
一种用于大型汽轮机低压缸接凝汽器焊接防变形的焊接工艺.pdf

山梅****ai

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于大型汽轮机低压缸接凝汽器焊接防变形的焊接工艺.pdf
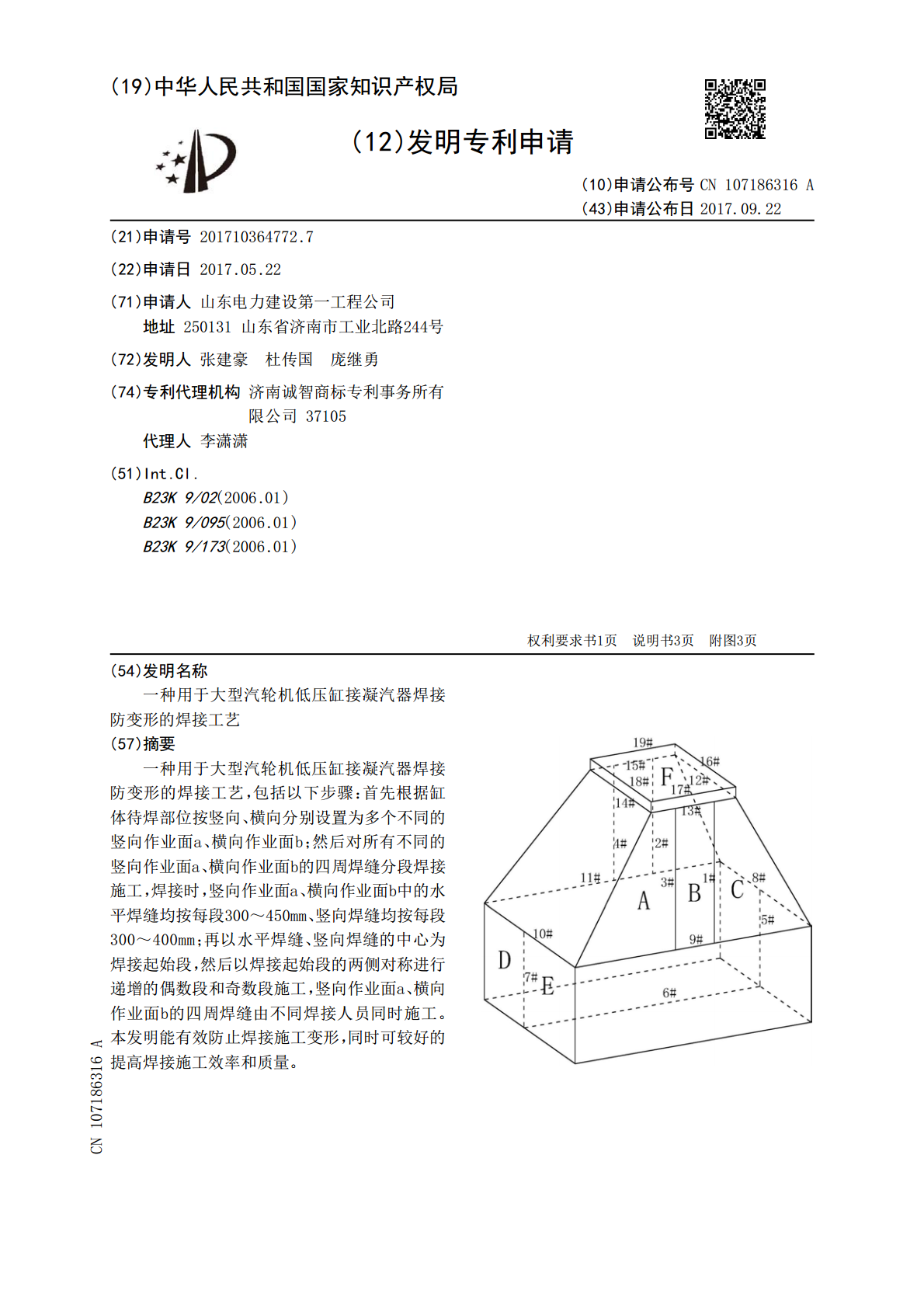
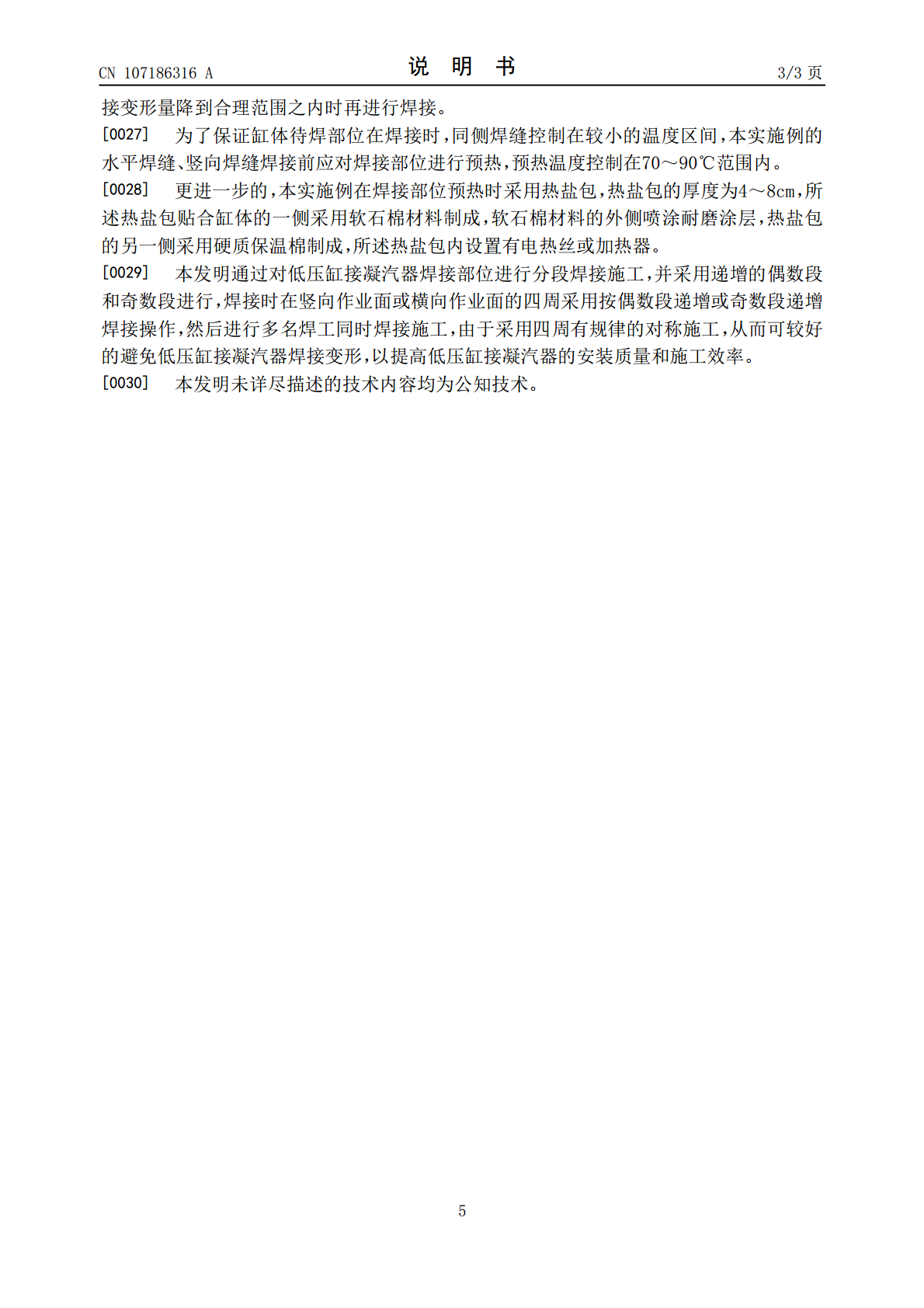
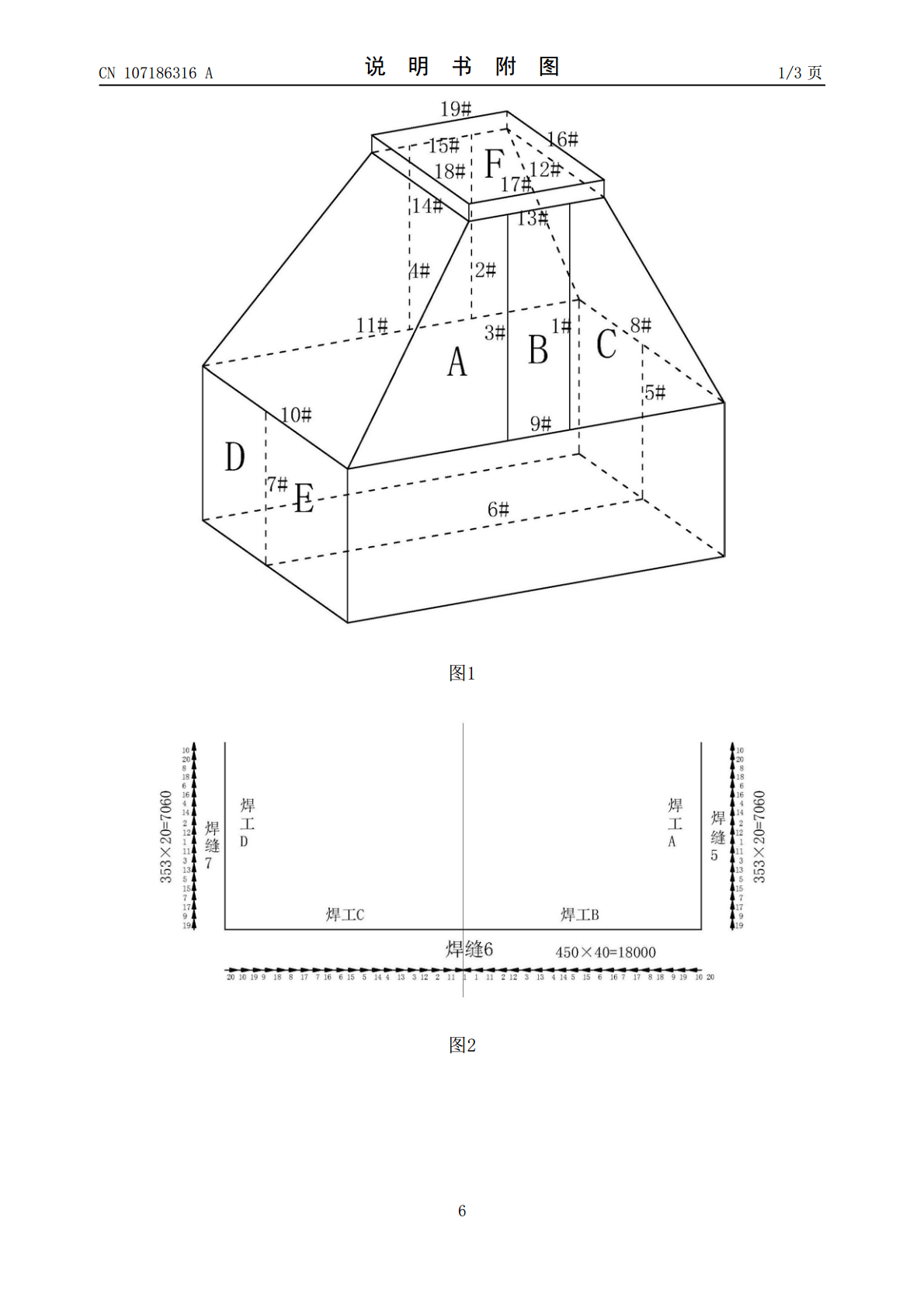
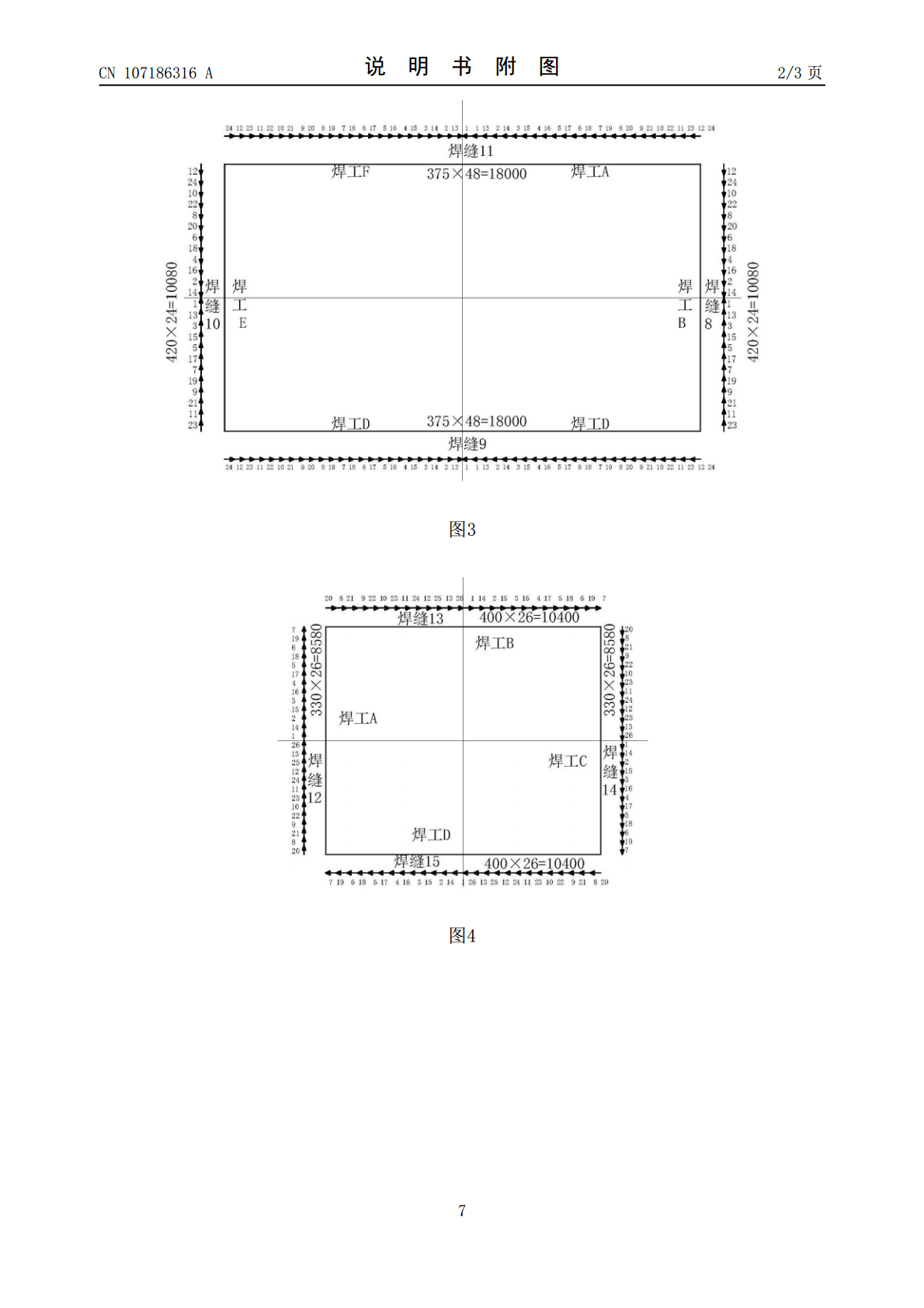
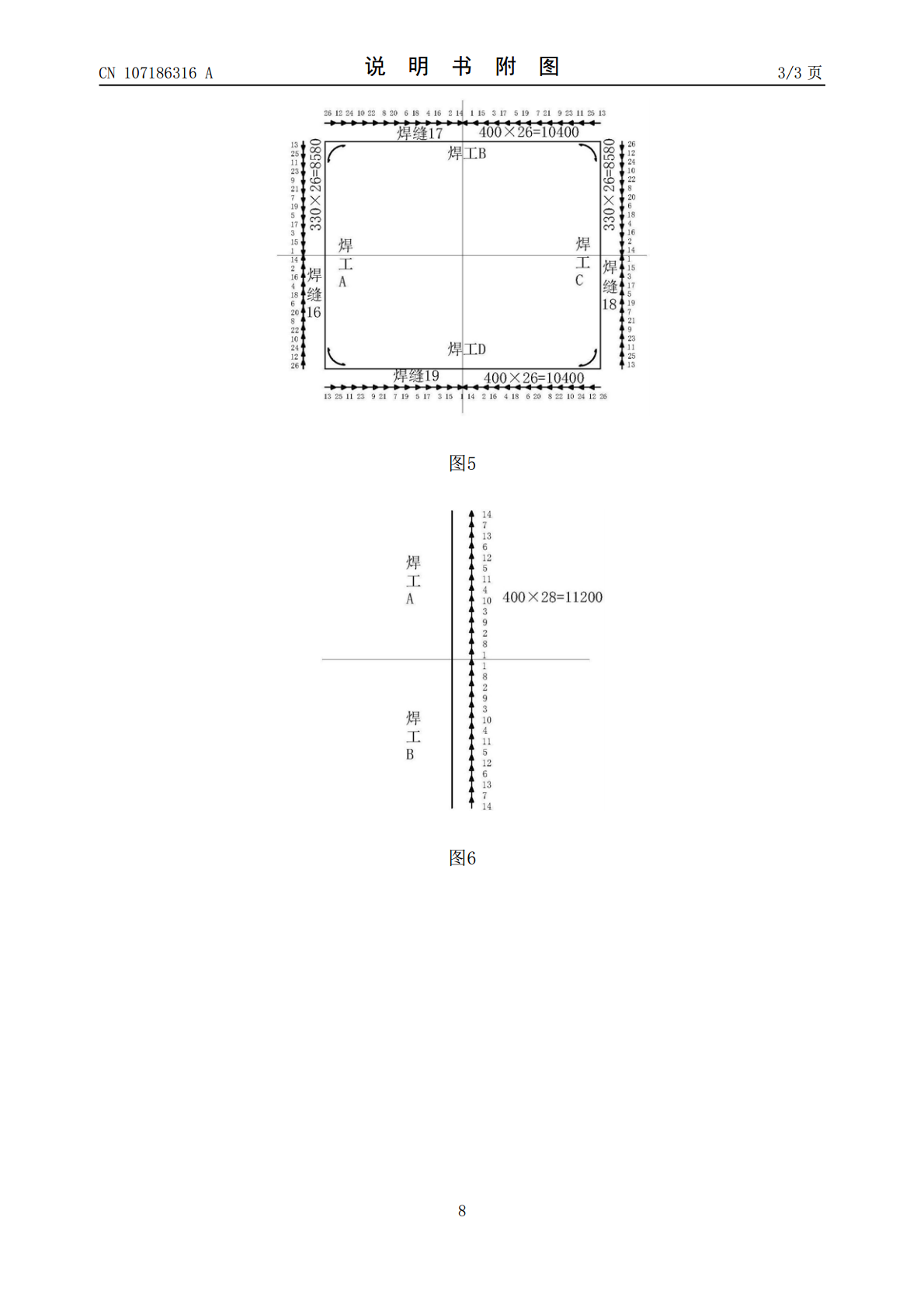
一种用于大型汽轮机低压缸接凝汽器焊接防变形的焊接工艺,包括以下步骤:首先根据缸体待焊部位按竖向、横向分别设置为多个不同的竖向作业面a、横向作业面b;然后对所有不同的竖向作业面a、横向作业面b的四周焊缝分段焊接施工,焊接时,竖向作业面a、横向作业面b中的水平焊缝均按每段300~450mm、竖向焊缝均按每段300~400mm;再以水平焊缝、竖向焊缝的中心为焊接起始段,然后以焊接起始段的两侧对称进行递增的偶数段和奇数段施工,竖向作业面a、横向作业面b的四周焊缝由不同焊接人员同时施工。本发明能有效防止焊接施工变形

350 WM机组汽轮机低压缸拼缸焊接防变形工艺研究.docx
350WM机组汽轮机低压缸拼缸焊接防变形工艺研究350WM机组是一种常见的汽轮机组,由于经常使用和长时间运行,低压缸的蒸汽和温度会导致低压缸的扩张和变形问题。为了解决这一问题,本文将研究低压缸拼缸焊接防变形工艺,并探讨其在350WM机组汽轮机中的应用。一、引言在汽轮机中,低压缸是一个重要的部件,它负责将高温高压蒸汽转化为机械能。由于高温高压蒸汽的作用,低压缸在运行过程中会受到热应力的影响,导致变形问题。为了解决这一问题,拼缸焊接工艺被广泛应用。拼缸焊接是指将两个或多个低压缸组件通过焊接连接在一起,形成整体

AP1000核电厂凝汽器与低压缸接缸焊接工艺及变形控制.docx
AP1000核电厂凝汽器与低压缸接缸焊接工艺及变形控制摘要:本文主要讨论了AP1000核电厂凝汽器与低压缸接缸焊接工艺及变形控制问题。首先介绍了AP1000核电厂的基本概况,着重介绍了凝汽器与低压缸接缸的结构和参数,进而分析了焊接过程中可能出现的问题,提出了对应的解决方案并详细阐述了实施方法。最后,总结了焊接工艺及变形控制对于凝汽器与低压缸接缸这一组件的重要性,并预测了未来的一些发展趋势。关键词:AP1000核电厂、凝汽器、低压缸、接缸焊接、变形控制一、引言AP1000是一种由美国西屋电气公司(Westi

凝汽器与低压缸焊接.doc
凝汽器与低压缸焊接作业指导书要点1.工程概况及工程量.1.1工程概况.写清工程名称、装机容量、汽轮机型式、生产厂家、低压缸型式、凝汽器特点、低压缸接颈及凝汽器外形尺寸、组合安装情况。工程量写清组合安装焊缝坡口型式、材质、板厚,工作量以米计。2.编制依据列出与本项目施工相关的技术、质量、安环的规程、规范、标准及设计图纸,厂家图纸,变更,施工组织设计等。3.作业前的条件和准备:3.1技术准备项目工程开工前,应准备以下资料:施工作业指导书、施工记录图、焊口编号、焊接工艺卡、技术交底、安全交底。3.2.1作业人员
凝汽器与低压缸焊接.doc
凝汽器与低压缸焊接作业指导书要点1.工程概况及工程量.1.1工程概况.写清工程名称、装机容量、汽轮机型式、生产厂家、低压缸型式、凝汽器特点、低压缸接颈及凝汽器外形尺寸、组合安装情况。工程量写清组合安装焊缝坡口型式、材质、板厚,工作量以米计。2.编制依据列出与本项目施工相关的技术、质量、安环的规程、规范、标准及设计图纸,厂家图纸,变更,施工组织设计等。3.作业前的条件和准备:3.1技术准备项目工程开工前,应准备以下资料:施工作业指导书、施工记录图、焊口编号、焊接工艺卡、技术交底、安全交底。3.2.1作业人员