
一种轴类零件表面滚压装置.pdf

秀华****魔王


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴类零件表面滚压装置.pdf
本发明提供一种轴类零件表面滚压装置,属于机械零件加工技术领域,该轴类零件表面滚压装置能够在普通车床上使用。该滚压装置包括底座、滚压系统、调心系统、测量装置及装夹系统,通过转动螺杆可以实现两滚轮作等速接近或远离工件的运动,从而调节滚压深度;通过调整螺杆正下侧的限位叉架位置来调整螺杆中心位置,实现定心;通过百分表可以对滚压深度进行实时检测。本发明装置采用双滚轮结构,抵消了滚压过程中的径向力,减少在滚压加工过程中零件弯曲变形,滚压后在轴表面形成有益的残余压应力,有效提高滚压表面质量,延长了轴在使用过程中的疲劳寿

一种轴类、管道类零件表面缺陷检测装置.pdf
本发明公开了一种轴类、管道类零件表面缺陷检测装置,包括多半径适配模块、爬行模块、周向检测模块和自动控制模块;所述多半径适配模块包括机构载体钢圈、驱动机构、传动机构和适配模块,所述爬行模块包括轴承、爬行电机和轮胎,所述周向检测模块包括内齿轮、检测模块支撑板、检测电机、小齿轮、图像采集装置和导向支撑轮,所述自动控制模块固定在适配模块的其中一个滑块上,所述自动控制模块包括控制模块和通讯模块;本发明可以针对解决当前在特种环境下的轴类、管道类零件的表面缺陷检测问题,可以适用于一定直径范围内的轴类、管类零件的表面缺陷

一种轴类零件用压式表面清洁装置.pdf
本发明涉及一种轴类零件用压式表面清洁装置,该装置包括竖板,所述竖板的上端前侧固连有压板,竖板的中部固定有斜面板,所述斜面板的下端面为前高后低的斜面,所述竖板的后端面下部固连有一根轴向沿纵向的推柱;所述推柱的后方固定有工作台,所述工作台上固定有一台电机,所述电机的轴上套有主动轮,所述工作台上安装有轴向沿纵向的从动轮,所述从动轮与主动轮啮合,所述从动轮的前端面上设有椭圆形凹槽,所述推柱的后端卡在椭圆形凹槽内,且推柱可在椭圆形凹槽中滑动。本发明能够根据零件的尺寸更换不同形状的过料模,适用范围广,使用灵活。

一种回转体类工件表面滚压装置.pdf
本发明的目的在于提供一种回转体类工件表面滚压装置,包括进给总成和滚压总成。进给总成中,电机与锥齿轮一连接,锥齿轮一与锥齿轮二啮合,锥齿轮二与传动轴连接,传动轴与齿轮盘连接,齿轮盘上设有卡盘,齿轮盘安装在工作台上,工作台上设有丝杠,丝杠下端设有齿轮,齿轮与齿轮盘啮合,丝杠上设有螺母,工作台上设有光杠,丝杠与光杠上端与固定板连接。滚压总成中,双作用液压缸固定在液压缸支架上,双作用液压缸中的活塞杆前端设有滚子,双作用液压缸由液压系统提供动力。通过电机的转动,带动卡盘的转动,同时通过丝杠、螺母带动滚压总成上下移动
一种轮毂轴管滚压装置.pdf
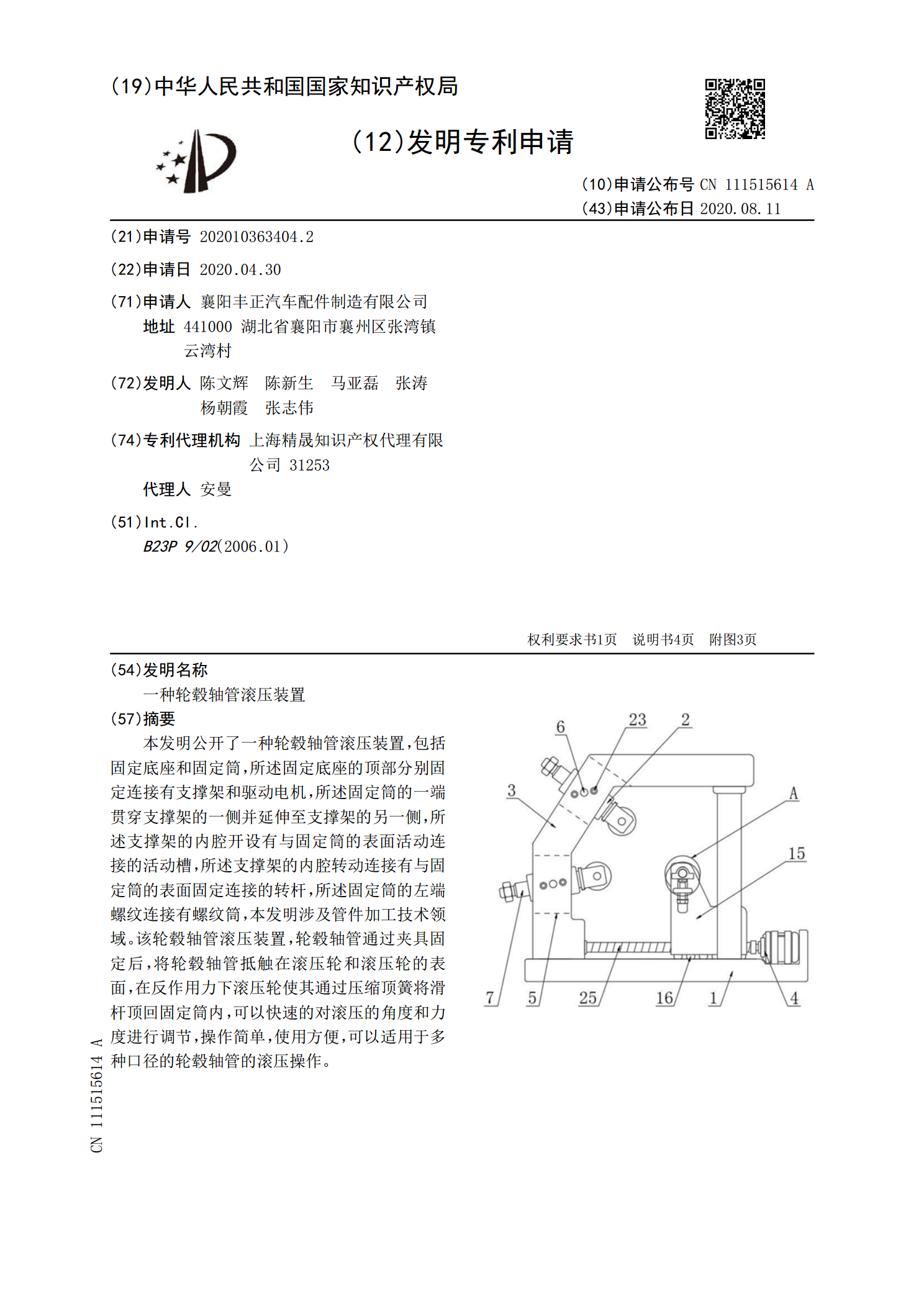
本发明公开了一种轮毂轴管滚压装置,包括固定底座和固定筒,所述固定底座的顶部分别固定连接有支撑架和驱动电机,所述固定筒的一端贯穿支撑架的一侧并延伸至支撑架的另一侧,所述支撑架的内腔开设有与固定筒的表面活动连接的活动槽,所述支撑架的内腔转动连接有与固定筒的表面固定连接的转杆,所述固定筒的左端螺纹连接有螺纹筒,本发明涉及管件加工技术领域。该轮毂轴管滚压装置,轮毂轴管通过夹具固定后,将轮毂轴管抵触在滚压轮和滚压轮的表面,在反作用力下滚压轮使其通过压缩顶簧将滑杆顶回固定筒内,可以快速的对滚压的角度和力度进行调节,操