
煤炭直接液化.ppt

sy****28


1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

煤炭直接液化.ppt
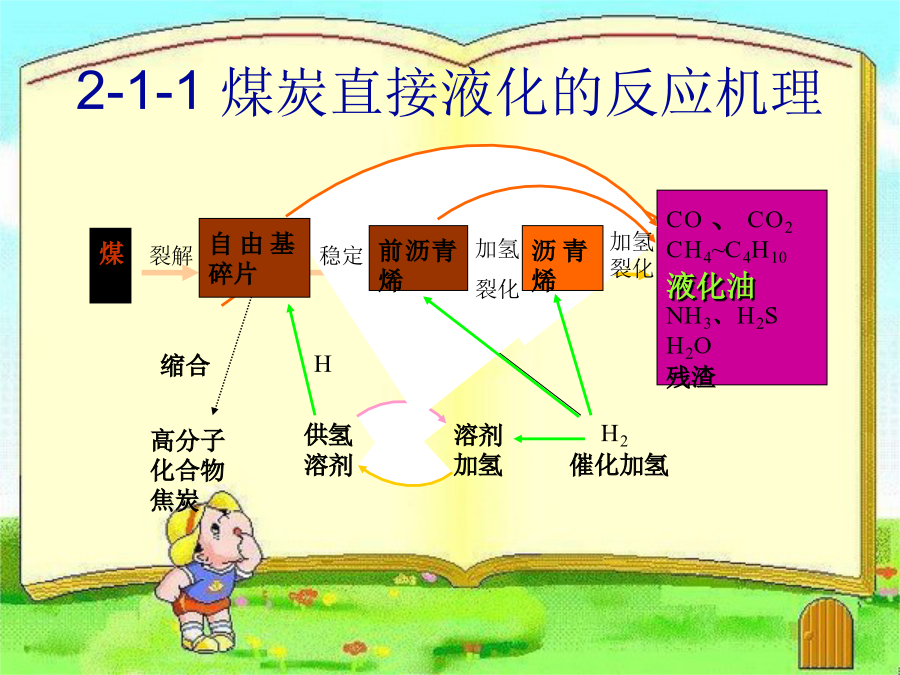
煤炭直接液化目录1.煤炭的直接液化的背景2.煤炭的直接液化技术煤炭?2-1煤炭的直接液化技术2-1-1煤炭直接液化的反应机理2-1-2煤质要求2-1-3催化剂2-1-4供氢溶剂2-1-5供氢溶剂分类2.2煤炭的直接液化工艺2.2.1.工艺条件对液化反应的影响典型煤直接液化反应工艺条件工艺特点2.2.2国内外较成熟工艺2.2.2.1德国IGOR工艺该工艺以炼铝赤泥为催化剂,催化剂加入量为4%,不进行催化剂回收。反应压力为30MPa,反应温度为465oC。现已完成0.2t/d和200t/d规模的试验研究。采用

煤炭直接液化技术.docx
煤炭直接液化技术煤炭直接液化技术是一种将固态煤直接转化为液态燃料的技术。它将煤炭经过研磨、预处理等工序后,通过高温、高压和催化剂的作用,使煤炭转化为液体燃料,如煤油、柴油等。这种技术在解决煤炭资源的高效利用、减少对天然油气的依赖以及减少环境污染方面具有重要的意义。煤炭是中国主要的能源资源之一,但不可避免地带来了环境和健康问题。煤炭的燃烧会释放大量的二氧化碳、硫化物和氮氧化物等有害气体,对大气造成严重的污染和温室效应。此外,煤矿的开采和运输过程也会带来严重的环境破坏和安全隐患。因此,开发煤炭直接液化技术,将
煤炭间接-直接液化技术.ppt
煤炭间接液化技术我国中科院山西煤化所从20世纪80年代开始进行铁基、钴基两大类催化剂费-托合成油煤炭间接液化技术研究及工程开发完成了2000吨/年规模的煤基合成油工业实验5吨煤炭可合成1吨成品油。据项目规划一个万吨级的“煤变油”装置可望在未来3年内崛起于我国煤炭大省山西。中科院还设想到2008年建成一个百万吨级的煤基合成油大型企业山西大同、朔州地区几个大煤田之间将建成一个大的煤“炼油厂”。最近总投资100亿美元的朔州连顺能源公司每年500万吨煤基合成油项目已进入实质性开发阶段计划200

煤炭直接液化溶剂的研究.docx
煤炭直接液化溶剂的研究煤炭直接液化溶剂的研究近年来,作为一种重要的能源资源,煤炭的开发利用备受关注。煤炭直接液化技术是一种能够将煤炭转化为高品质液体燃料的技术,具有能源资源丰富、分散、地域广泛等优势。在煤炭直接液化技术的研究中,溶剂是一个关键的研究领域。本文将从溶剂的特性、分类以及煤炭直接液化中的应用进行论述。溶剂是指煤炭直接液化反应中的短链烷烃、芳香烃、氯代烷等多种有机物质,它们能够促进煤的裂解和液化反应,提高液化率和液化产物质量。溶剂的种类非常多,可以按照不同的分类方法进行划分,如按照化学结构、物理性
煤炭间接-直接液化技术.ppt
煤炭间接液化技术我国中科院山西煤化所从20世纪80年代开始进行铁基、钴基两大类催化剂费-托合成油煤炭间接液化技术研究及工程开发完成了2000吨/年规模的煤基合成油工业实验5吨煤炭可合成1吨成品油。据项目规划一个万吨级的“煤变油”装置可望在未来3年内崛起于我国煤炭大省山西。中科院还设想到2008年建成一个百万吨级的煤基合成油大型企业山西大同、朔州地区几个大煤田之间将建成一个大的煤“炼油厂”。最近总投资100亿美元的朔州连顺能源公司每年500万吨煤基合成油项目已进入实质性开发阶段计划200