
一种包缠竹节纱生产装置.pdf

是你****平呀


1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种包缠竹节纱生产装置.pdf
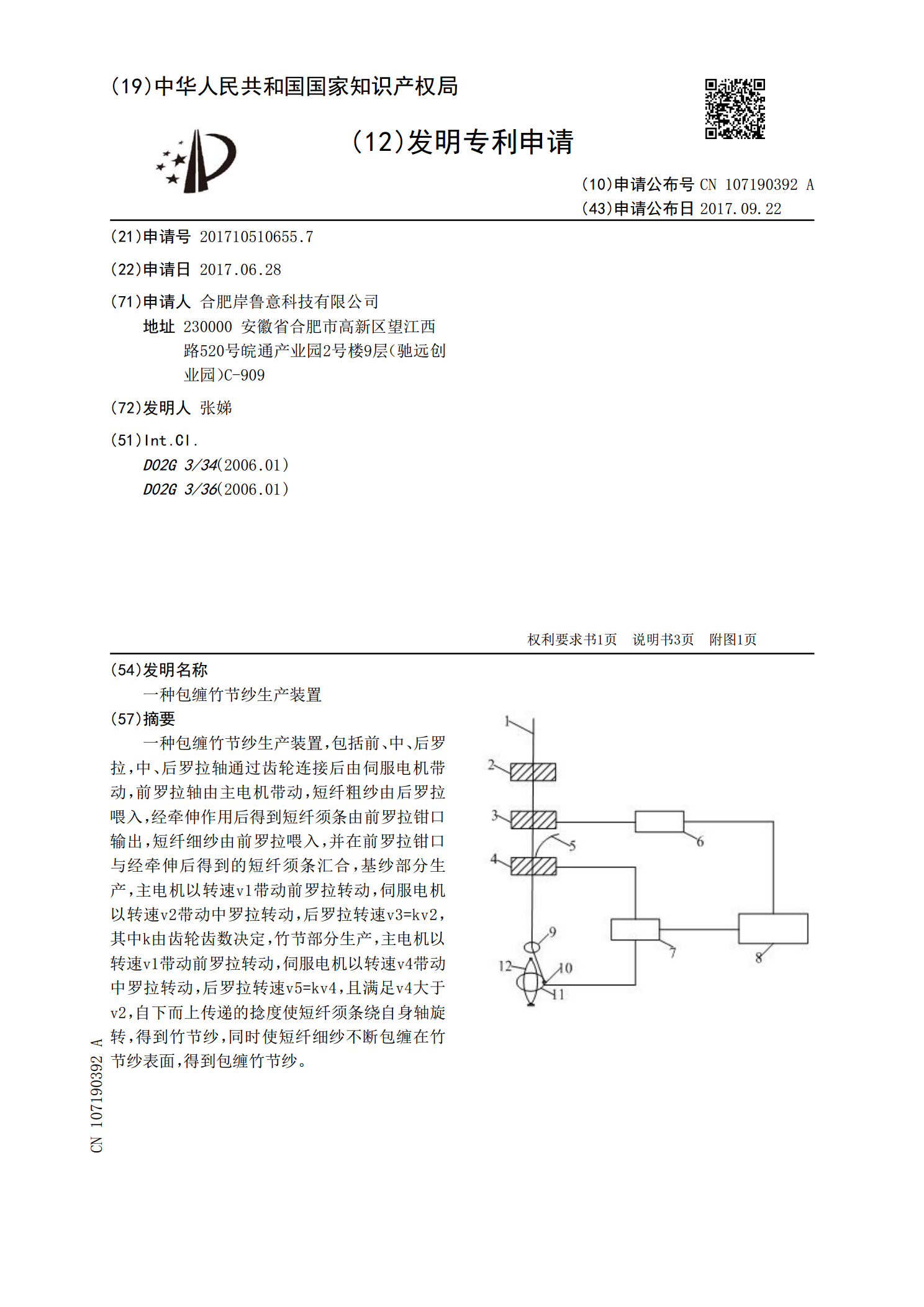
一种包缠竹节纱生产装置,包括前、中、后罗拉,中、后罗拉轴通过齿轮连接后由伺服电机带动,前罗拉轴由主电机带动,短纤粗纱由后罗拉喂入,经牵伸作用后得到短纤须条由前罗拉钳口输出,短纤细纱由前罗拉喂入,并在前罗拉钳口与经牵伸后得到的短纤须条汇合,基纱部分生产,主电机以转速v1带动前罗拉转动,伺服电机以转速v2带动中罗拉转动,后罗拉转速v3=kv2,其中k由齿轮齿数决定,竹节部分生产,主电机以转速v1带动前罗拉转动,伺服电机以转速v4带动中罗拉转动,后罗拉转速v5=kv4,且满足v4大于v2,自下而上传递的捻度使短

一种双丝交缠包芯纱生产装置和生产方法.pdf
本发明给出一种双丝交缠包芯纱生产装置和生产方法,在牵伸系统的上方设置左右平行排列的数控芯丝喂入装置,由伺服电机带动的导丝罗拉对主动输出的两根不同的长丝共同进入到捻度轮,捻度轮下部设置有引丝罗拉对,捻度轮由电机带动进行轴向的转动,实现喂入的两根芯丝在导丝罗拉对和引丝罗拉对之间的头、尾端均被按压下的加捻交缠合股过程,交缠合股双芯丝随后立即被前罗拉牵伸对按压,使得双芯丝内的交缠捻度未被完全解除,而后在剩余交缠捻度下的交缠双芯丝与经牵伸系统输出的左右两根短纤须条同时由前罗拉牵伸对输出,输出后的短纤须条在强加捻捻度

双丝包芯包缠纱生产装置及其生产方法.pdf
本发明公开了双丝包芯包缠纱生产装置及其生产方法,每列下罗拉轴上设置左、右罗拉套,牵伸系统的上方设置有前、后导丝组件,前牵伸罗拉对前部设置输出罗拉对,两者之间加装负压集聚系统,负压管上表面开有前、后吸风口,相同的粗纱分别由后牵伸罗拉对按压喂入,经牵伸后输出相同的左、右须条,左、右芯丝分别S型穿过前、后导纱组件的内、外滚轮,而后由前罗拉按压后与须条共同输出,先受到后吸风口负压实现须条内纤维往中间靠拢的平行集聚,后受到前吸风口负压实现翻转集聚,实现须条对芯丝首次包裹,经输出罗拉对输出后先各自受到弱加捻作用,实现
一种竹节纱生产装置和生产方法.pdf
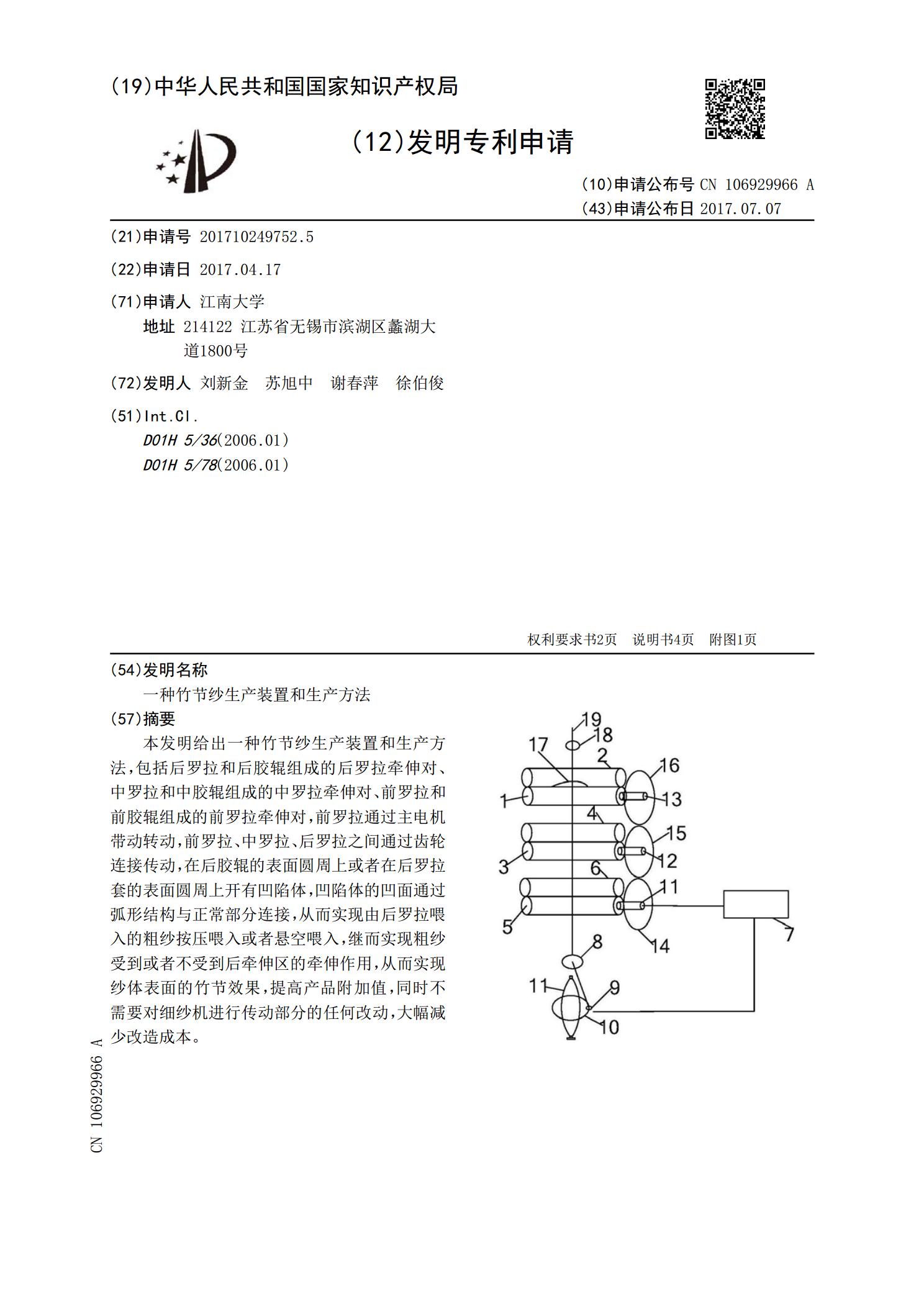
本发明给出一种竹节纱生产装置和生产方法,包括后罗拉和后胶辊组成的后罗拉牵伸对、中罗拉和中胶辊组成的中罗拉牵伸对、前罗拉和前胶辊组成的前罗拉牵伸对,前罗拉通过主电机带动转动,前罗拉、中罗拉、后罗拉之间通过齿轮连接传动,在后胶辊的表面圆周上或者在后罗拉套的表面圆周上开有凹陷体,凹陷体的凹面通过弧形结构与正常部分连接,从而实现由后罗拉喂入的粗纱按压喂入或者悬空喂入,继而实现粗纱受到或者不受到后牵伸区的牵伸作用,从而实现纱体表面的竹节效果,提高产品附加值,同时不需要对细纱机进行传动部分的任何改动,大幅减少改造成本
复合包缠纱生产装置及其生产工艺.pdf
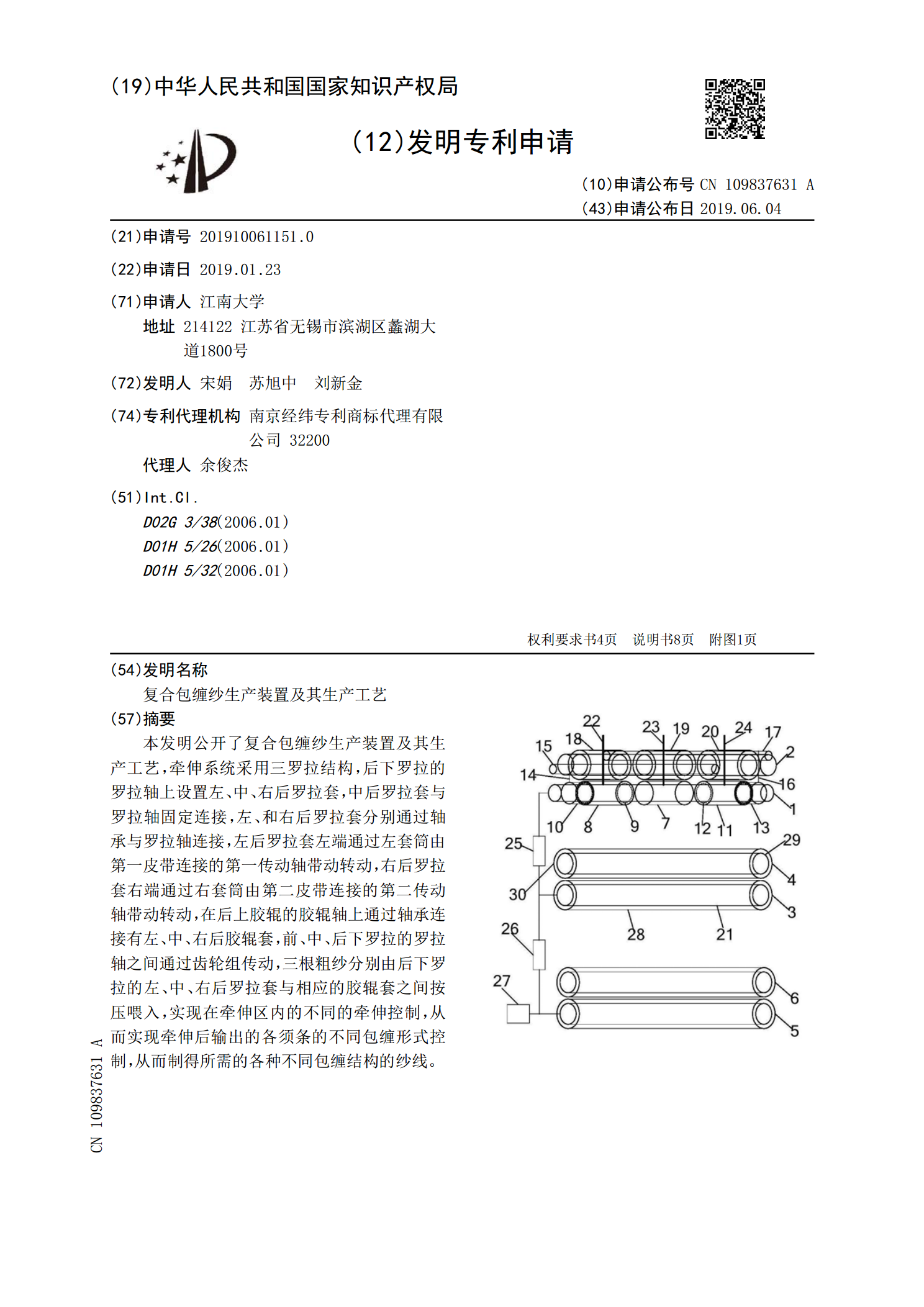
本发明公开了复合包缠纱生产装置及其生产工艺,牵伸系统采用三罗拉结构,后下罗拉的罗拉轴上设置左、中、右后罗拉套,中后罗拉套与罗拉轴固定连接,左、和右后罗拉套分别通过轴承与罗拉轴连接,左后罗拉套左端通过左套筒由第一皮带连接的第一传动轴带动转动,右后罗拉套右端通过右套筒由第二皮带连接的第二传动轴带动转动,在后上胶辊的胶辊轴上通过轴承连接有左、中、右后胶辊套,前、中、后下罗拉的罗拉轴之间通过齿轮组传动,三根粗纱分别由后下罗拉的左、中、右后罗拉套与相应的胶辊套之间按压喂入,实现在牵伸区内的不同的牵伸控制,从而实现牵