
曲轴完全残余压应力校直装置和工艺.pdf

康平****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
曲轴完全残余压应力校直装置和工艺.pdf
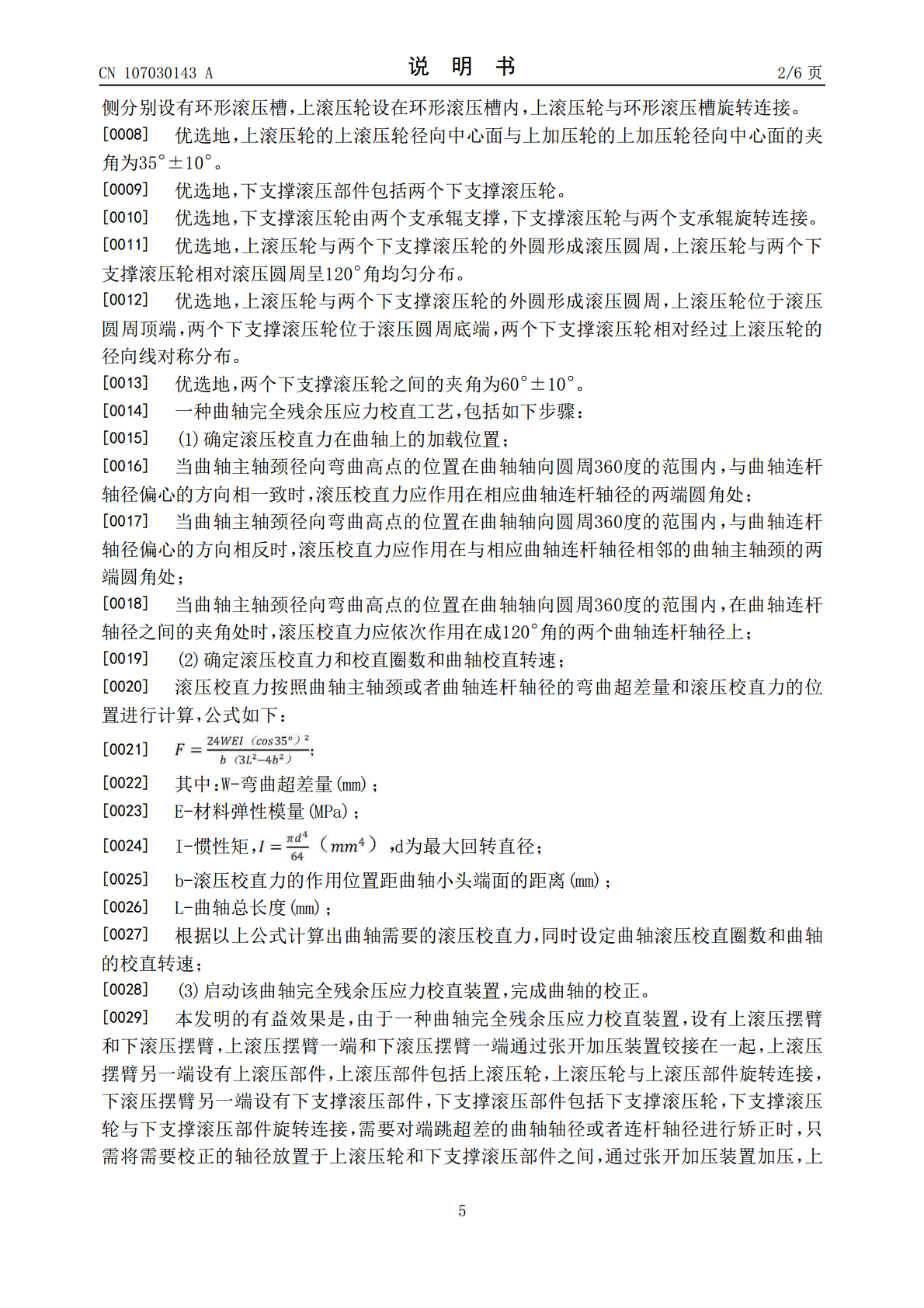
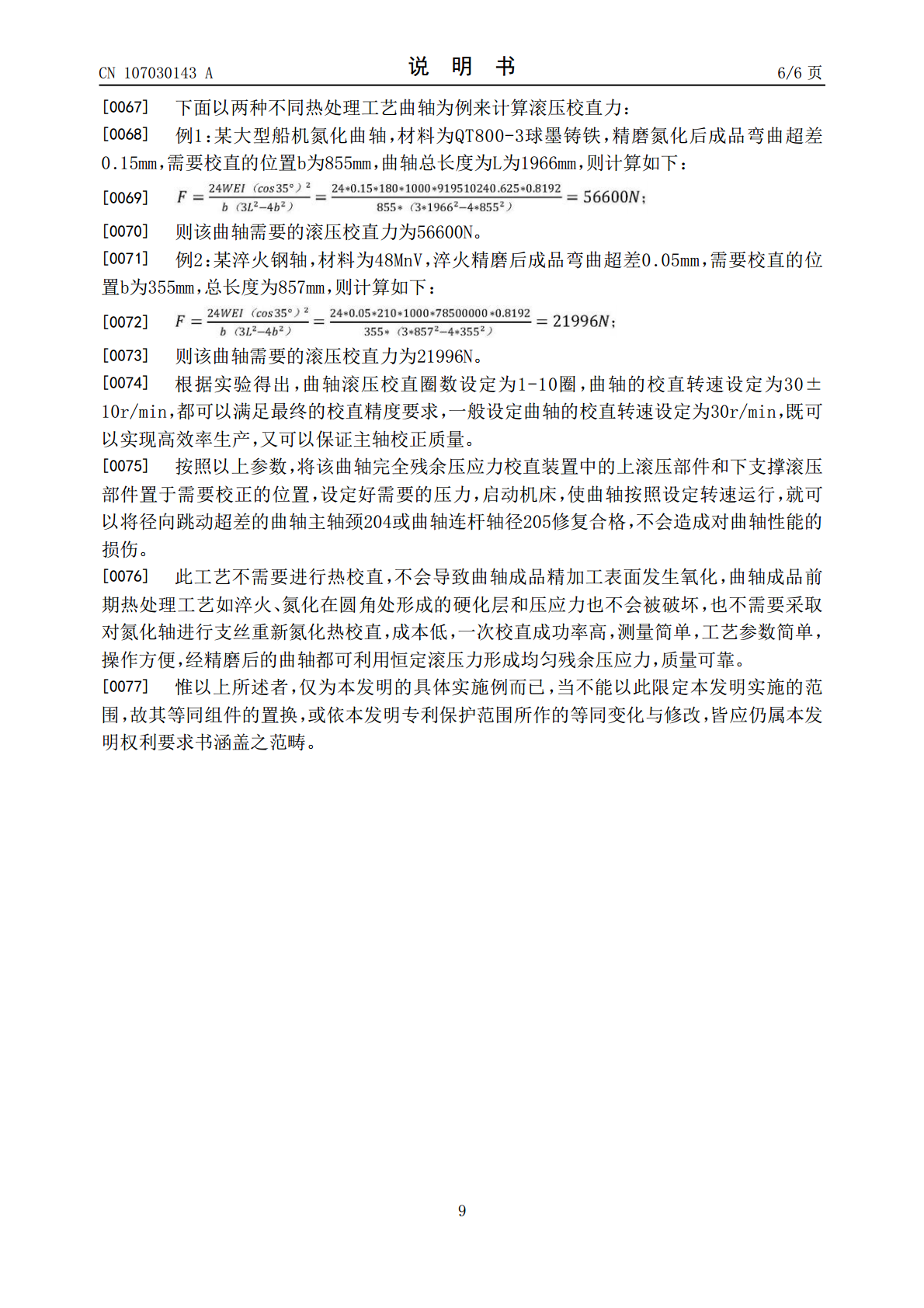
本发明提供了一种曲轴完全残余压应力校直装置和工艺,其解决了现有曲轴成品经过精磨后,都要进行校直工艺,但不允许进行冷校直,也不允许在压力机上压校,这容易在两端圆角处与加载力相对表面形成拉应力,使曲轴原有的疲劳强度降低,在发动机工作运转过程易导致断裂的技术问题,其设有上滚压摆臂和下滚压摆臂,上滚压摆臂一端和下滚压摆臂一端通过张开加压装置铰接在一起,上滚压摆臂另一端设有上滚压部件,上滚压部件包括上滚压轮,上滚压轮与上滚压部件旋转连接,下滚压摆臂另一端设有下支撑滚压部件,下支撑滚压部件包括下支撑滚压轮,下支撑滚压
残余应力测量方法和残余应力测量装置.pdf
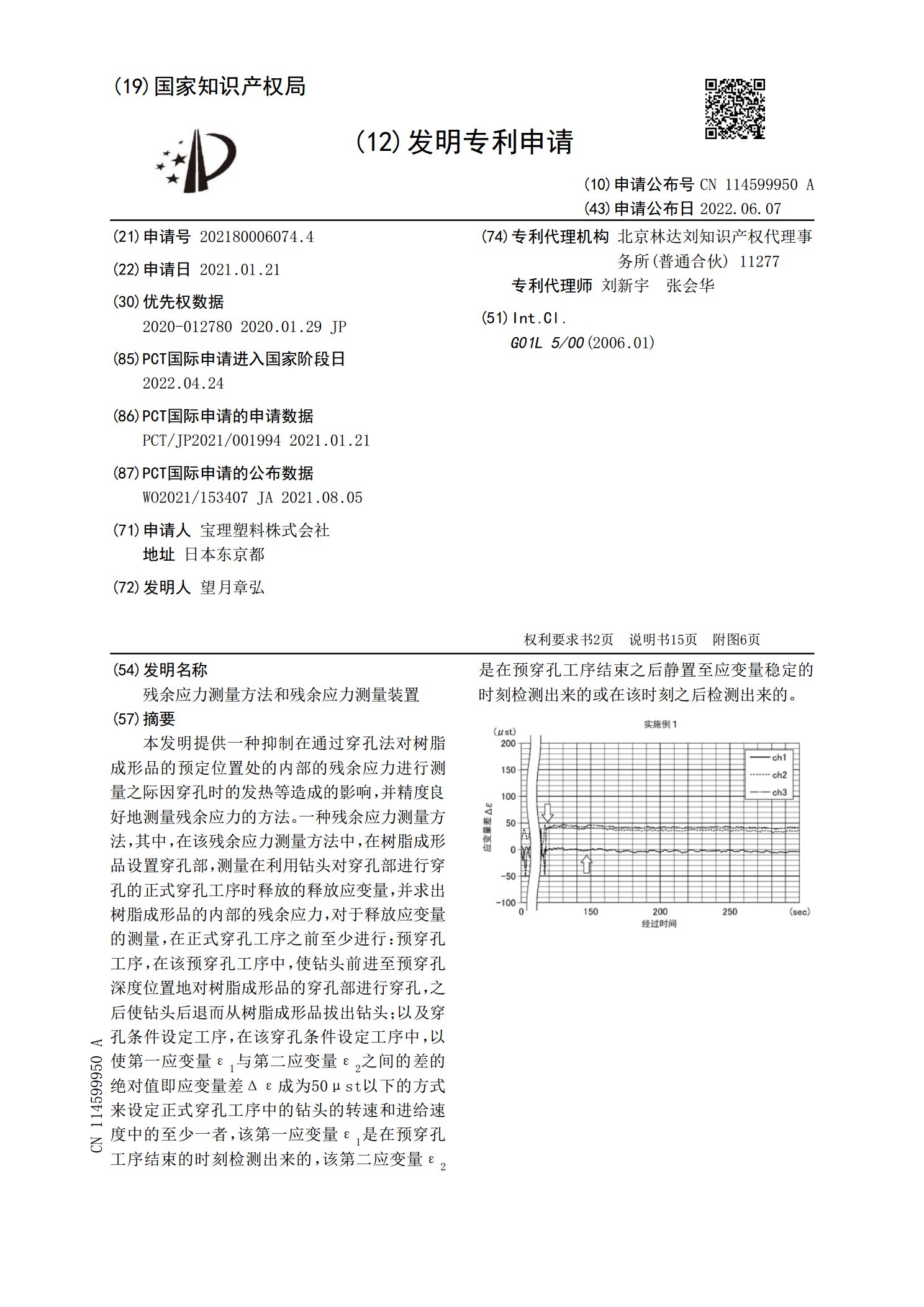
本发明提供一种抑制在通过穿孔法对树脂成形品的预定位置处的内部的残余应力进行测量之际因穿孔时的发热等造成的影响,并精度良好地测量残余应力的方法。一种残余应力测量方法,其中,在该残余应力测量方法中,在树脂成形品设置穿孔部,测量在利用钻头对穿孔部进行穿孔的正式穿孔工序时释放的释放应变量,并求出树脂成形品的内部的残余应力,对于释放应变量的测量,在正式穿孔工序之前至少进行:预穿孔工序,在该预穿孔工序中,使钻头前进至预穿孔深度位置地对树脂成形品的穿孔部进行穿孔,之后使钻头后退而从树脂成形品拔出钻头;以及穿孔条件设定工

一种柴油机曲轴残余应力检测装置.pdf
本发明公开了一种柴油机曲轴残余应力检测装置,包括检测台,所述检测台的上表面的对称固定连接有两个第一支撑柱,两个所述第一支撑柱远离检测台的一端固定连接有第二支撑柱,所述第二支撑柱的内部固定连接有第一双轴电机,所述第一双轴电机的两个输出端均焊接有第一转动轴,两个所述第一转动轴上均贯穿设有第一主动轮,两个所述第一支撑柱的内部均转动连接有第一转轴和第二转轴,两个所述第一转轴上均贯穿设有第一从动轮,且第一主动轮和第一从动轮共同套设有第一传动带。本发明结构简单,使用便捷,能简单快速的对曲轴各部位进行全面残余应力监测,
一种拉压型残余应力标定用装置.pdf
本发明公开了一种拉压型残余应力标定用装置,属于材料加工过程中实验应力测量技术领域。该装置包括拉压加载机构、夹持机构和支撑机构。所述拉压加载机构在标定材料全厚度方向上施加均匀拉伸或压缩应力;所述夹持机构可以根据标定材料的拉压类型调整夹持位置;所述支撑机构上安装拉压加载机构和夹持机构,并可以自行调整高度。本发明可以作为盲孔法、压痕应变法等残余应力检测方法的配套加载装置,准确标定拉伸应力状态下和压缩应力状态下的材料应力应变关系,同时装置操作简单灵活,使用方便,克服了三点弯曲加载时方便易用但应力场不均匀的问题,或
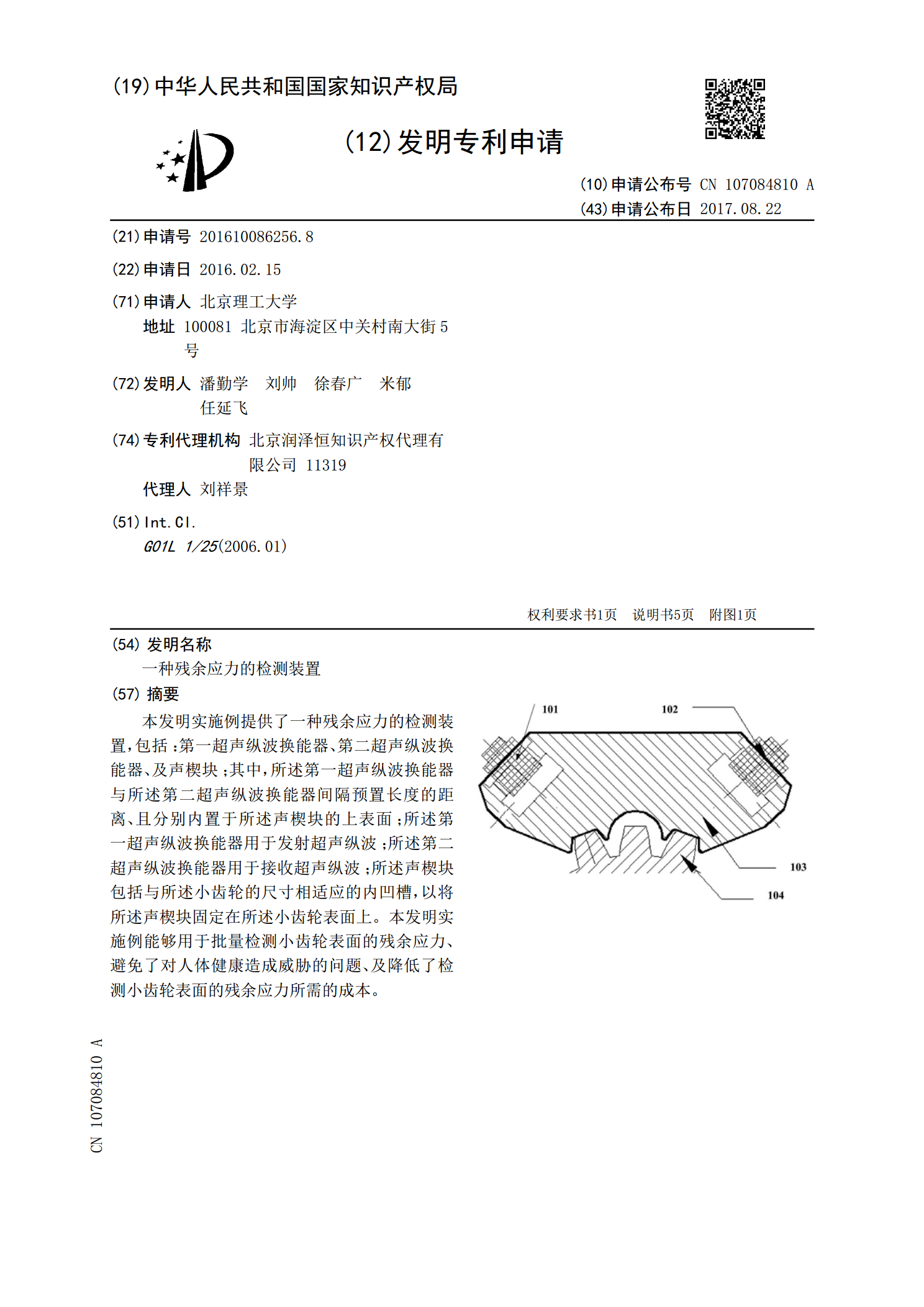
一种残余应力的检测装置.pdf
本发明实施例提供了一种残余应力的检测装置,包括:第一超声纵波换能器、第二超声纵波换能器、及声楔块;其中,所述第一超声纵波换能器与所述第二超声纵波换能器间隔预置长度的距离、且分别内置于所述声楔块的上表面;所述第一超声纵波换能器用于发射超声纵波;所述第二超声纵波换能器用于接收超声纵波;所述声楔块包括与所述小齿轮的尺寸相适应的内凹槽,以将所述声楔块固定在所述小齿轮表面上。本发明实施例能够用于批量检测小齿轮表面的残余应力、避免了对人体健康造成威胁的问题、及降低了检测小齿轮表面的残余应力所需的成本。