
轮辐风孔加工模具.pdf

书生****专家


1/9

2/9

3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮辐风孔加工模具.pdf
本发明申请属于冲压加工技术领域,具体公开了一种轮辐风孔加工模具,包括上模和下模,上模包括上模板、传动杆和冲头,传动杆上铰接有棘爪;下模包括下模板、机架、转轴和冲压块,转轴转动连接在机架上,转轴与机架过盈配合;转轴上固定有定位板和棘轮,定位板上开有与轮辐螺栓孔配合的通孔;冲压块的上部开有空腔和与空腔连通的滑槽;滑槽上滑动连接有磁铁凸块,磁铁凸块上开有冲压孔,冲压块内设有位于磁铁凸块下方的线圈;机架上安装有控制器和速度传感器,速度传感器、线圈均与控制器电连接。采用本发明加工轮辐风孔,冲孔完成后能带动轮辐转动,

用于加工轮辐风孔的模具.pdf
本发明申请属于冲压加工技术领域,具体公开了一种用于加工轮辐风孔的模具,包括安上模和下模;上模包括上模板和冲头、导柱和齿条;下模包括底座、机架、转轴和冲压凸块,冲压凸块的上端面开有冲压孔;转动轴转动连接在机架上,机架固定在底座上;底座上开有“凵”形的连通槽,连通槽内设有液压油;冲压凸块滑动连接在连通槽的一侧,导柱滑动连接在连通槽的另一侧;底座的上部设有与连通槽连通的通腔,通腔内滑动连接有活塞,通腔上设有第一单向阀和第二单向阀;转轴上固定有单向轴承,单向轴承上安装有齿轮。采用本发明加工轮辐风孔,冲头冲孔完成后
轮辐风孔双孔加工模具及其加工方法.pdf
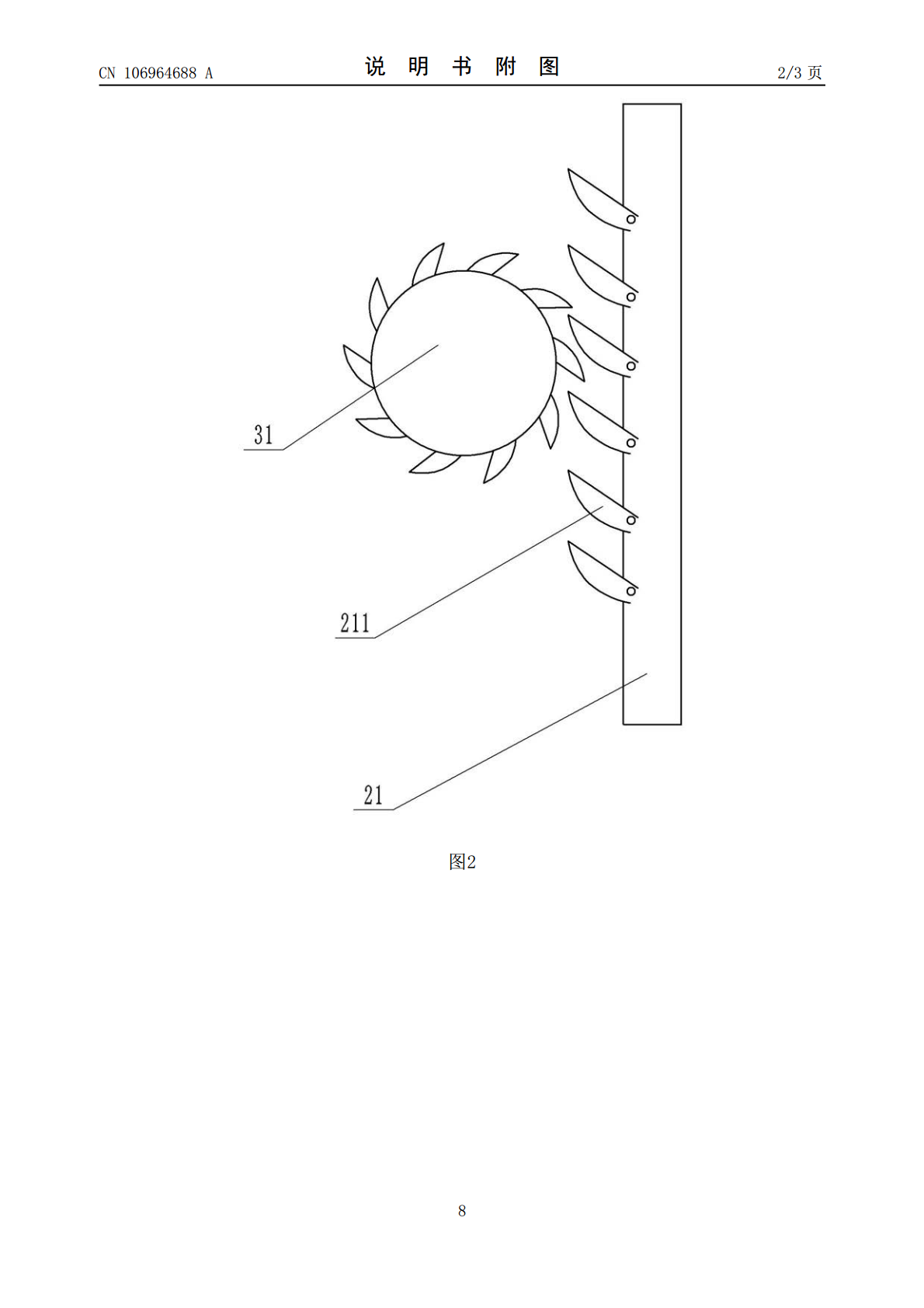
本发明涉及一种轮辐风孔双孔加工模具,包括冲压机上模和用于倾斜安装轮辐的下模,所述下模上前侧设有用于定位和带动轮辐转动的斜置轮盘,所述轮盘后侧设有与轮辐弧形边缘底面相配合的冲孔凸块,所述上模下方设有两个冲头,所述冲孔凸块上端面设有两个以利冲头下行配合工作的沉孔。同时,本发明还涉及相应的一种轮辐风孔双孔加工方法。本发明能够对轮辐的风孔进行双孔加工,定位可靠,加工效率高,并且加工得到的风孔分布均匀。

一种轮辐风孔加工模具.pdf
本发明涉及机械加工领域,特别涉及一种轮辐风孔加工模具,包括上模座、上模、下模座和下模,上模与上模座相互配合连接,下模与下模座相互配合连接,上模下端面设有上冲头;下模上端面设有下冲头,下模座上面设有与下模座滑动连接的左弹性夹板和右弹性夹板,左弹性夹板和右弹性夹板上面和下面设有用于冲头穿过的孔,左弹性夹板设有与轮辐弧形相一致的凹槽,凹槽上面设有与轮辐中孔配合的左凸销和与轮辐螺栓孔相配合的左定位销,右弹性夹板设有与左弹性夹板相配合的凸槽,凸槽上面设有右凸销和右定位销。本发明通过将轮辐竖直放置,左弹性夹板和右弹性

轮辐风孔压印倒角模具.pdf
本发明涉及冲压模具设计领域,具体的说,是涉及一种轮辐风孔压印倒角模具。一种轮辐风孔压印倒角模具,包括上模板和下模板,上模板下部带有冲压凸模,冲压凸模的外轮廓与风孔的形状相匹配且外轮廓各点均落在风孔的内轮廓外部,下模板的上部带有与冲压凸模相匹配的冲压凹模,在冲压凹模的外部一侧套装有设有用于放置轮辐的分度转盘,冲压凹模与下模板通过凹模固定座紧固连接,凹模固定座的外部套装有纵向浮动的浮动块,分度转盘与浮动块静连接,轮辐与分度转盘套装为一体后轮辐的风孔与冲压凸模、冲压凹模的位置与角度相匹配。本发明通过对轮辐风孔进