
一种玻璃导光板表面划伤修复工艺.pdf

白真****ng

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种玻璃导光板表面划伤修复工艺.pdf
本发明提供一种玻璃导光板表面划伤修复工艺,包括以下步骤:(1)清洁:将在加工过程中出光面遭到划伤的导光板进行清洗;(2)检查定位:通过检测设置将导光板出光面上被划伤的地方进行准确定位,并且做好标记;(3)修复:在划伤部位洒下修复混合物,用研磨轮对划伤部位进行打磨;修复混合物由抛光粉、环氧树脂粉末、无机硅胶混合而成,抛光粉、环氧树脂粉末、无机硅胶的混合比例为7:1:2;(4)清洁:将完成步骤(3)的导光板进行再次清洗,弄干即得。本发明的有益效果是:对玻璃导光板划伤表面进行修改,确保导光板不会因为划伤而影响导
一种用于玻璃面板的划伤修复工艺.pdf
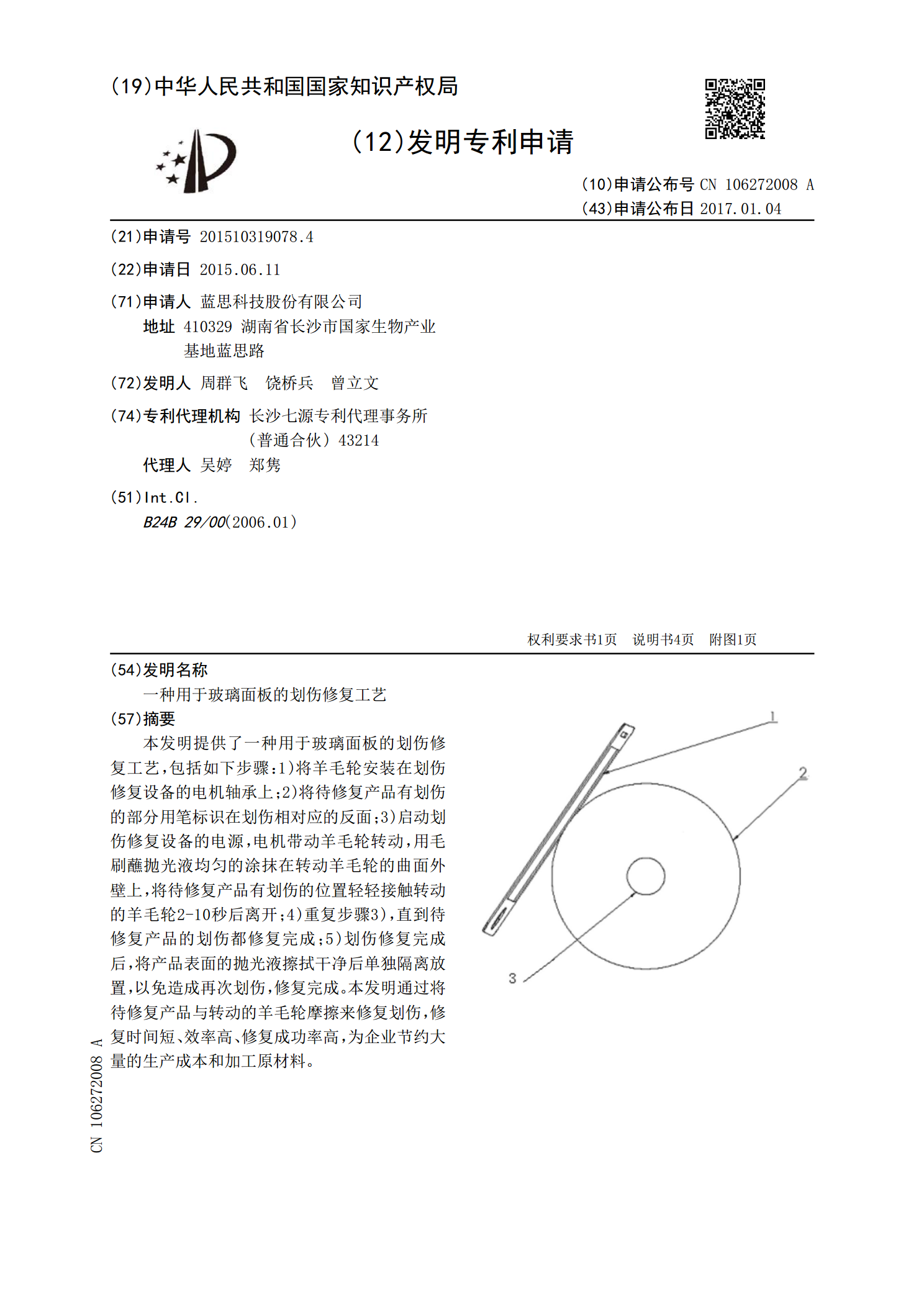
本发明提供了一种用于玻璃面板的划伤修复工艺,包括如下步骤:1)将羊毛轮安装在划伤修复设备的电机轴承上;2)将待修复产品有划伤的部分用笔标识在划伤相对应的反面;3)启动划伤修复设备的电源,电机带动羊毛轮转动,用毛刷蘸抛光液均匀的涂抹在转动羊毛轮的曲面外壁上,将待修复产品有划伤的位置轻轻接触转动的羊毛轮2‑10秒后离开;4)重复步骤3),直到待修复产品的划伤都修复完成;5)划伤修复完成后,将产品表面的抛光液擦拭干净后单独隔离放置,以免造成再次划伤,修复完成。本发明通过将待修复产品与转动的羊毛轮摩擦来修复划伤,
一种玻璃导光板的防划伤加工方法.pdf
本发明系提供一种玻璃导光板的防划伤加工方法,依次包括以下步骤:准备玻璃板;初步打磨:通过第一打磨抛光轮对光滑玻璃板的两个表面进行打磨,获得初磨玻璃板;准备强化液:将金属盐放入熔炉中加热熔化,获得盐溶液;浸泡强化:将初磨玻璃板放入盐溶液中浸泡2‑4h,获得防划伤玻璃板;二次打磨:通过第二打磨抛光轮对防划伤玻璃板的背面进行打磨,获得防划伤粗糙玻璃板;网点印刷:对防划伤粗糙玻璃的背面印刷导光油墨。本发明能够有效避免玻璃导光板的表面在加工过程中被划伤,操作简单,保护结构在加工完成后无需清除,能够有效节省时间,同时
一种玻璃面板划伤修复机.pdf
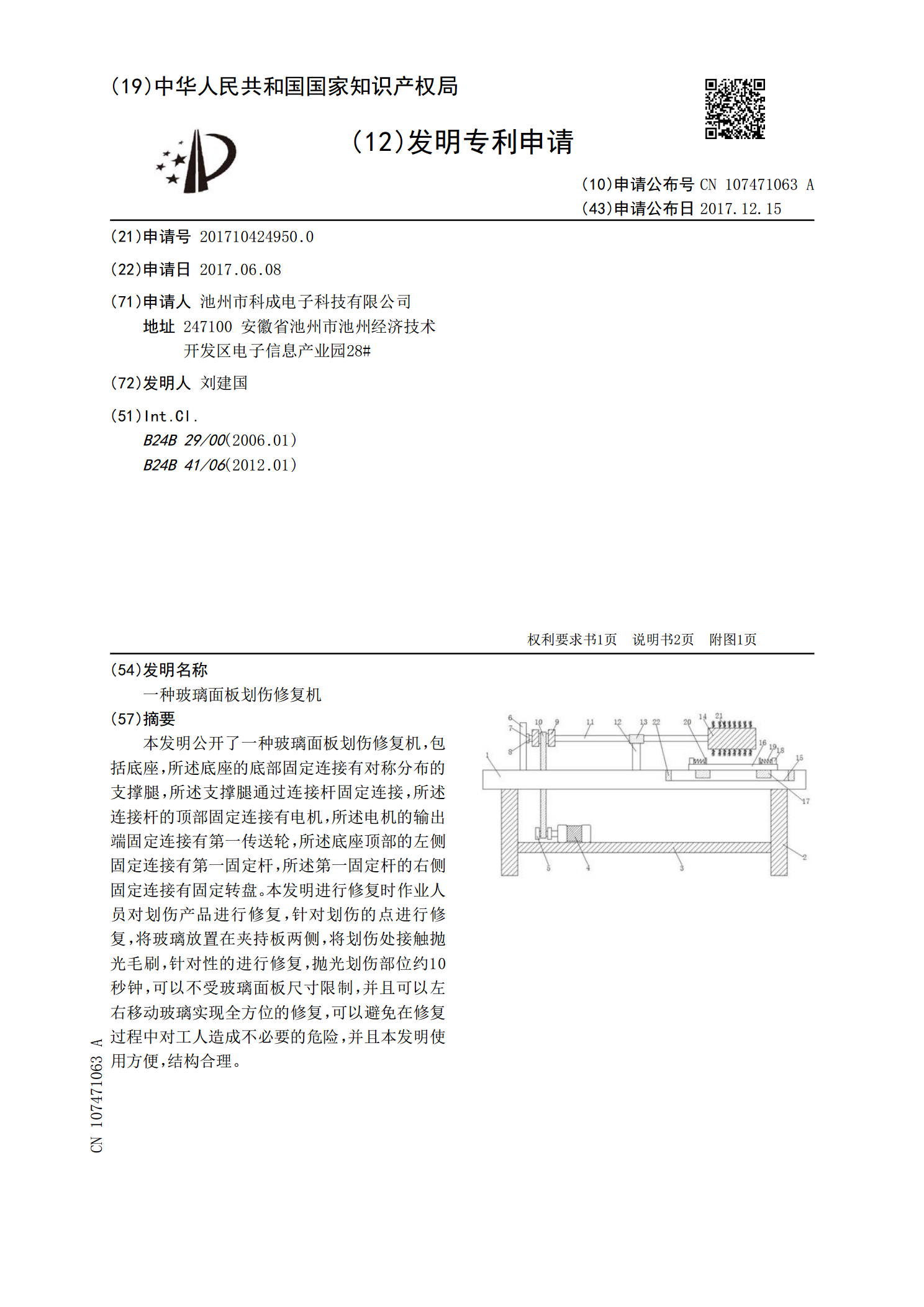
本发明公开了一种玻璃面板划伤修复机,包括底座,所述底座的底部固定连接有对称分布的支撑腿,所述支撑腿通过连接杆固定连接,所述连接杆的顶部固定连接有电机,所述电机的输出端固定连接有第一传送轮,所述底座顶部的左侧固定连接有第一固定杆,所述第一固定杆的右侧固定连接有固定转盘。本发明进行修复时作业人员对划伤产品进行修复,针对划伤的点进行修复,将玻璃放置在夹持板两侧,将划伤处接触抛光毛刷,针对性的进行修复,抛光划伤部位约10秒钟,可以不受玻璃面板尺寸限制,并且可以左右移动玻璃实现全方位的修复,可以避免在修复过程中对工

一种玻璃盖板划伤修复装置.pdf
本发明公开了一种玻璃盖板划伤修复装置,涉及电子制造技术领域,其包括:上磨盘、下磨盘,所述下磨盘内设有游轮片,所述游轮片可在所述下磨盘内转动,并且其上设有若干个产品通孔,所述下磨盘内还设有游轮盖片,所述游轮盖片将所述游轮片覆盖,使其与所述上磨盘隔离。该玻璃盖板划伤修复装置带有游轮盖片,如果玻璃盖板只需一面打磨修复,只需在放入产品通孔后将完好面用游轮盖片覆盖后再进行打磨即可,操作较为简便。