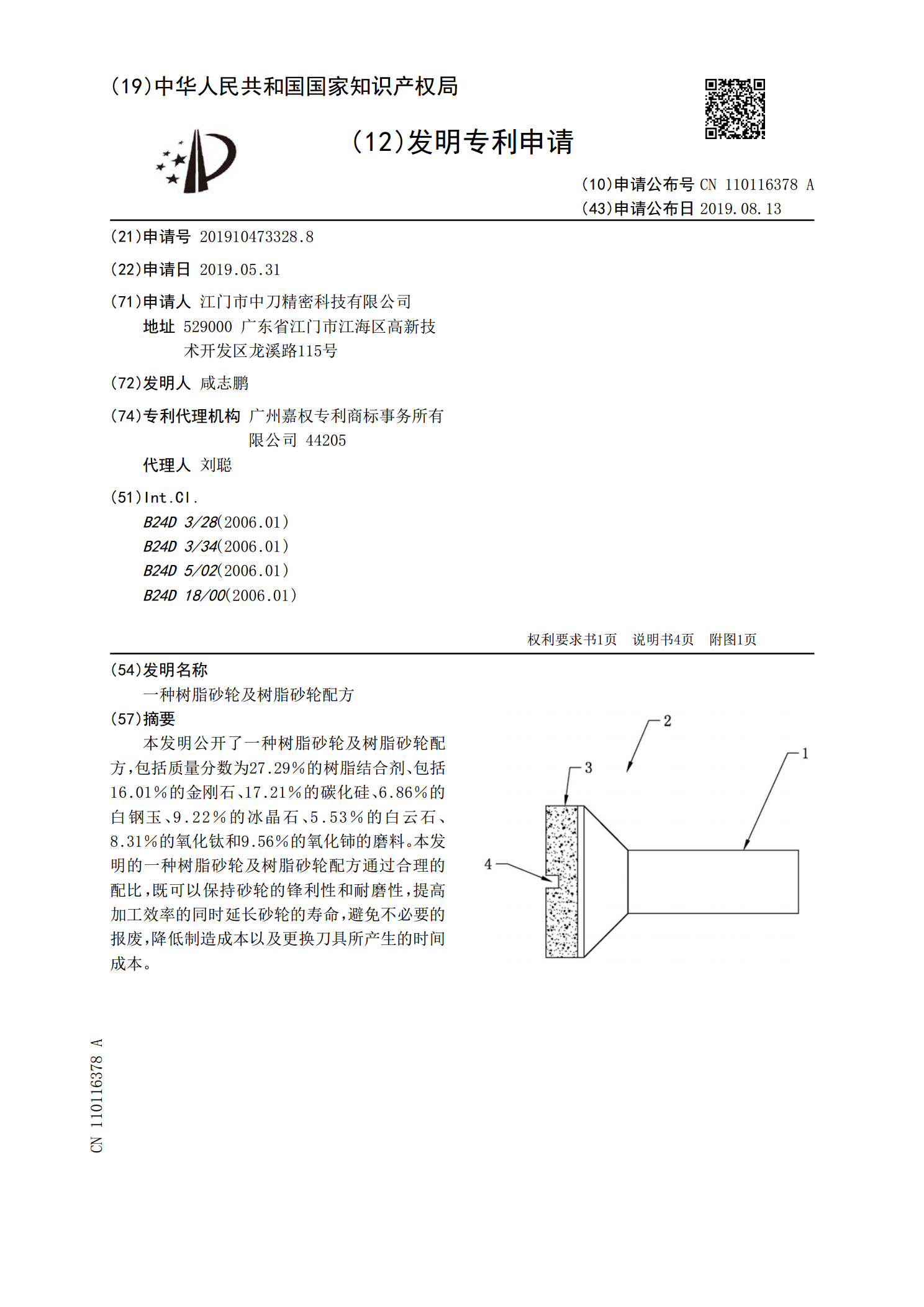
本发明公开了一种树脂砂轮及树脂砂轮配方,包括质量分数为27.29%的树脂结合剂、包括16.01%的金刚石、17.21%的碳化硅、6.86%的白钢玉、9.22%的冰晶石、5.53%的白云石、8.31%的氧化钛和9.56%的氧化铈的磨料。本发明的一种树脂砂轮及树脂砂轮配方通过合理的配比,既可以保持砂轮的锋利性和耐磨性,提高加工效率的同时延长砂轮的寿命,避免不必要的报废,降低制造成本以及更换刀具所产生的时间成本。
一种新型树脂砂砂轮生产配方及其生产工艺.pdf
本发明公开了一种新型树脂砂砂轮生产配方,它包括以下重量份的各组分:棕刚玉磨料35~45份;锆刚玉磨料55~65份;结合剂12.5~13.5份;冰晶石为9.8~10.2份,它还公开了一种新型树脂砂砂轮生产工艺,它包括以下步骤:S1:混料,S2:砂轮成型,S3:砂轮硬化。本发明的有益效果是:通过锆刚玉磨料的高硬度,使得砂轮能够的硬度高,从而提高砂轮的磨削性能,然后再加上韧性好的棕刚玉磨料,从而可以充分发挥出砂轮的磨削性能,和现有的树脂砂轮相比,可以提高近4倍的磨削效率,且使用寿命长。

一种树脂砂轮.pdf
本发明提供了一种树脂砂轮,包括:磨料、酚醛树脂、活性助剂和润湿剂,所述活性助剂为羟甲基化的木质素。本发明提供的树脂砂轮,以羟基化的木质素作为活性助剂,在树脂砂轮的制备过程中,参与树脂固化,并在树脂固化时使固化物形成微孔结构,从而增加树脂砂轮的气孔比例,因而具有更高的耐切度和切割效率。
一种组合树脂砂轮.pdf
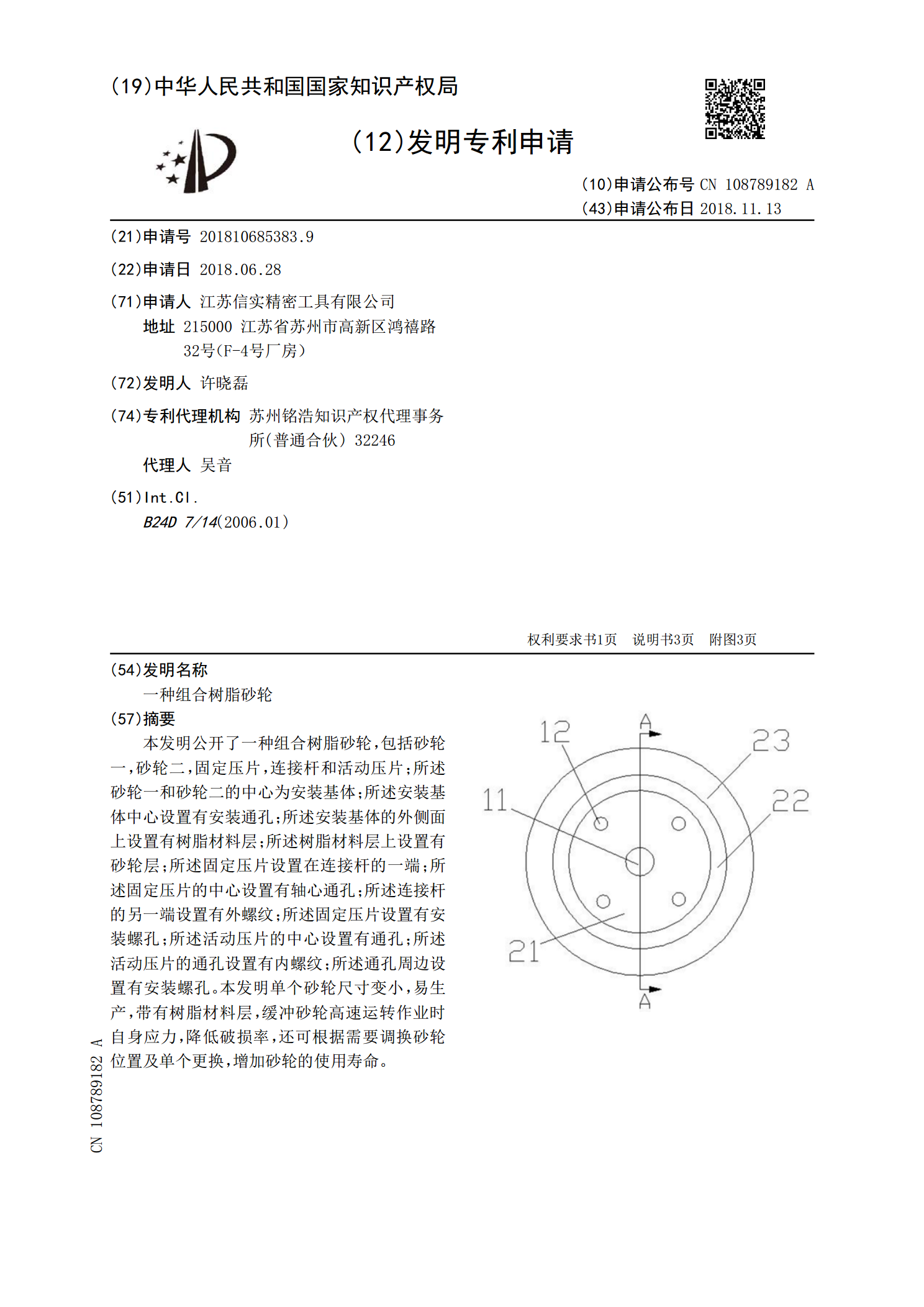
本发明公开了一种组合树脂砂轮,包括砂轮一,砂轮二,固定压片,连接杆和活动压片;所述砂轮一和砂轮二的中心为安装基体;所述安装基体中心设置有安装通孔;所述安装基体的外侧面上设置有树脂材料层;所述树脂材料层上设置有砂轮层;所述固定压片设置在连接杆的一端;所述固定压片的中心设置有轴心通孔;所述连接杆的另一端设置有外螺纹;所述固定压片设置有安装螺孔;所述活动压片的中心设置有通孔;所述活动压片的通孔设置有内螺纹;所述通孔周边设置有安装螺孔。本发明单个砂轮尺寸变小,易生产,带有树脂材料层,缓冲砂轮高速运转作业时自身应力