
扇形齿轮的加工工艺.pdf

雨巷****怡轩

1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

扇形齿轮的加工工艺.pdf
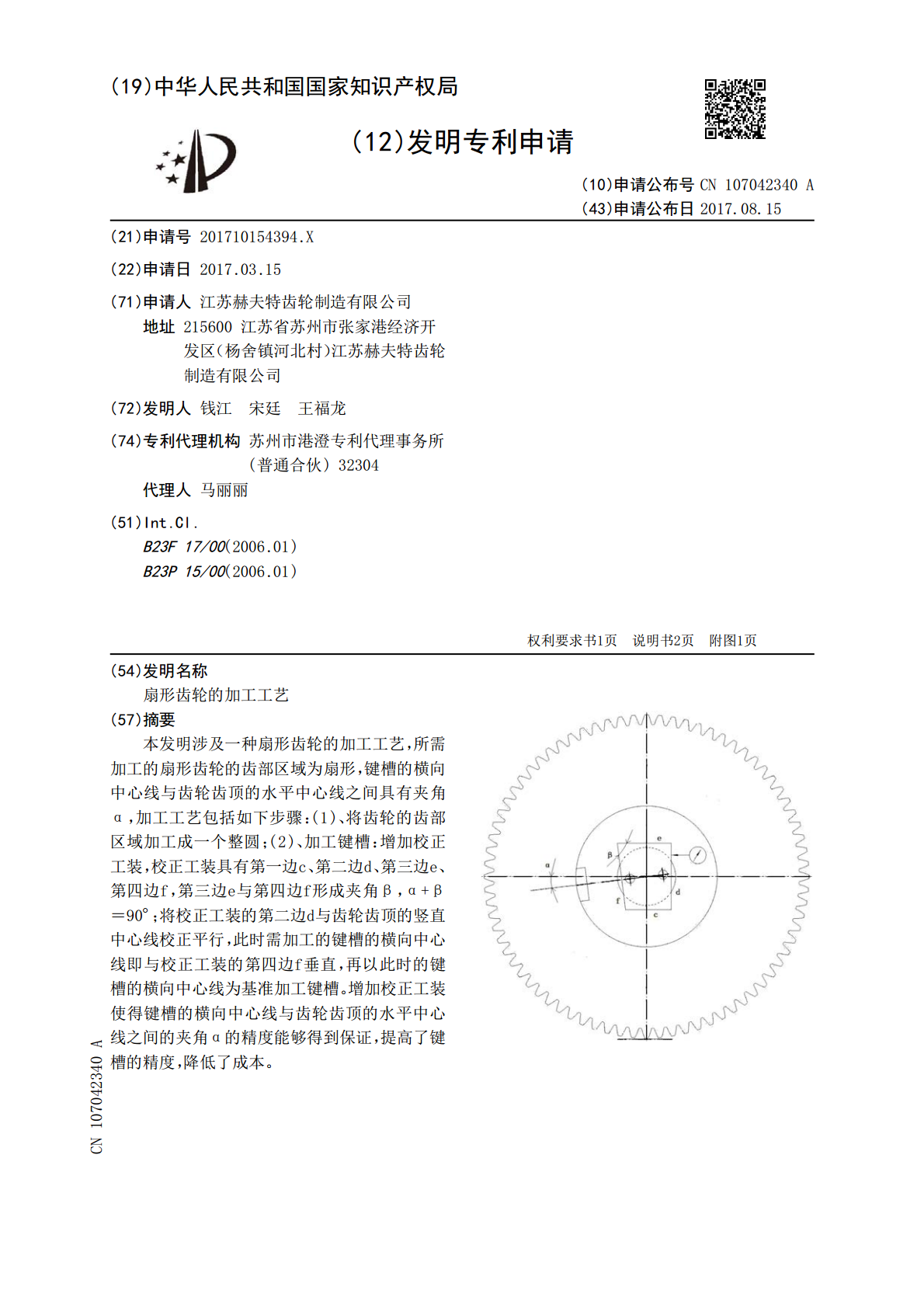
本发明涉及一种扇形齿轮的加工工艺,所需加工的扇形齿轮的齿部区域为扇形,键槽的横向中心线与齿轮齿顶的水平中心线之间具有夹角α,加工工艺包括如下步骤:(1)、将齿轮的齿部区域加工成一个整圆;(2)、加工键槽:增加校正工装,校正工装具有第一边c、第二边d、第三边e、第四边f,第三边e与第四边f形成夹角β,α+β=90°;将校正工装的第二边d与齿轮齿顶的竖直中心线校正平行,此时需加工的键槽的横向中心线即与校正工装的第四边f垂直,再以此时的键槽的横向中心线为基准加工键槽。增加校正工装使得键槽的横向中心线与齿轮齿顶的
一种用于关闭器的扇形齿轮轴及其加工工艺.pdf
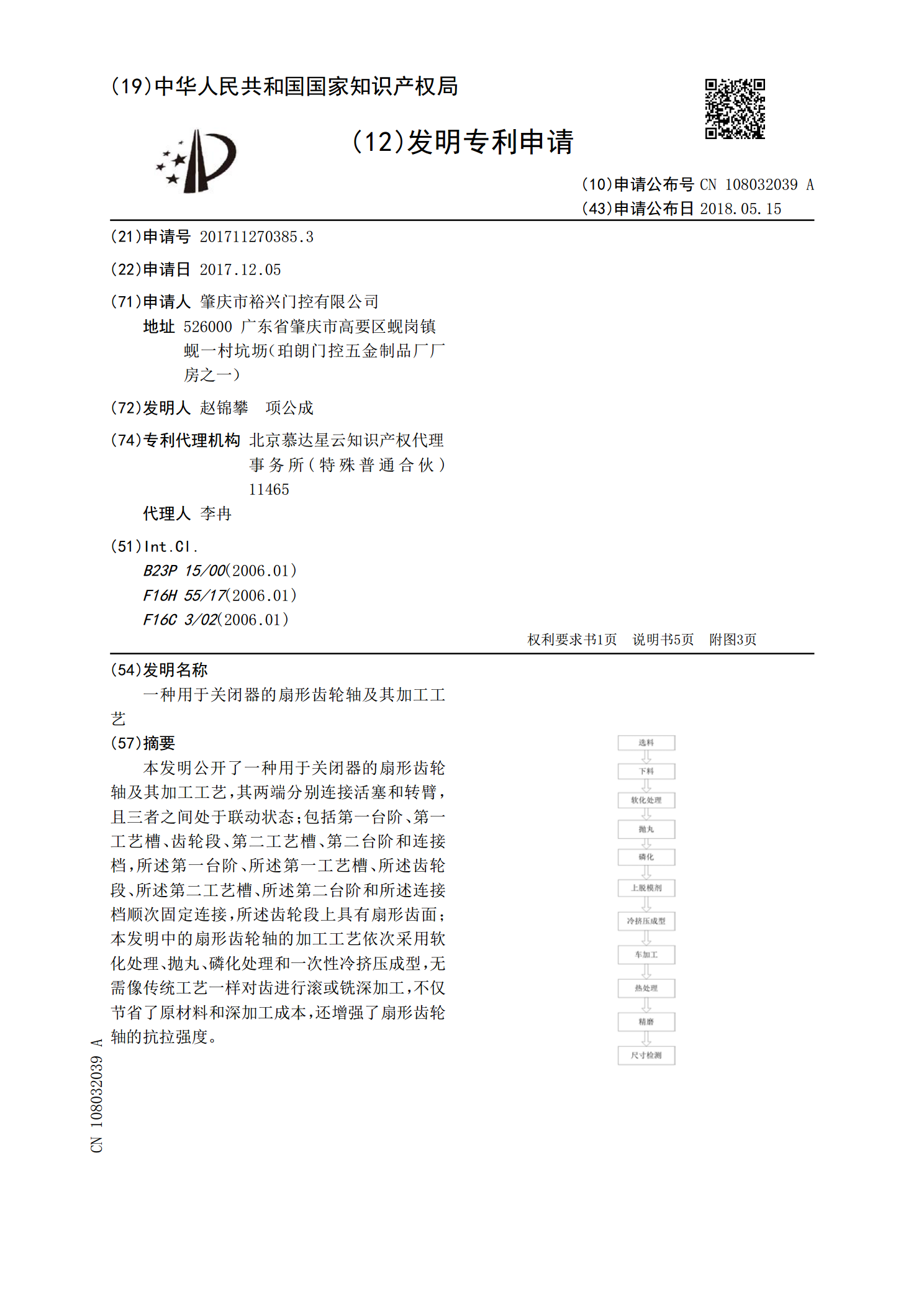
本发明公开了一种用于关闭器的扇形齿轮轴及其加工工艺,其两端分别连接活塞和转臂,且三者之间处于联动状态;包括第一台阶、第一工艺槽、齿轮段、第二工艺槽、第二台阶和连接档,所述第一台阶、所述第一工艺槽、所述齿轮段、所述第二工艺槽、所述第二台阶和所述连接档顺次固定连接,所述齿轮段上具有扇形齿面;本发明中的扇形齿轮轴的加工工艺依次采用软化处理、抛丸、磷化处理和一次性冷挤压成型,无需像传统工艺一样对齿进行滚或铣深加工,不仅节省了原材料和深加工成本,还增强了扇形齿轮轴的抗拉强度。

齿轮加工工艺.pdf
本发明公开了一种齿轮加工工艺,包括如下步骤:a:下料;b:毛坯制造;c:齿坯加工;d、加工花键、键槽、螺纹;e、齿形粗加工和半精加工;f、齿形精加工;g、齿端倒角去毛刺;h、齿轮几何精度检验;i、热处理;j、安装基准面的精加工;k、齿形加工:l、强力喷丸:m、磷化处理:n、清理齿面:o、成品齿轮的配对检验或最终检验。

齿轮加工工艺.doc
三种渗碳工艺!---------想玩渗碳的值得一看!渗碳表面硬化处理法(1)表面工程技术—渗碳表面硬化处理法(1)渗碳硬化乃表面硬化法之一种,属于化学表面硬化法。渗碳者先于钢之表面产生初生态之碳,而后使之渗入钢之表面层,逐渐扩散入内部。初生态之碳乃由CO或CH4等气体分解而得。CO之来源或由含有CO之气体得之,或由固体渗碳剂之反应而产生于渗碳容器内,或者由含有氰化物之盐浴得之。初生态之碳由钢之表面扩散入内部时,钢之温度须增高至沃斯田铁化温层范围内,使初生态之碳埂于扩散,盖沃斯田铁可溶解较多之〞C〞而肥粒铁
齿轮加工工艺.doc
三种渗碳工艺!---------想玩渗碳的值得一看!渗碳表面硬化处理法(1)表面工程技术—渗碳表面硬化处理法(1)渗碳硬化乃表面硬化法之一种属于化学表面硬化法。渗碳者先于钢之表面产生初生态之碳而后使之渗入钢之表面层逐渐扩散入内部。初生态之碳乃由CO或CH4等气体分解而得。CO之来源或由含有CO之气体得之或由固体渗碳剂之反应而产生于渗碳容器内或者由含有氰化物之盐浴得之。初生态之碳由钢之表面扩散入内部时钢之温度须增高至沃斯田铁化温层范围内使初生态之碳埂于扩散盖沃斯田铁可溶解较多之〞C〞而肥