
一种型钢全自动码垛机组及其操作方法.pdf

Th****84


1/10

2/10

3/10

4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种型钢全自动码垛机组及其操作方法.pdf
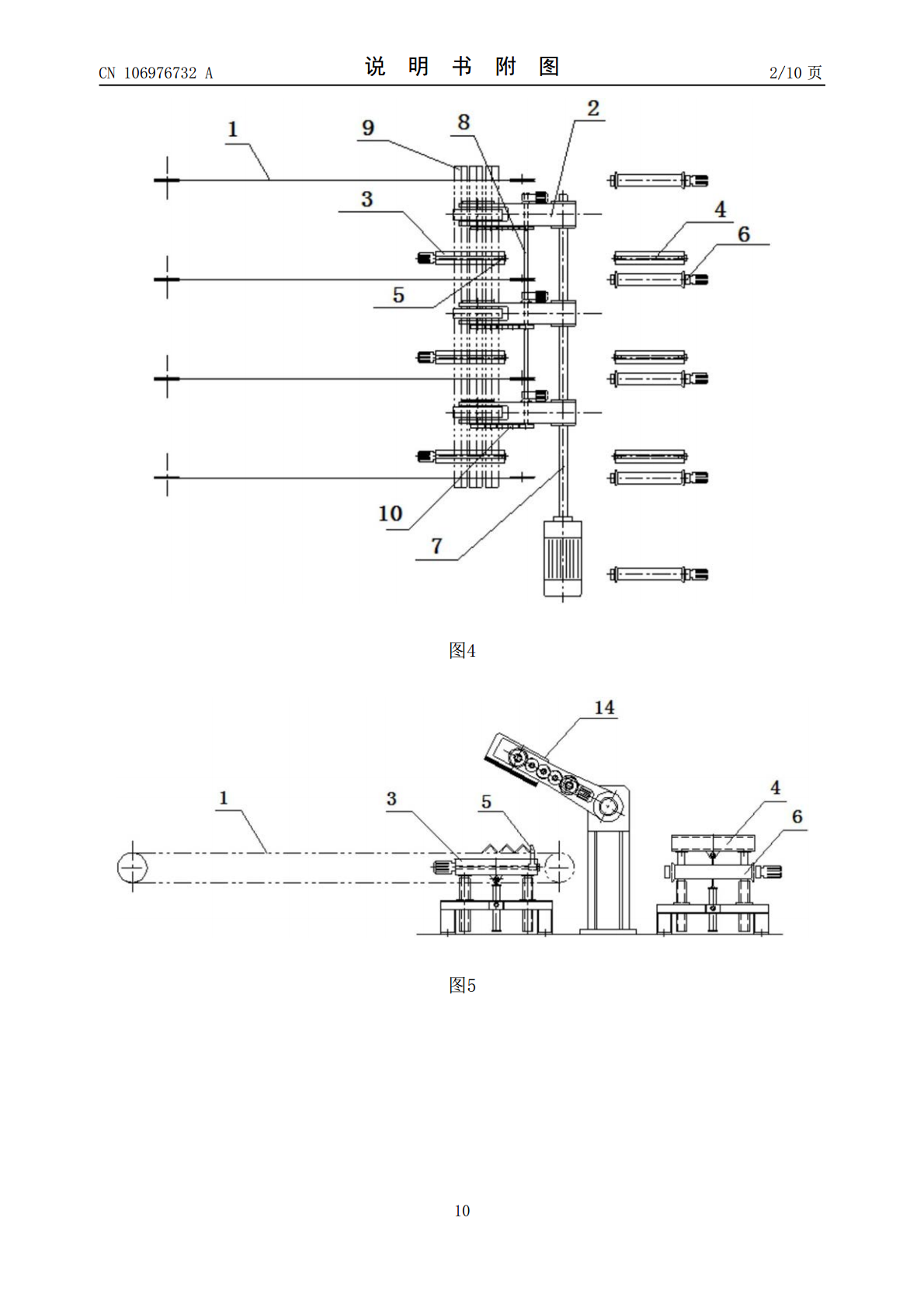
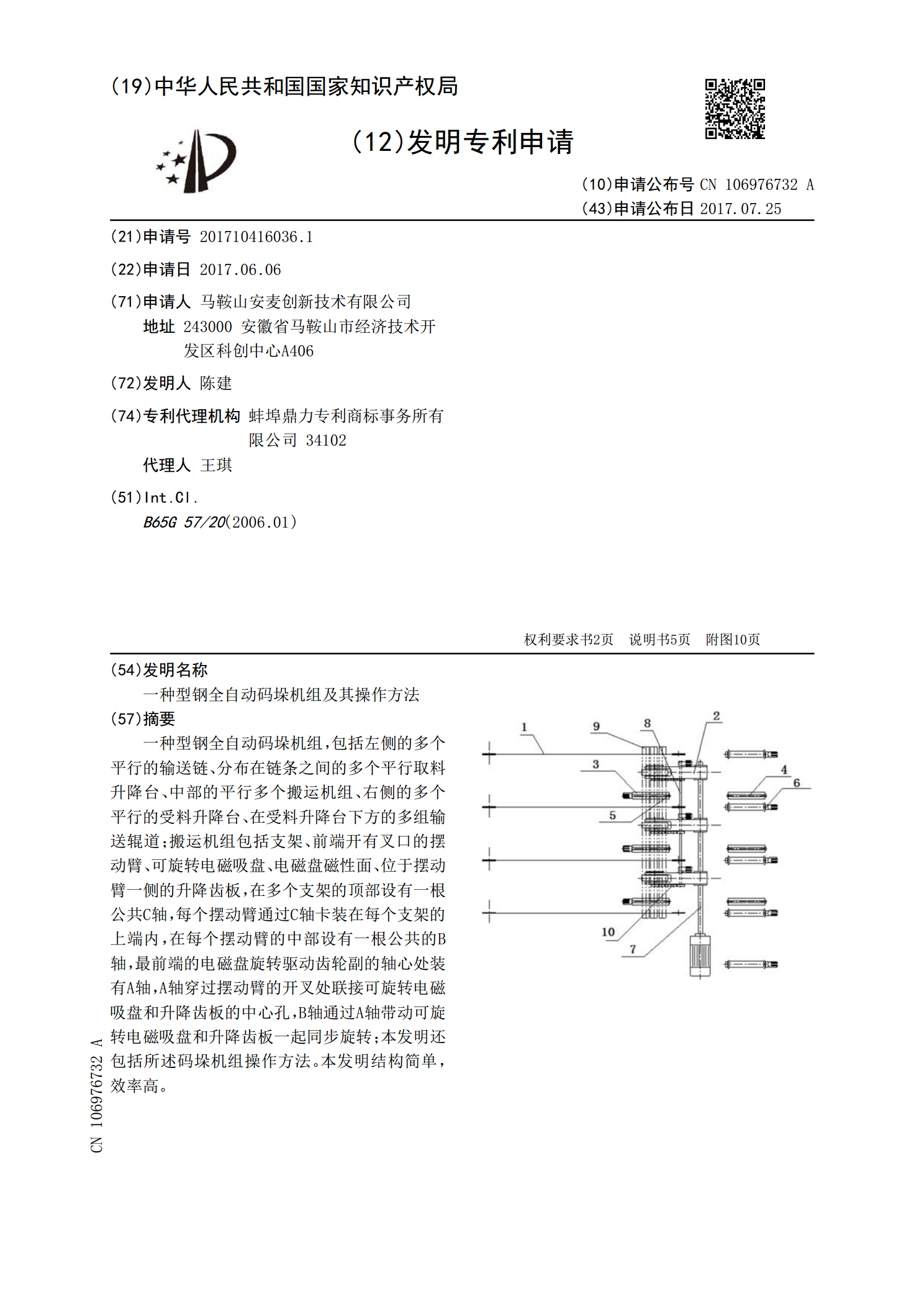
一种型钢全自动码垛机组,包括左侧的多个平行的输送链、分布在链条之间的多个平行取料升降台、中部的平行多个搬运机组、右侧的多个平行的受料升降台、在受料升降台下方的多组输送辊道;搬运机组包括支架、前端开有叉口的摆动臂、可旋转电磁吸盘、电磁盘磁性面、位于摆动臂一侧的升降齿板,在多个支架的顶部设有一根公共C轴,每个摆动臂通过C轴卡装在每个支架的上端内,在每个摆动臂的中部设有一根公共的B轴,最前端的电磁盘旋转驱动齿轮副的轴心处装有A轴,A轴穿过摆动臂的开叉处联接可旋转电磁吸盘和升降齿板的中心孔,B轴通过A轴带动可旋转

一种全自动多规格型钢码垛设备.pdf
本发明公开了一种全自动多规格型钢码垛设备,其包括至少两个同步动作的码垛机构及输送机架,码垛机构安装在输送机架上,码垛机构包括升降机架、行走机架及旋转吸手组件,升降机架上设有升降滑轨,行走机架通过一行走座滑动安装在升降滑轨上,行走座上设有一行走滑轨,行走机架滑动安装在行走滑轨;旋转吸手组件包括连接臂、旋转座、吸手件、旋转电机及旋转测距探头,连接臂一端与行走机架相安装,另一端与旋转座相安装,吸手件与旋转电机相安装并转动安装在旋转座上,旋转电机通过同步旋转轴与另一码垛机构的吸手件相连接;本发明设置满足不同规格型
一种全自动型材码垛设备及其码垛方法.pdf
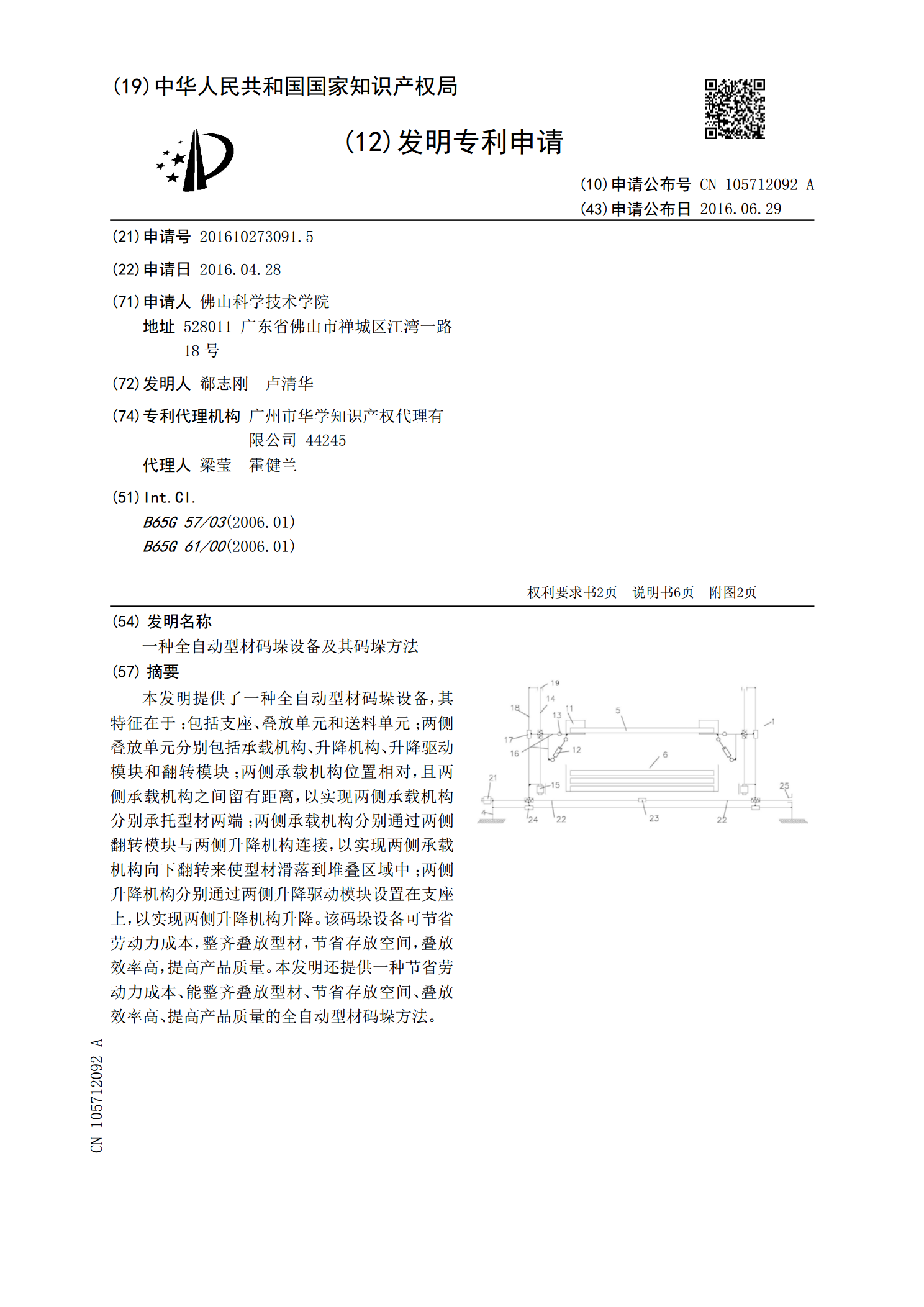
本发明提供了一种全自动型材码垛设备,其特征在于:包括支座、叠放单元和送料单元;两侧叠放单元分别包括承载机构、升降机构、升降驱动模块和翻转模块;两侧承载机构位置相对,且两侧承载机构之间留有距离,以实现两侧承载机构分别承托型材两端;两侧承载机构分别通过两侧翻转模块与两侧升降机构连接,以实现两侧承载机构向下翻转来使型材滑落到堆叠区域中;两侧升降机构分别通过两侧升降驱动模块设置在支座上,以实现两侧升降机构升降。该码垛设备可节省劳动力成本,整齐叠放型材,节省存放空间,叠放效率高,提高产品质量。本发明还提供一种节省劳
一种全自动包装码垛线及其包装码垛工艺.pdf
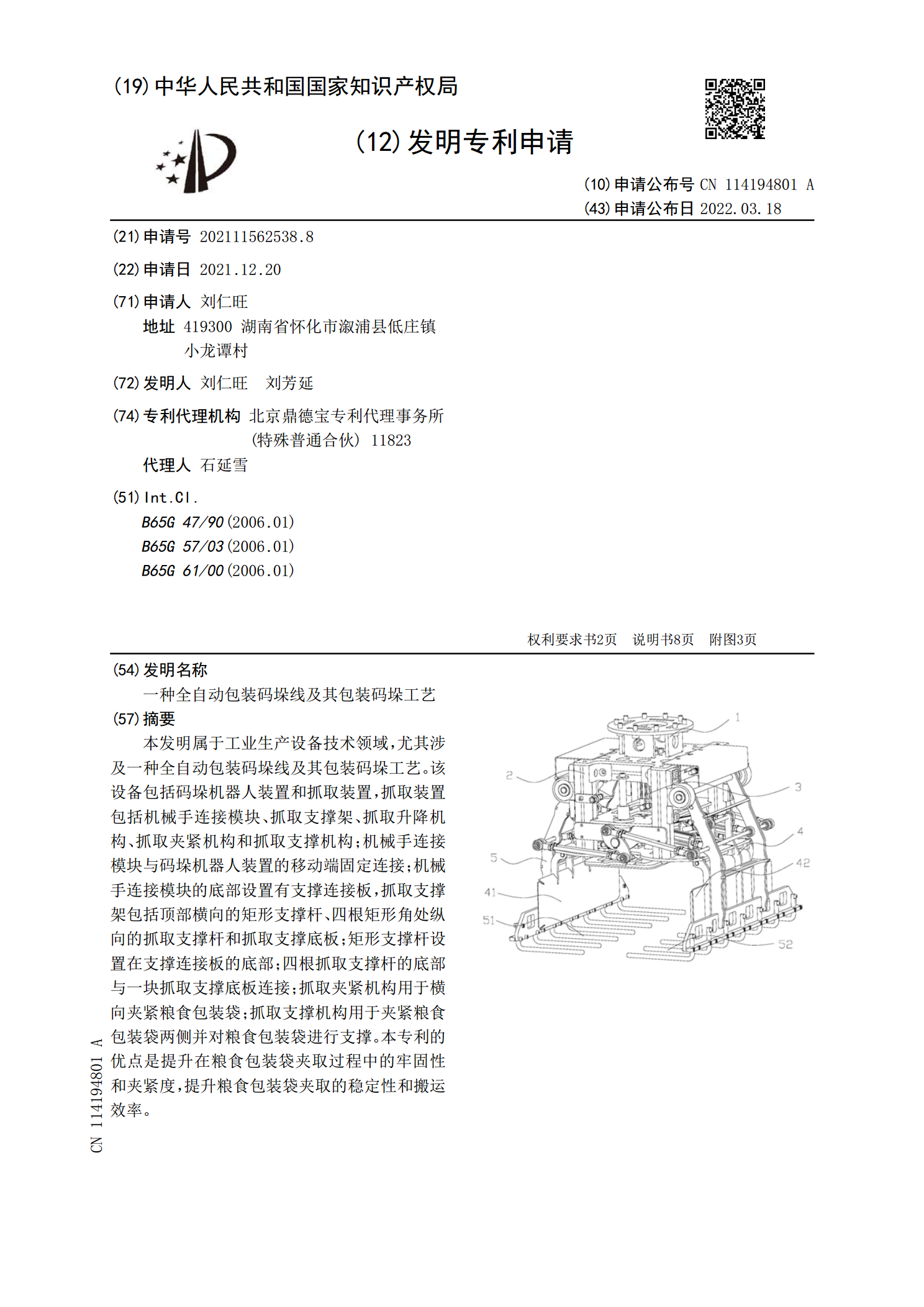
本发明属于工业生产设备技术领域,尤其涉及一种全自动包装码垛线及其包装码垛工艺。该设备包括码垛机器人装置和抓取装置,抓取装置包括机械手连接模块、抓取支撑架、抓取升降机构、抓取夹紧机构和抓取支撑机构;机械手连接模块与码垛机器人装置的移动端固定连接;机械手连接模块的底部设置有支撑连接板,抓取支撑架包括顶部横向的矩形支撑杆、四根矩形角处纵向的抓取支撑杆和抓取支撑底板;矩形支撑杆设置在支撑连接板的底部;四根抓取支撑杆的底部与一块抓取支撑底板连接;抓取夹紧机构用于横向夹紧粮食包装袋;抓取支撑机构用于夹紧粮食包装袋两侧
一种型钢码垛机.pdf
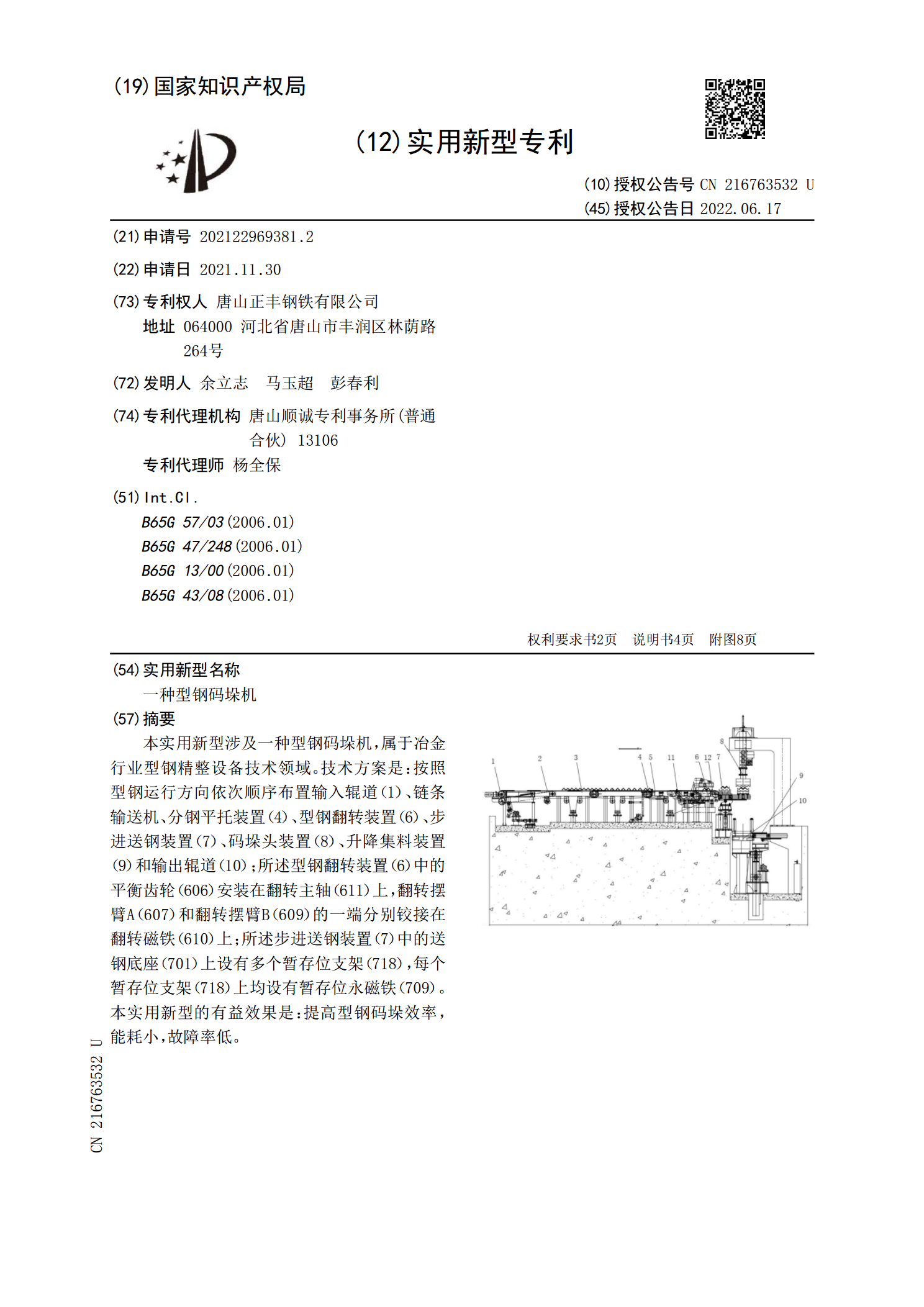
本实用新型涉及一种型钢码垛机,属于冶金行业型钢精整设备技术领域。技术方案是:按照型钢运行方向依次顺序布置输入辊道(1)、链条输送机、分钢平托装置(4)、型钢翻转装置(6)、步进送钢装置(7)、码垛头装置(8)、升降集料装置(9)和输出辊道(10);所述型钢翻转装置(6)中的平衡齿轮(606)安装在翻转主轴(611)上,翻转摆臂A(607)和翻转摆臂B(609)的一端分别铰接在翻转磁铁(610)上;所述步进送钢装置(7)中的送钢底座(701)上设有多个暂存位支架(718),每个暂存位支架(718)上均设有暂