
凝汽器与低压缸焊接.doc

胜利****实阿

1/9

2/9
3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

凝汽器与低压缸焊接.doc
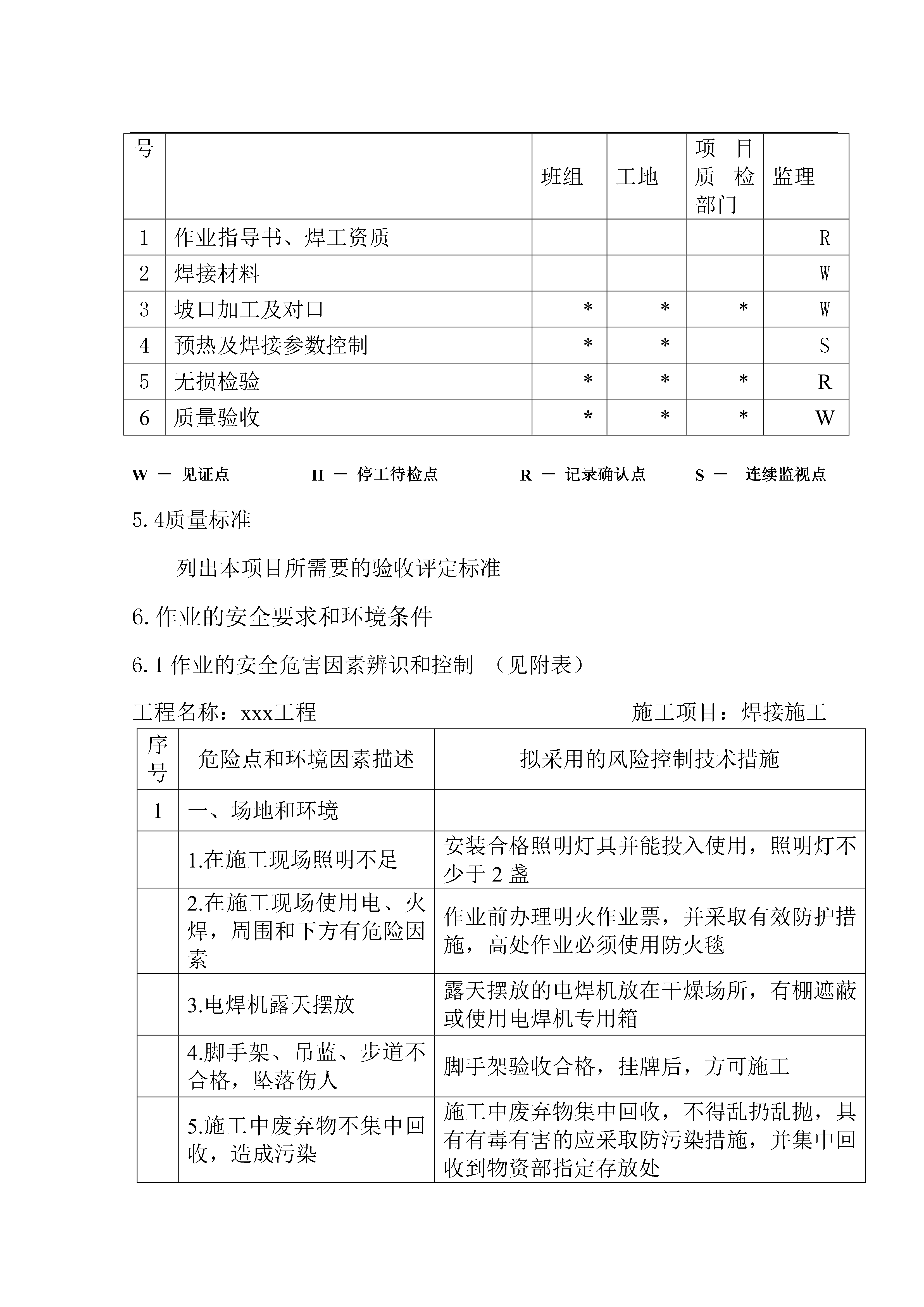
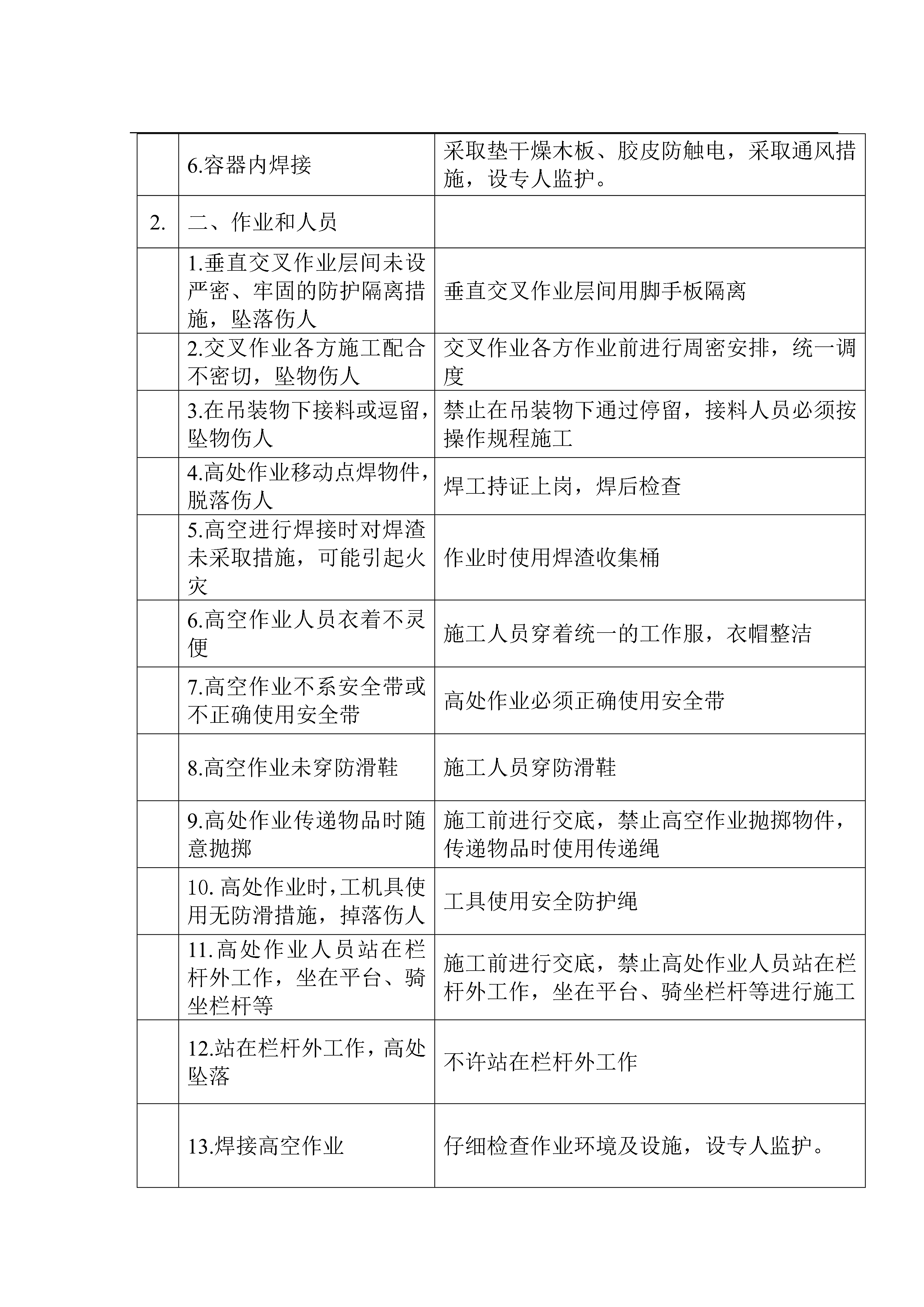
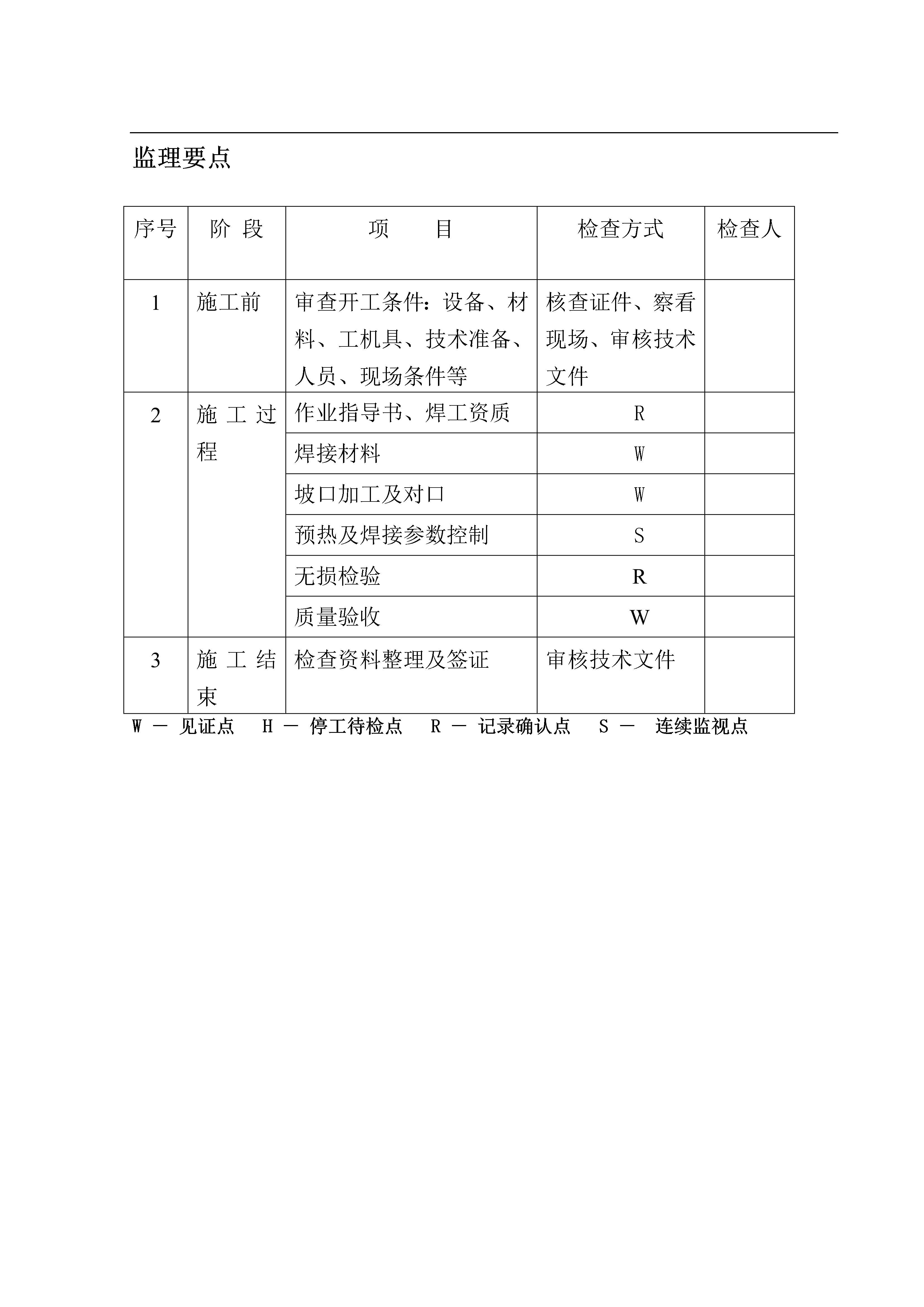
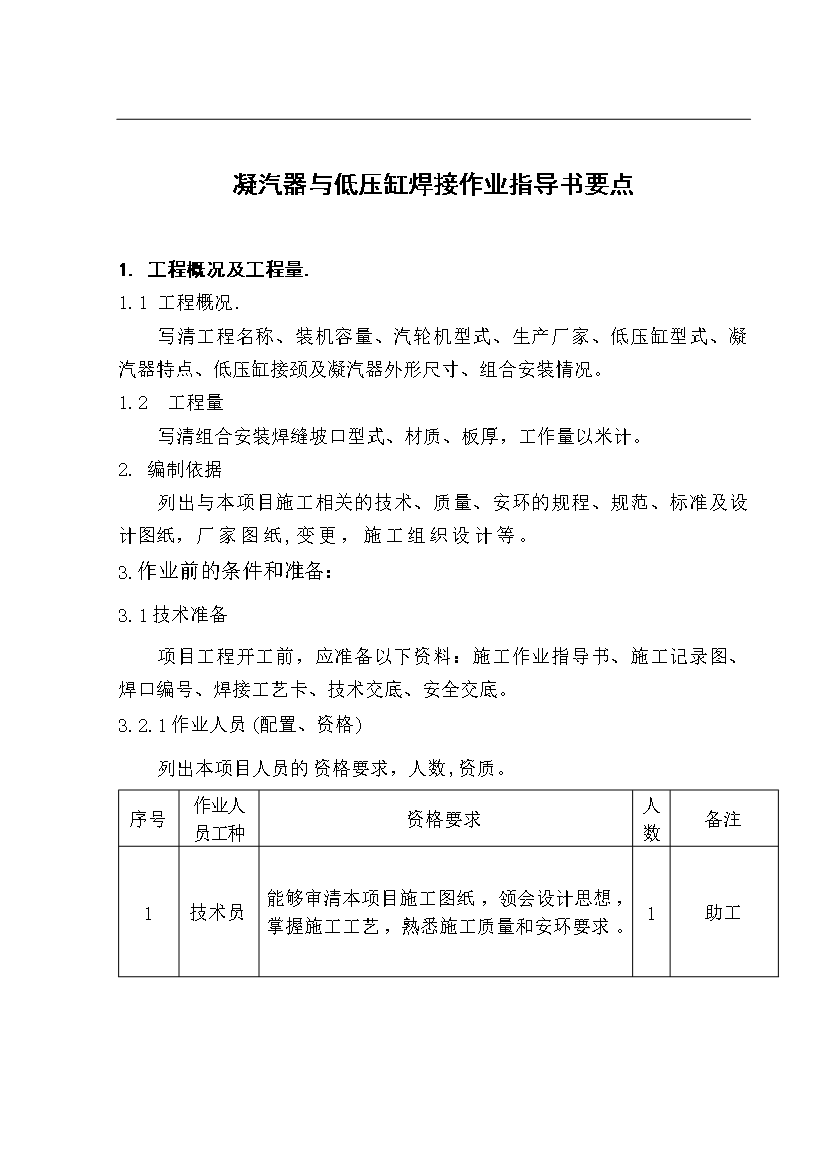
凝汽器与低压缸焊接作业指导书要点1.工程概况及工程量.1.1工程概况.写清工程名称、装机容量、汽轮机型式、生产厂家、低压缸型式、凝汽器特点、低压缸接颈及凝汽器外形尺寸、组合安装情况。工程量写清组合安装焊缝坡口型式、材质、板厚,工作量以米计。2.编制依据列出与本项目施工相关的技术、质量、安环的规程、规范、标准及设计图纸,厂家图纸,变更,施工组织设计等。3.作业前的条件和准备:3.1技术准备项目工程开工前,应准备以下资料:施工作业指导书、施工记录图、焊口编号、焊接工艺卡、技术交底、安全交底。3.2.1作业人员
凝汽器与低压缸焊接.doc
凝汽器与低压缸焊接作业指导书要点1.工程概况及工程量.1.1工程概况.写清工程名称、装机容量、汽轮机型式、生产厂家、低压缸型式、凝汽器特点、低压缸接颈及凝汽器外形尺寸、组合安装情况。工程量写清组合安装焊缝坡口型式、材质、板厚,工作量以米计。2.编制依据列出与本项目施工相关的技术、质量、安环的规程、规范、标准及设计图纸,厂家图纸,变更,施工组织设计等。3.作业前的条件和准备:3.1技术准备项目工程开工前,应准备以下资料:施工作业指导书、施工记录图、焊口编号、焊接工艺卡、技术交底、安全交底。3.2.1作业人员

低压缸排汽口与凝汽器喉部连接的焊接工艺.docx
低压缸排汽口与凝汽器喉部连接的焊接工艺低压缸排汽口与凝汽器喉部连接的焊接工艺一、背景介绍作为一种能源装置,发电机的重要部件之一就是汽轮机。而汽轮机中的排汽口和凝汽器喉部则是其中非常重要的组成部分,在发电中扮演着不可替代的角色。因此,低压缸排汽口和凝汽器喉部之间的连接也相当重要。然而,由于其在高温高压条件下工作,因此需要对其进行焊接来保证其连接的强度和可靠性。本文将就低压缸排汽口和凝汽器喉部之间的焊接工艺进行探讨。二、焊接的重要性在汽轮机中,低压缸排汽口和凝汽器喉部的连接处是一个非常重要的位置。如果这个位置

AP1000核电厂凝汽器与低压缸接缸焊接工艺及变形控制.docx
AP1000核电厂凝汽器与低压缸接缸焊接工艺及变形控制摘要:本文主要讨论了AP1000核电厂凝汽器与低压缸接缸焊接工艺及变形控制问题。首先介绍了AP1000核电厂的基本概况,着重介绍了凝汽器与低压缸接缸的结构和参数,进而分析了焊接过程中可能出现的问题,提出了对应的解决方案并详细阐述了实施方法。最后,总结了焊接工艺及变形控制对于凝汽器与低压缸接缸这一组件的重要性,并预测了未来的一些发展趋势。关键词:AP1000核电厂、凝汽器、低压缸、接缸焊接、变形控制一、引言AP1000是一种由美国西屋电气公司(Westi

凝汽器与低压缸连接技术措施.docx
湖南省火电建设公司技术措施编制单位工程名称单位工程汽轮发电机附机及辅助设备安装项目编码版次名称:凝汽器与低压缸连接编写日期审核日期会签工程部日期质保部日期安监部日期批准日期作业指导书控制页:配置发放签收表配置配置岗位电子版纸质版签收项目总工√项目工程部√项目质保部√项目安监部√项目专工√项目主管工程师/班长√*班组工程师√施工组长√*注:项目主管工程师负责每项目上交一本已执行完成的、并经过完善有完整签名的作业指导书。作业指导书(技术措施)级别重要√签名一般技术交底记录检查项目总工程师专责工程师重大方案执行