
三自由度船舶焊缝检修爬壁机.pdf

小琛****82

1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
三自由度船舶焊缝检修爬壁机.pdf
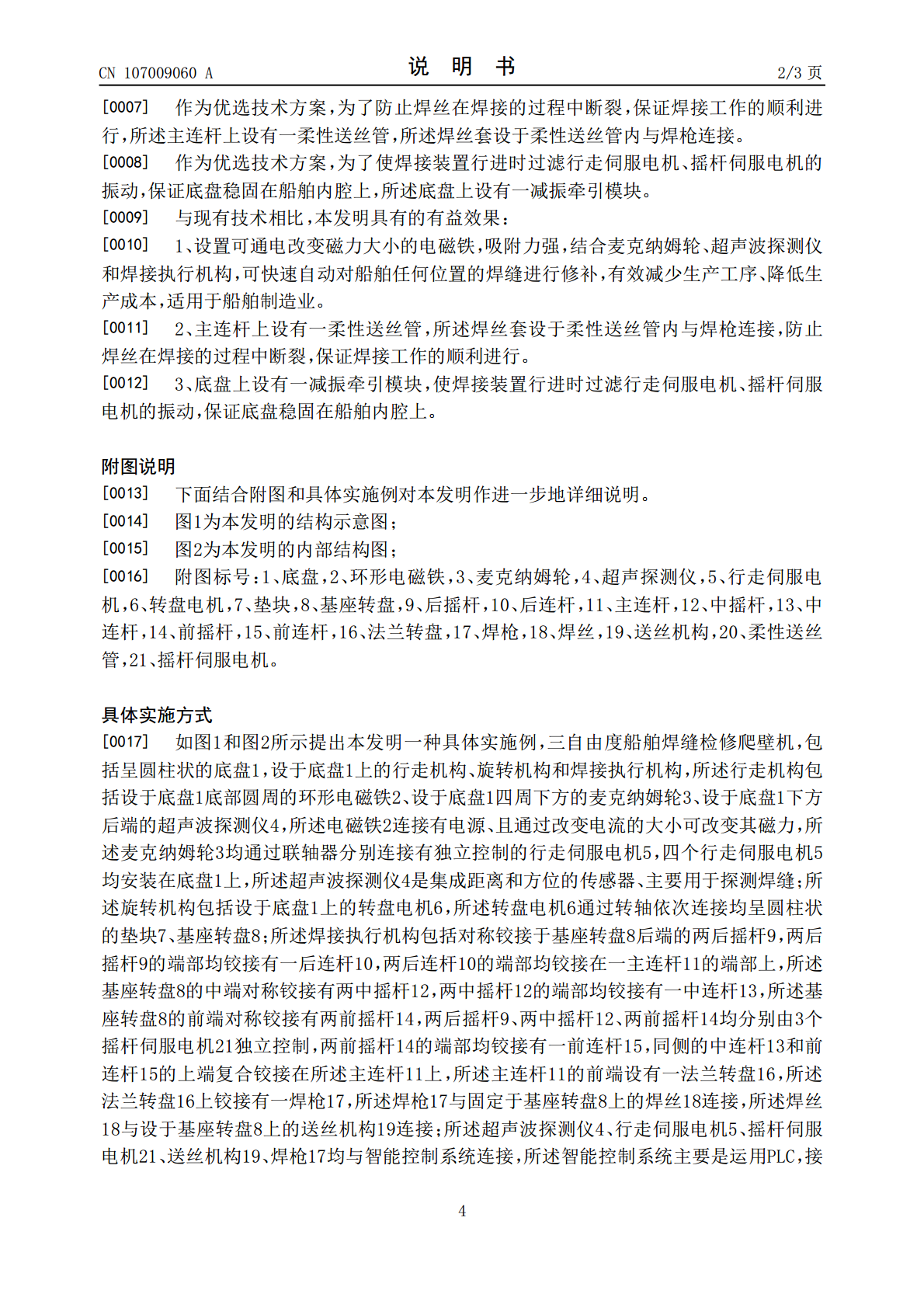
本发明公开一种三自由度船舶焊缝检修爬壁机,包括底盘,设于底盘上的行走机构、旋转机构和焊接执行机构,所述行走机构包括环形电磁铁、设于底盘四周下方的麦克纳姆轮、设于底盘下方后端的超声波探测仪;所述旋转机构包括设于转盘电机、垫块、基座转盘;所述焊接执行机构包括两后摇杆、两后连杆、主连杆、两中摇杆、两中连杆、两前摇杆、两前连杆,所述主连杆的前端设有一法兰转盘,所述法兰转盘上铰接有一焊枪。本爬壁机设置可通电改变磁力大小的电磁铁,吸附力强,结合麦克纳姆轮、超声波探测仪和焊接执行机构,可快速自动对船舶内腔任何位置焊缝进
用于船体内腔焊缝检修的爬壁装置.pdf
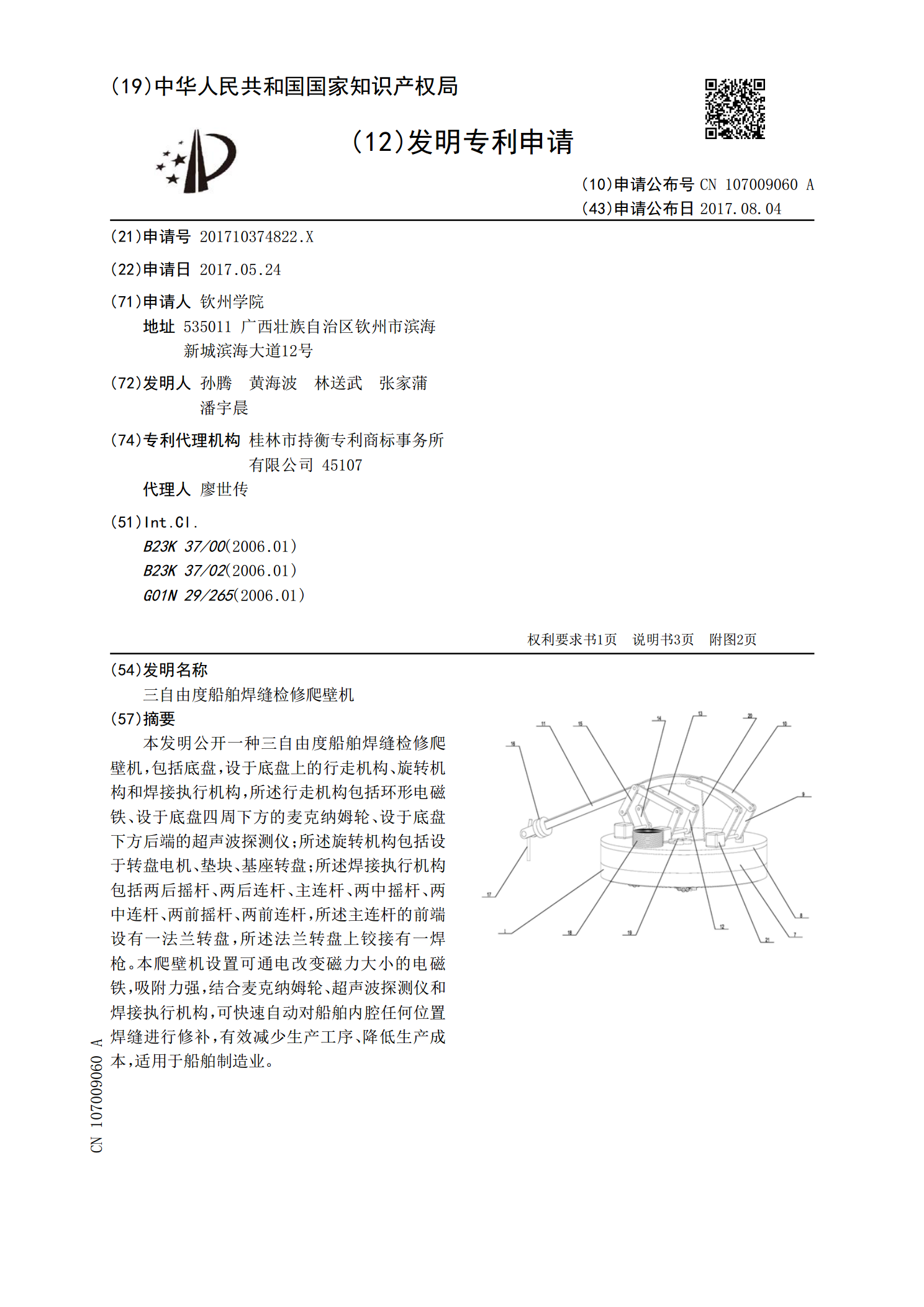
本发明公开一种用于船体内腔焊缝检修的爬壁装置,包括主体壳,设于主体壳上的行走机构和焊接执行机构,所述行走机构包括电磁铁、四个麦克纳姆轮、超声波探测仪,所述电磁铁连接有电源,所述麦克纳姆轮连接有行走驱动电机,所述超声波探测仪主要用于探测焊缝;所述焊接执行机构包括设于三自由度运动组件、焊枪、焊丝进给件、焊丝;所述超声波探测仪、行走驱动电机、焊接执行机构均与设于主体壳上的智能控制系统连接。设置可通电改变磁力大小的电磁铁,吸附力强,结合麦克纳姆轮和超声波探测仪,可快速自动对船体内腔任何位置的焊缝进行修补,有效减少

大型船舶表面喷漆爬壁机.pdf
本发明属于船用机器人领域,更具体地说,涉及大型船舶表面喷漆爬壁机。其包括驱动模块、磁性减振牵引模块和搭载平台,所述驱动模块通过磁性减振牵引模块与搭载平台连接,所述磁性减振牵引模块位于驱动模块和搭载平台之间,所述驱动模块包括齿轮履带、齿动轮、中央车架和电机,所述搭载平台包括搭载托台、永磁体仓和导轮机构,所述磁性减振牵引模块包括固定在中央连杆两端对称的磁性固定连接机构,所述磁性固定连接机构分别与所述中央车架的一端和所述搭载托台的一端固定连接。本发明结构相对简单,使用简便,易于向船舶制造企业推广,具有很高的商业

大型船舶外板焊接爬壁机.pdf
本发明属于船用机器人领域,更具体地说,涉及大型船舶外板焊接爬壁机。其包括驱动模块、磁性减振牵引模块和搭载平台,所述驱动模块通过磁性减振牵引模块与搭载平台连接,所述磁性减振牵引模块位于驱动模块和搭载平台之间,所述驱动模块包括齿轮履带、齿动轮、中央车架和电机,所述搭载平台包括搭载托台、永磁体仓和导轮机构,所述磁性减振牵引模块包括固定在中央连杆两端对称的磁性固定连接机构,所述磁性固定连接机构分别与所述中央车架的一端和所述搭载托台的一端固定连接。本发明结构相对简单,使用简便,易于向船舶制造企业推广,具有很高的商业

一种爬壁式船舶焊缝检测机器人.pdf
本发明公开了一种爬壁式船舶焊缝检测机器人,具体涉及检测机器人领域,包括爬壁式机器人,爬壁式机器人的顶部一侧固定安装有焊缝检测机器人,爬壁式机器人的顶部远离焊缝检测机器人的一侧固定安装有控制总成系统,爬壁式机器人靠近控制总成系统的一侧固定安装有除屑机构,爬壁式机器人的四周均固定安装有滚轮式强磁吸附机构。本发明通过设置了贴合型刮板机构,利用滚轮式强磁吸附块与环形滚轮式连接块的旋转,使得滚筒式清洁贴合块与清洁型外置套块同时进行旋转,达到双重清洁滚轮式强磁吸附块与环形滚轮式连接块的作用,相对提升了滚轮式强磁吸附机