
高速超高速砂轮基体用真空灌注成型装置.pdf

运升****魔王

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高速超高速砂轮基体用真空灌注成型装置.pdf
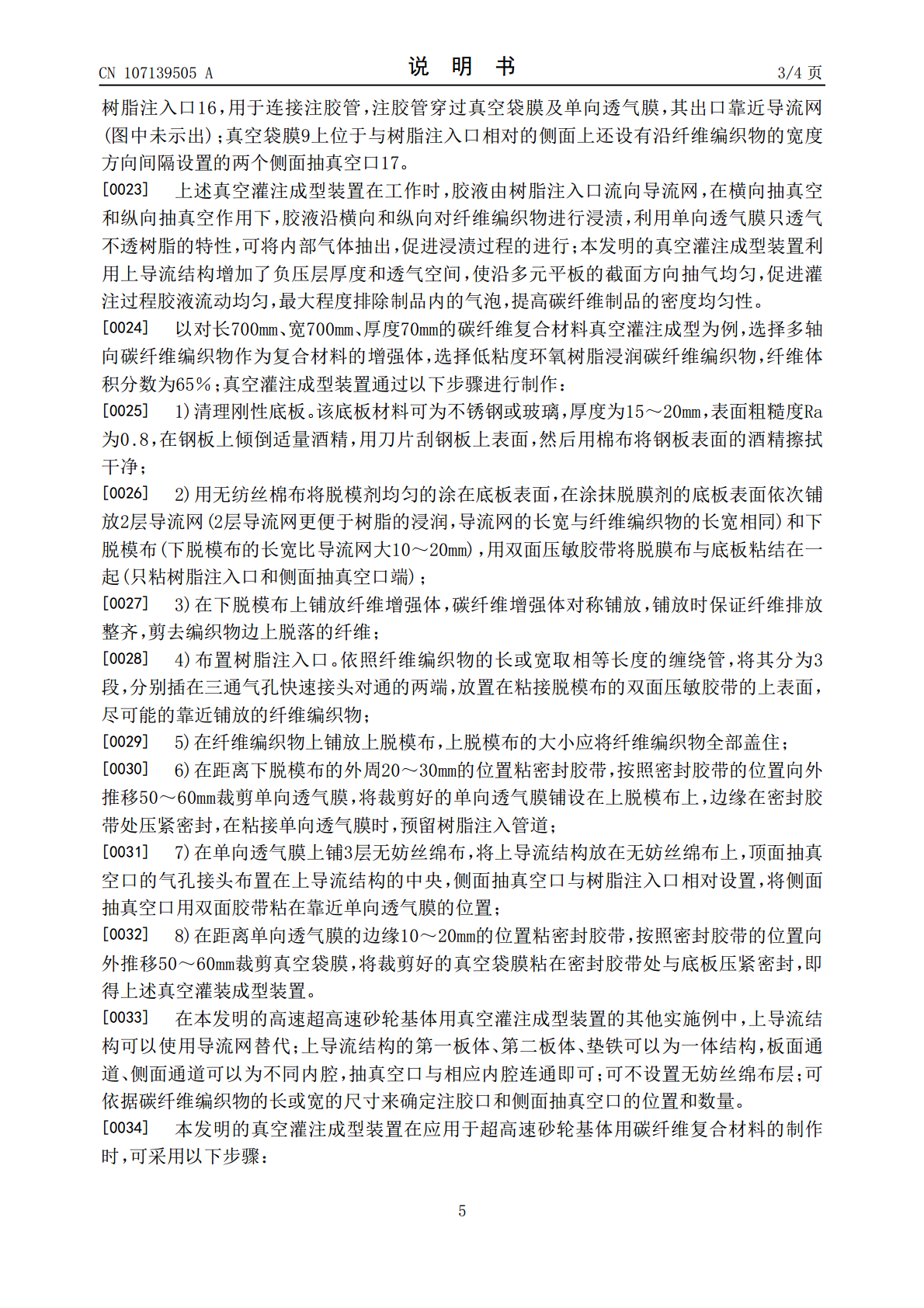
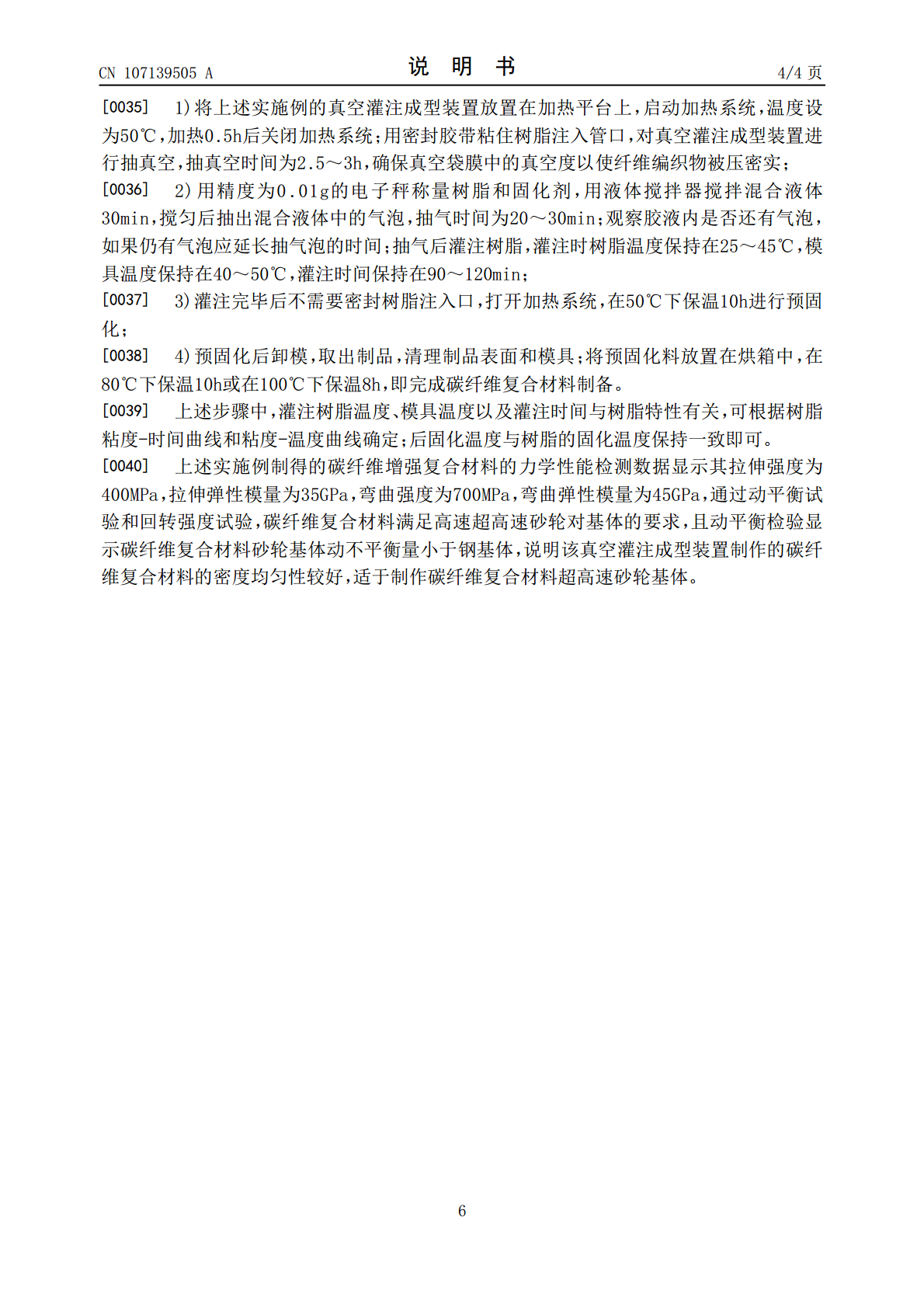
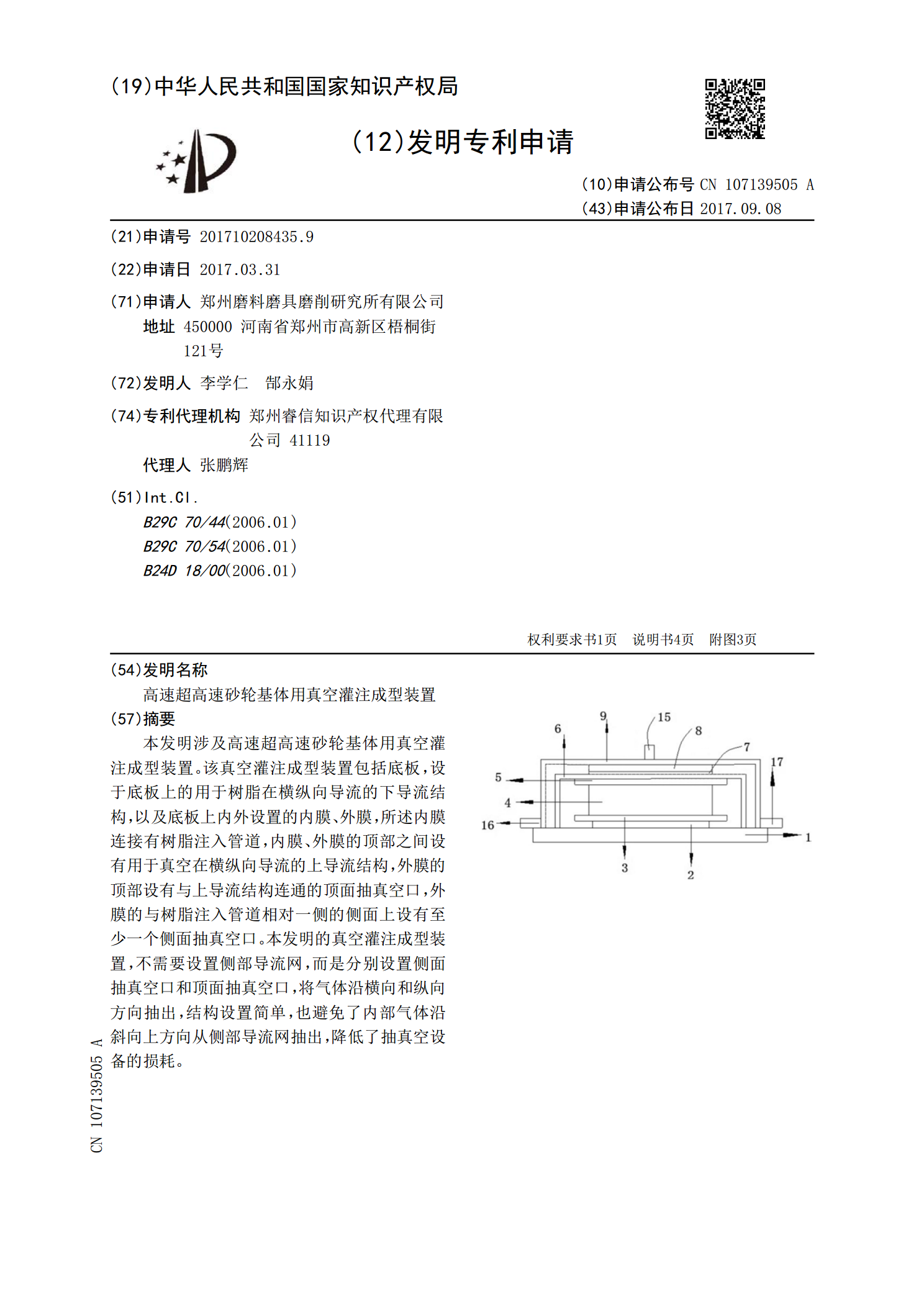
本发明涉及高速超高速砂轮基体用真空灌注成型装置。该真空灌注成型装置包括底板,设于底板上的用于树脂在横纵向导流的下导流结构,以及底板上内外设置的内膜、外膜,所述内膜连接有树脂注入管道,内膜、外膜的顶部之间设有用于真空在横纵向导流的上导流结构,外膜的顶部设有与上导流结构连通的顶面抽真空口,外膜的与树脂注入管道相对一侧的侧面上设有至少一个侧面抽真空口。本发明的真空灌注成型装置,不需要设置侧部导流网,而是分别设置侧面抽真空口和顶面抽真空口,将气体沿横向和纵向方向抽出,结构设置简单,也避免了内部气体沿斜向上方向从侧
高速超高速砂轮基体成型用抽真空接头及成型装置.pdf
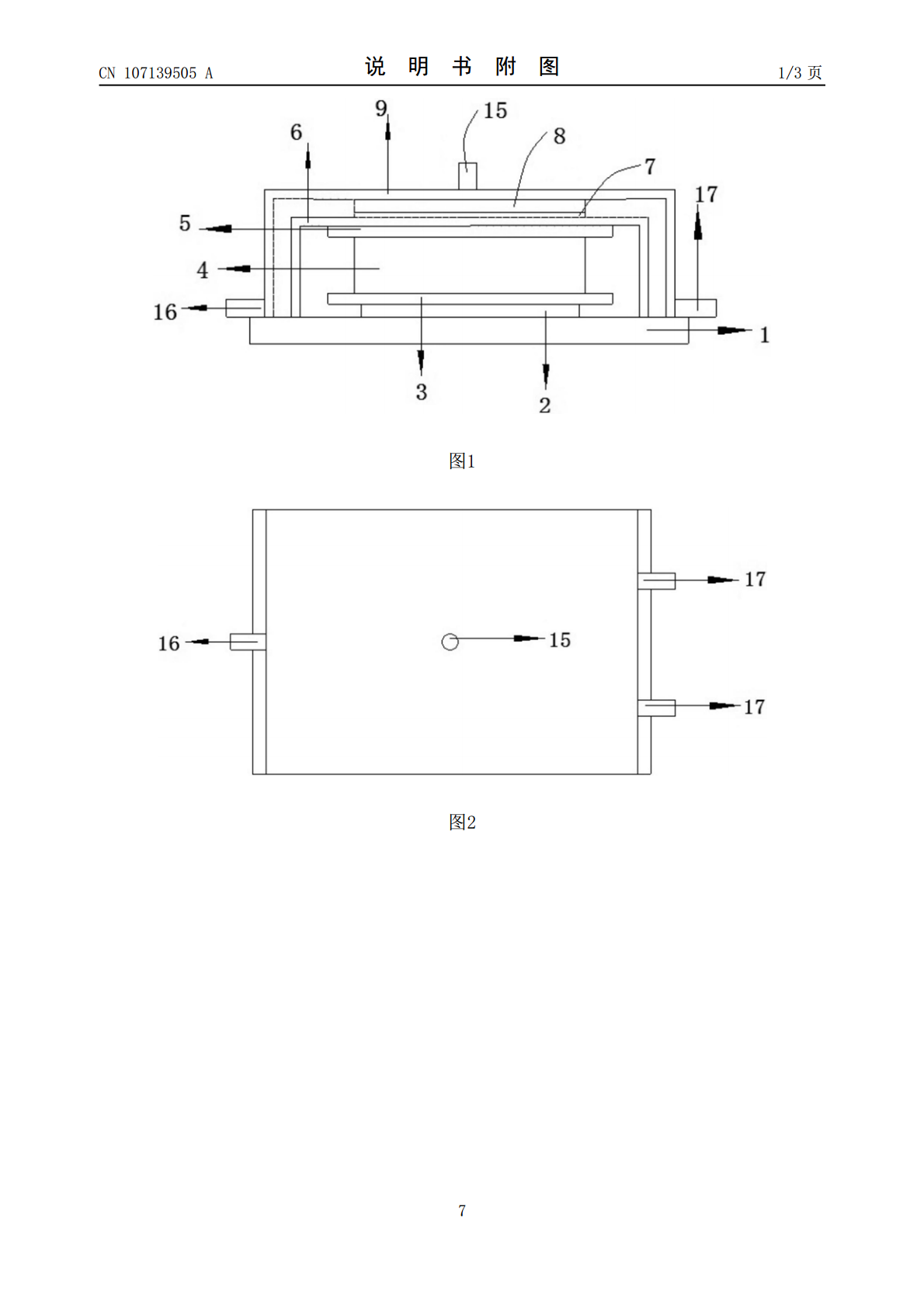
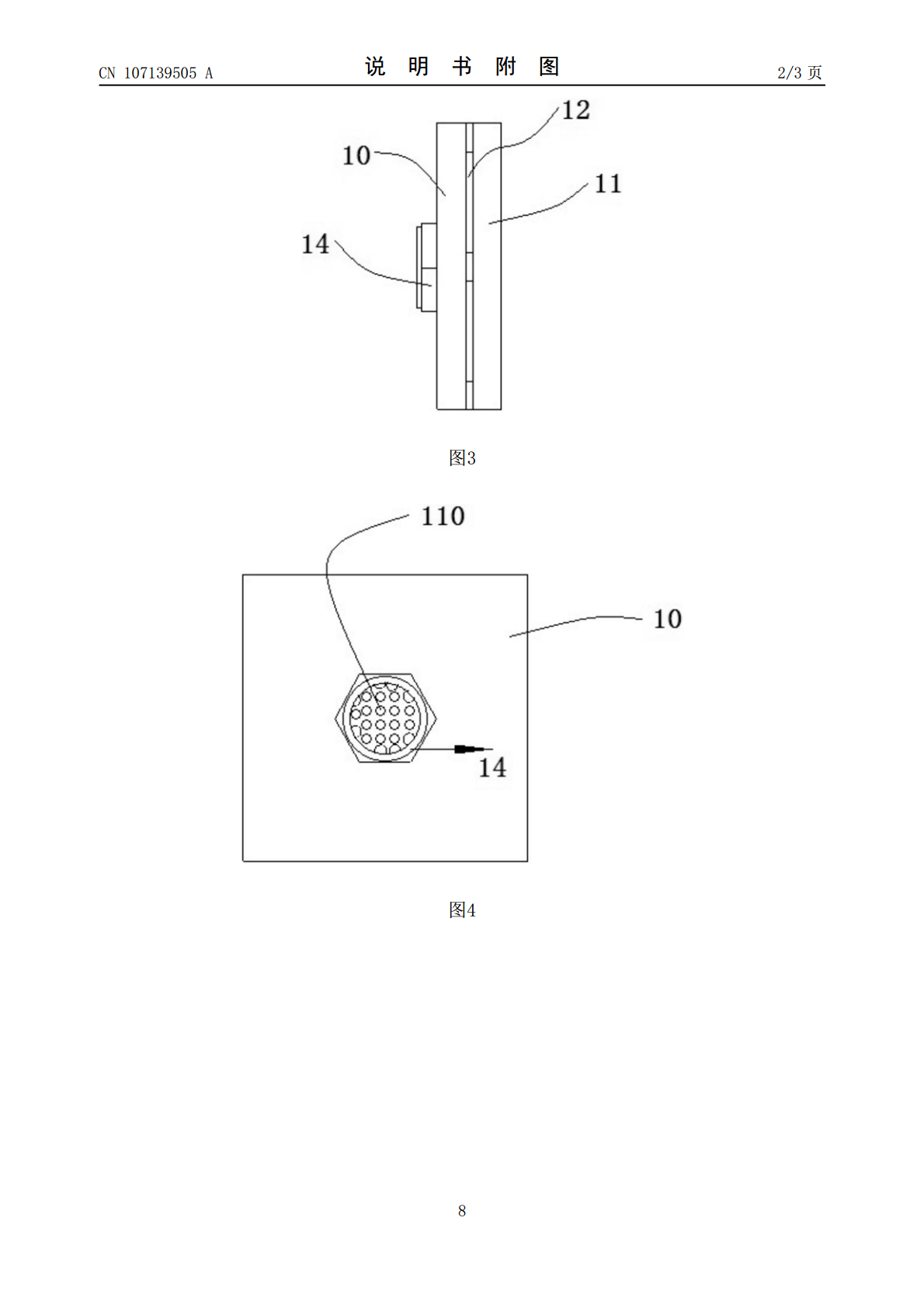
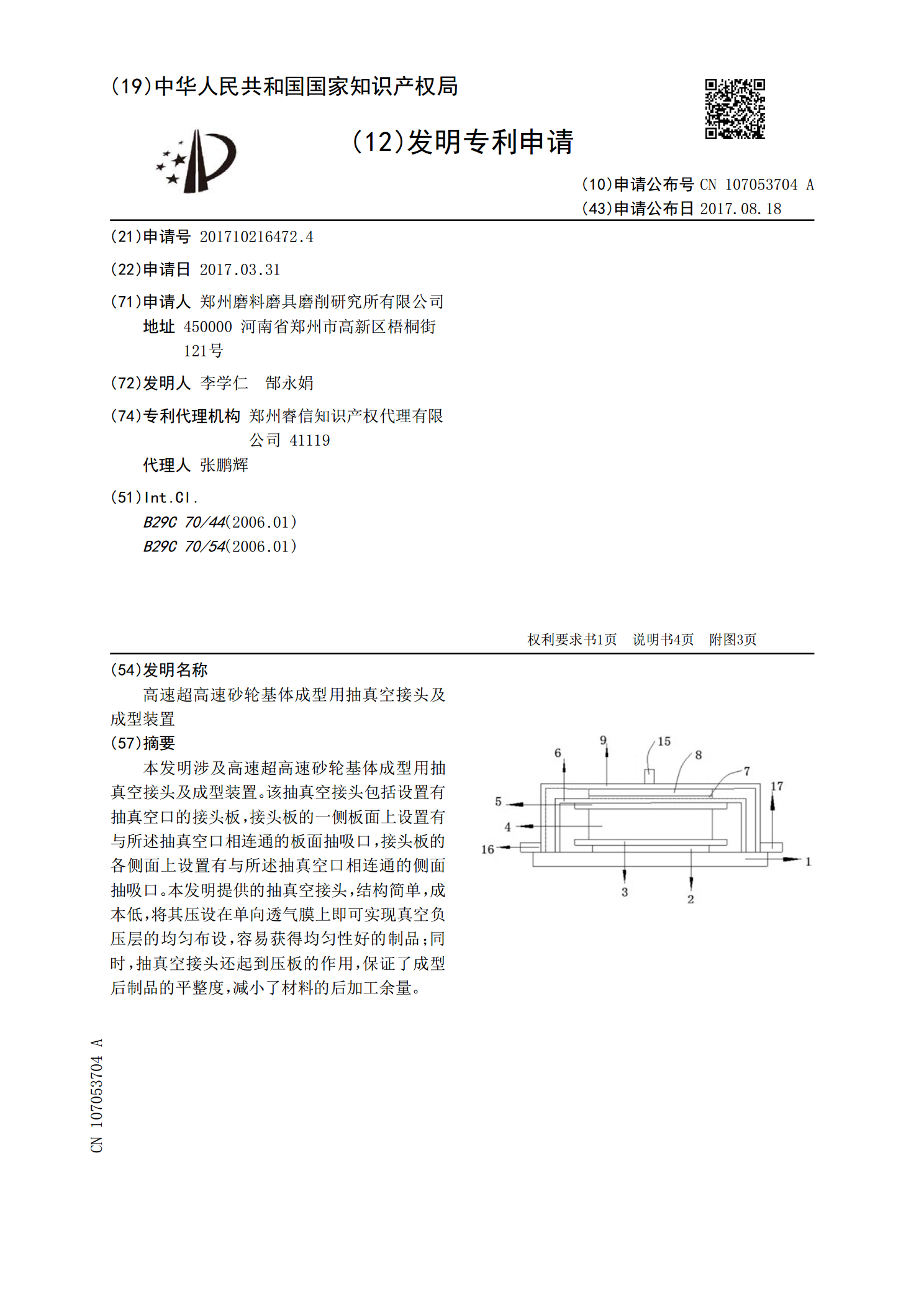
本发明涉及高速超高速砂轮基体成型用抽真空接头及成型装置。该抽真空接头包括设置有抽真空口的接头板,接头板的一侧板面上设置有与所述抽真空口相连通的板面抽吸口,接头板的各侧面上设置有与所述抽真空口相连通的侧面抽吸口。本发明提供的抽真空接头,结构简单,成本低,将其压设在单向透气膜上即可实现真空负压层的均匀布设,容易获得均匀性好的制品;同时,抽真空接头还起到压板的作用,保证了成型后制品的平整度,减小了材料的后加工余量。
真空灌注成型工艺及其影响因素的探讨(下载)-真空灌注成型.pdf
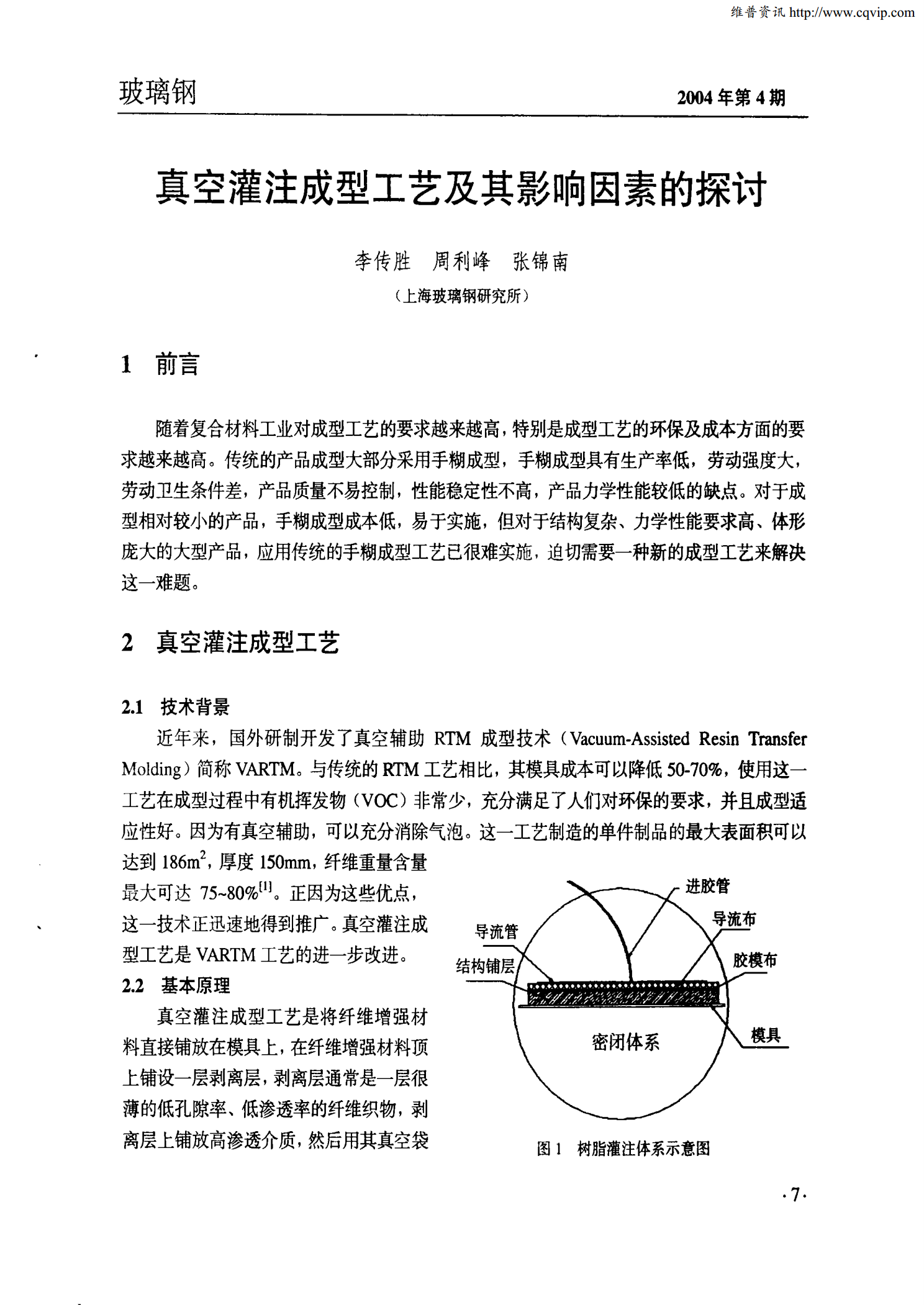
玻璃钢年第期真空灌注成型工艺及其影响因素的探讨李传胜周利峰张锦南上海玻

超高速纤维增强树脂切割砂轮.pdf
本发明涉及一种超高速纤维增强树脂切割砂轮,包括砂轮主体,砂轮主体的中部设有中心孔,砂轮主体上设有三层玻璃纤维网格布,三层玻璃纤维网格布分别位于砂轮主体的顶面、中部和底面,并且与砂轮主体复合在一起。砂轮主体是由70%-86%的磨料、7%-19%结合剂和5%-12%填料经复合而成。本发明使用三层网布,采用封闭非金属弹性模具配套成型,操作简单易成开形,使用线速度达120米/秒,适用多轴或三轴以上高速机床使用。磨削速度提高100%,散热性更好,切磨更锋利快速,工件切口不烧伤、不氧化,节约被加工材料和砂轮本身材料,

砂轮成型装置.pdf
一种砂轮成型装置,其包括控制台、控制器及砂轮成型机构。控制台包括活动台,控制器与活动台电性连接,控制器控制活动台移动,砂轮成型机构固定安装于活动台上。砂轮成型机构包括安装组件、刀座、装设在刀座上的成型刀以及调节组件。安装组件还包括固定座、活动件以及旋转轴,固定座固定装设于活动台上,固定座与活动件通过旋转轴活动连接,活动件能够绕旋转轴相对固定座转动。刀座活动地装设在活动件上。成型刀包括刀刃,调节组件固定地装设在活动件上并与刀座连接,调节组件能够调节刀座相对活动件移动,以使刀刃对准旋转轴的中心轴。该砂轮成型装