
一种包芯/AB复合纱纺纱装置及包芯/AB复合纱制备方法.pdf

康平****ng


1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种包芯/AB复合纱纺纱装置及包芯/AB复合纱制备方法.pdf
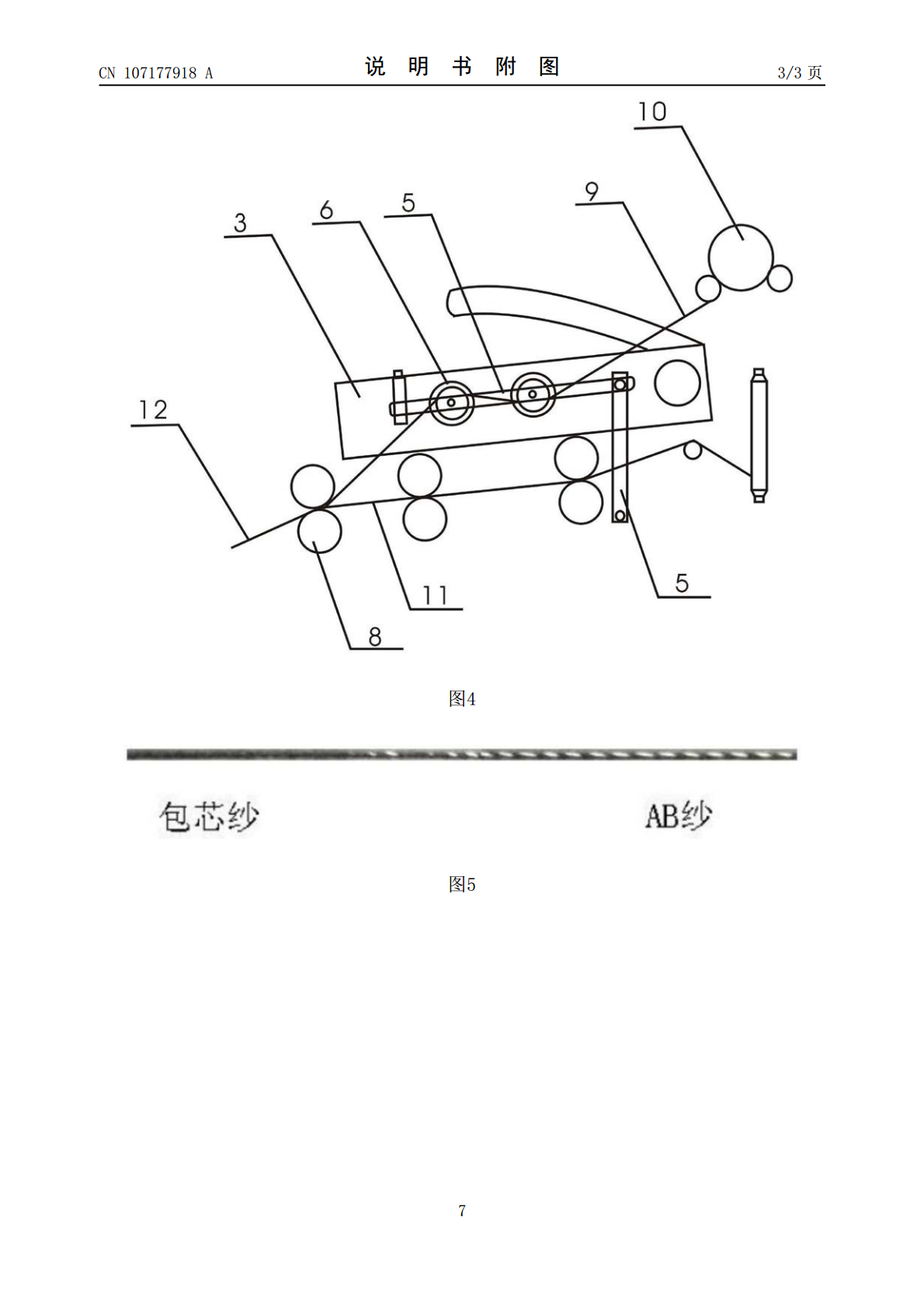
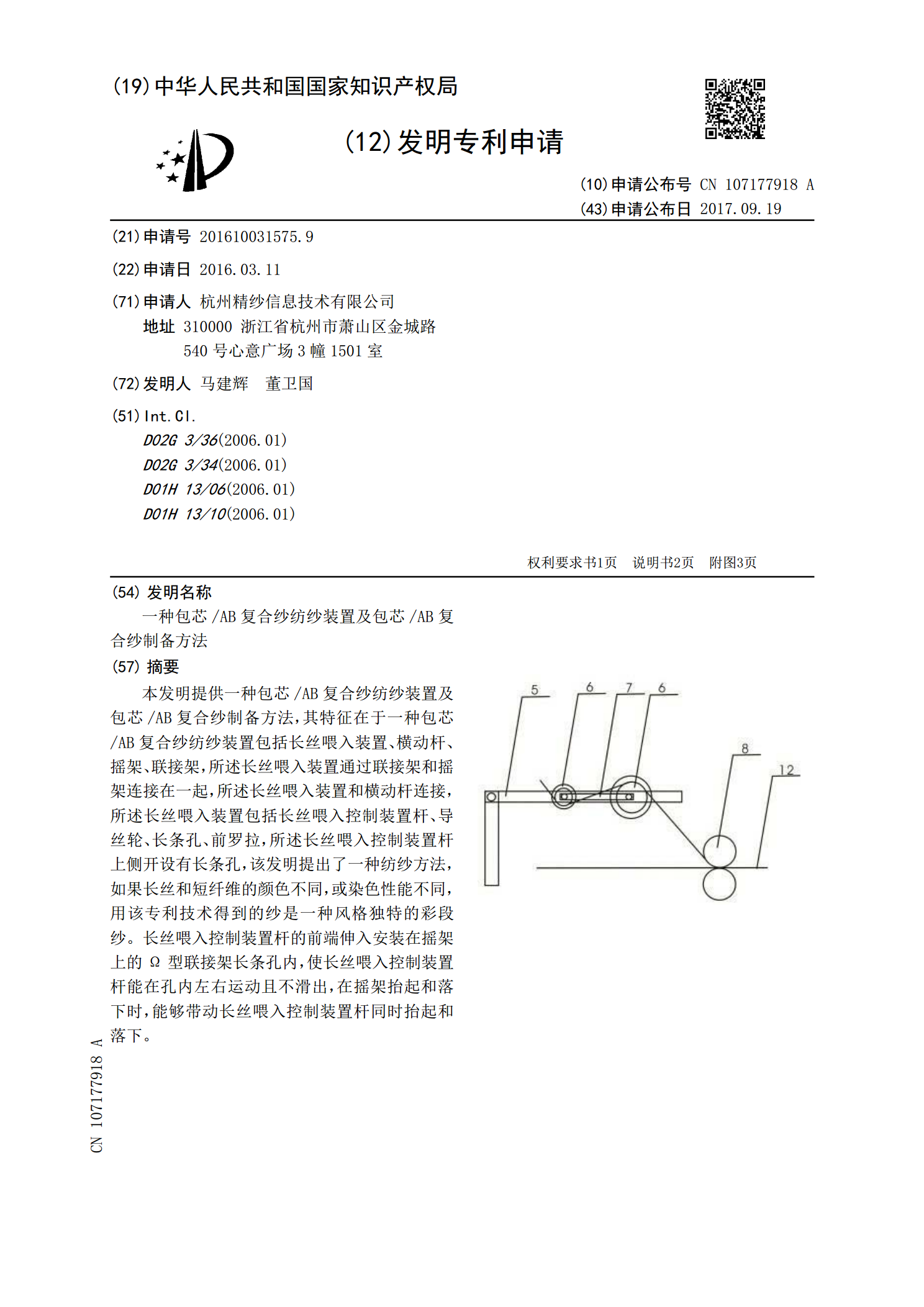
本发明提供一种包芯/AB复合纱纺纱装置及包芯/AB复合纱制备方法,其特征在于一种包芯/AB复合纱纺纱装置包括长丝喂入装置、横动杆、摇架、联接架,所述长丝喂入装置通过联接架和摇架连接在一起,所述长丝喂入装置和横动杆连接,所述长丝喂入装置包括长丝喂入控制装置杆、导丝轮、长条孔、前罗拉,所述长丝喂入控制装置杆上侧开设有长条孔,该发明提出了一种纺纱方法,如果长丝和短纤维的颜色不同,或染色性能不同,用该专利技术得到的纱是一种风格独特的彩段纱。长丝喂入控制装置杆的前端伸入安装在摇架上的Ω型联接架长条孔内,使长丝喂入控
弹性包芯纱纺纱装置.pdf
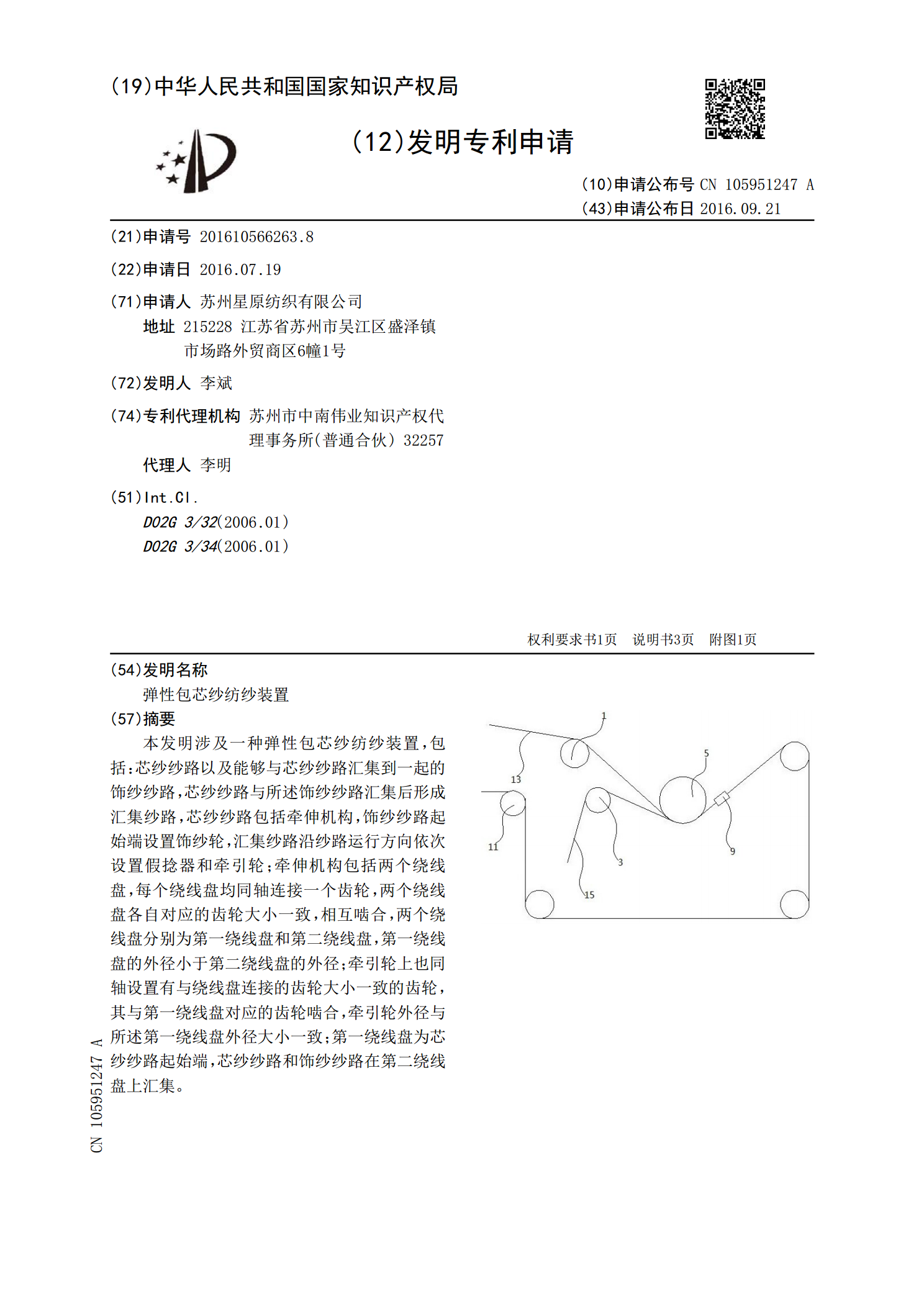
本发明涉及一种弹性包芯纱纺纱装置,包括:芯纱纱路以及能够与芯纱纱路汇集到一起的饰纱纱路,芯纱纱路与所述饰纱纱路汇集后形成汇集纱路,芯纱纱路包括牵伸机构,饰纱纱路起始端设置饰纱轮,汇集纱路沿纱路运行方向依次设置假捻器和牵引轮;牵伸机构包括两个绕线盘,每个绕线盘均同轴连接一个齿轮,两个绕线盘各自对应的齿轮大小一致,相互啮合,两个绕线盘分别为第一绕线盘和第二绕线盘,第一绕线盘的外径小于第二绕线盘的外径;牵引轮上也同轴设置有与绕线盘连接的齿轮大小一致的齿轮,其与第一绕线盘对应的齿轮啮合,牵引轮外径与所述第一绕线盘

加捻复合包芯纱生产装置及其生产方法.pdf
本发明公开了加捻复合包芯纱生产装置及其生产方法,所述方法中第一、二、三粗纱分别由后下罗拉的左、中、右罗拉套按压喂入,受到相同的牵伸作用制得第一、二、三须条,在前下罗拉前部设置环绕细纱机前后车台面的假捻加捻带,第一、三须条由假捻加捻带后部绕过,产生与加捻捻度捻向相反的假捻加捻作用制得第一、三纤维束,第二须条由假捻加捻带前部绕过,产生与加捻捻度捻向相同的真捻预加捻作用制得第二纤维束,在加捻捻度作用下第一、三纤维束的假捻捻度被退除而迅速松散,第二纤维束的真捻预加捻暂时被保留,松散后的第一、三纤维束又立即在加捻捻

高弹包芯集合纱纺纱方法及其装置.pdf
本发明涉及纺纱领域,具体涉及一种新型的高弹包芯集合纱纺纱方法。本发明的高弹包芯集合纱纺纱方法,其特征是,包括以下步骤:将二根粗纱配入后和弹力丝在纺纱区聚合纺纱。该方法克服了原包芯技术容易露丝的缺陷,原包芯技术是单根粗纱配入和弹力丝在纺纱三角区聚合进行纺纱,弹力丝轮不对中极易造成露丝;高弹包芯集合纺纱技术是二根相纱配入后和弹力丝在纺纱区聚合纺纱,因前罗拉吐出来条区较宽很好解决了露丝现象。该方法具有原料适应性较好、能降低原棉等级、节约了原料成本、最大化发挥纺纱效益等优点。本发明还涉及高弹包芯集合纱纺纱方法所用
包芯弹性复合纱及其机织织物.pdf
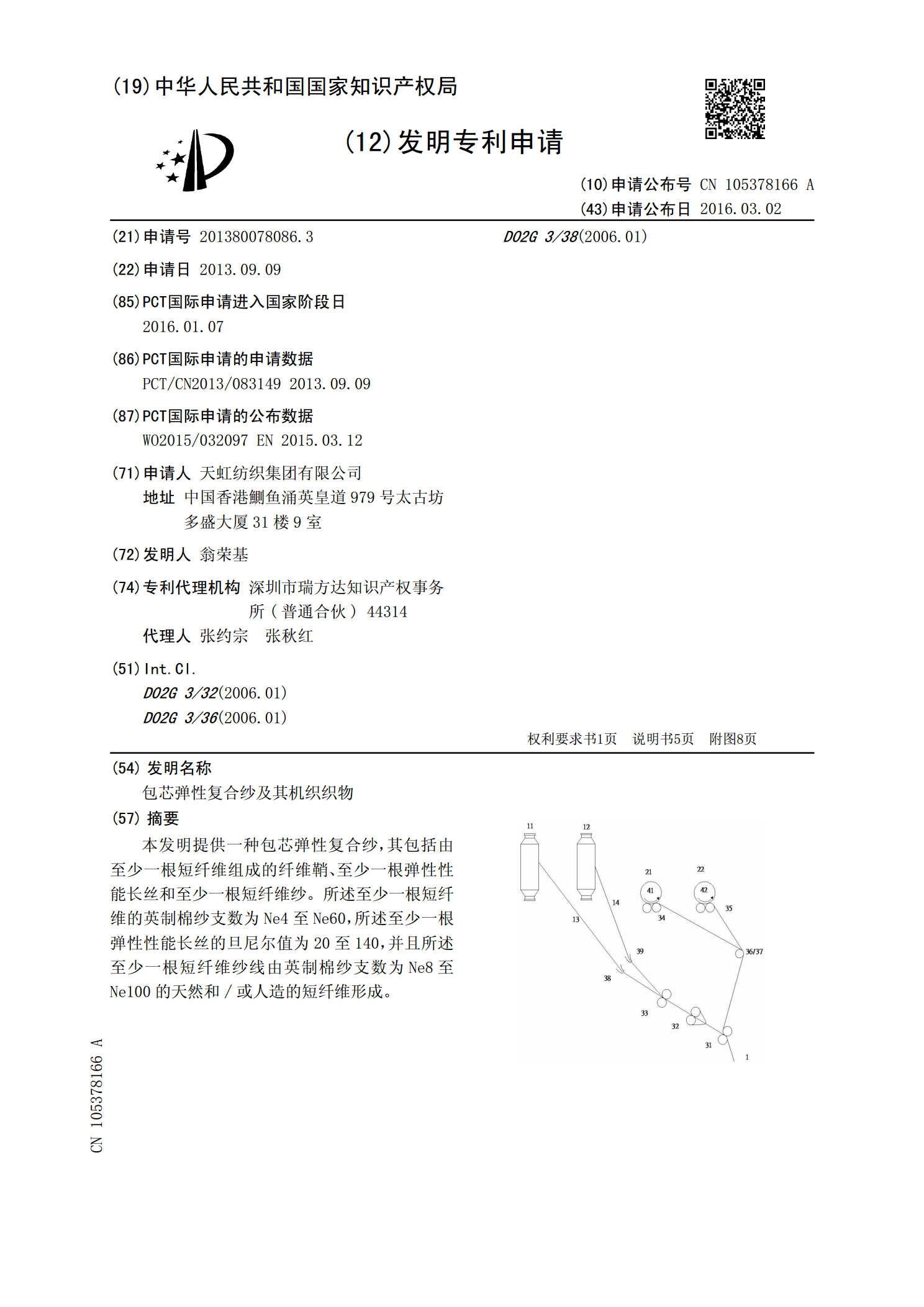
本发明提供一种包芯弹性复合纱,其包括由至少一根短纤维组成的纤维鞘、至少一根弹性性能长丝和至少一根短纤维纱。所述至少一根短纤维的英制棉纱支数为Ne4至Ne60,所述至少一根弹性性能长丝的旦尼尔值为20至140,并且所述至少一根短纤维纱线由英制棉纱支数为Ne8至Ne100的天然和/或人造的短纤维形成。