
复合包缠纱生产装置及其生产工艺.pdf

是你****芹呀

1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
复合包缠纱生产装置及其生产工艺.pdf
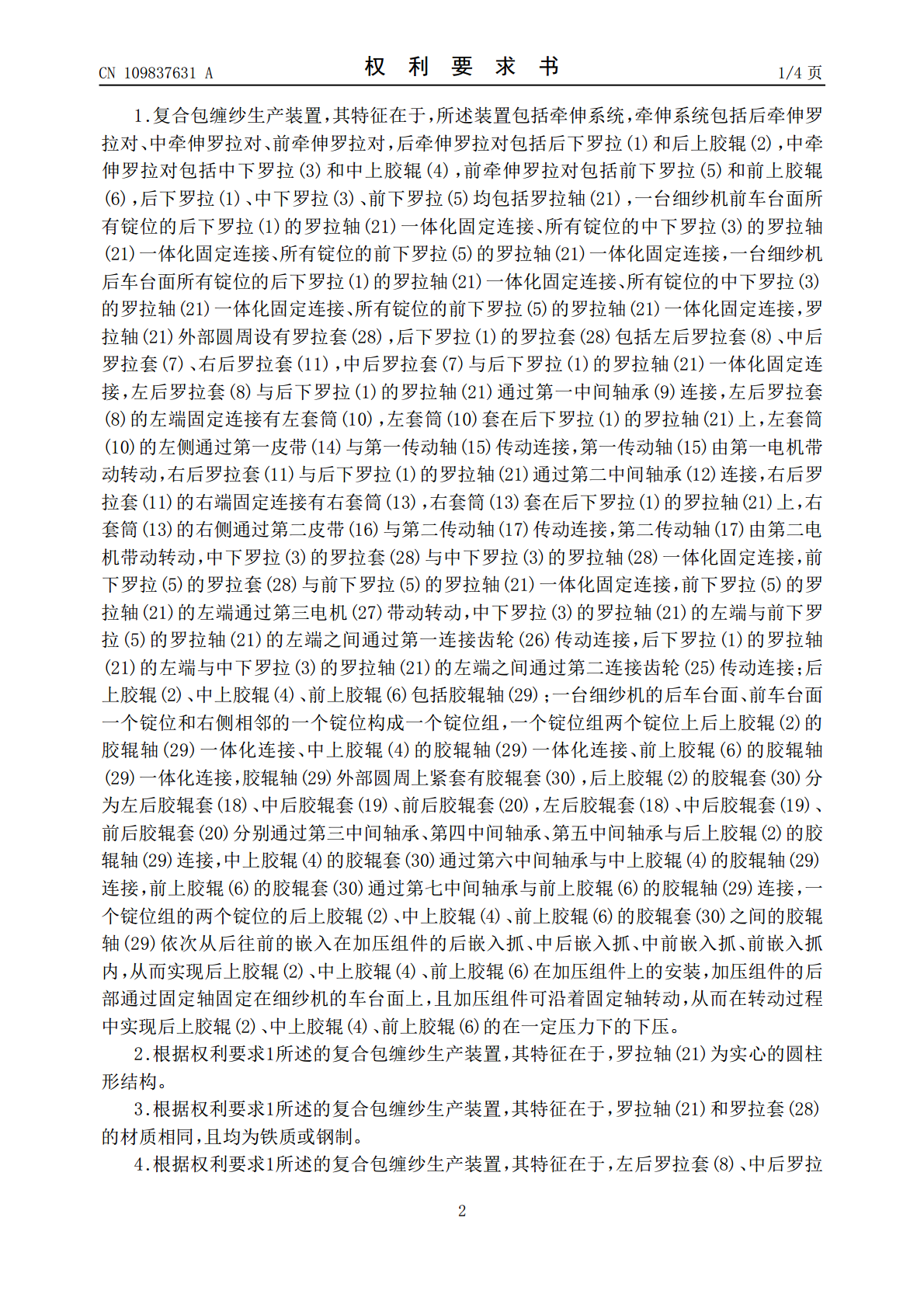
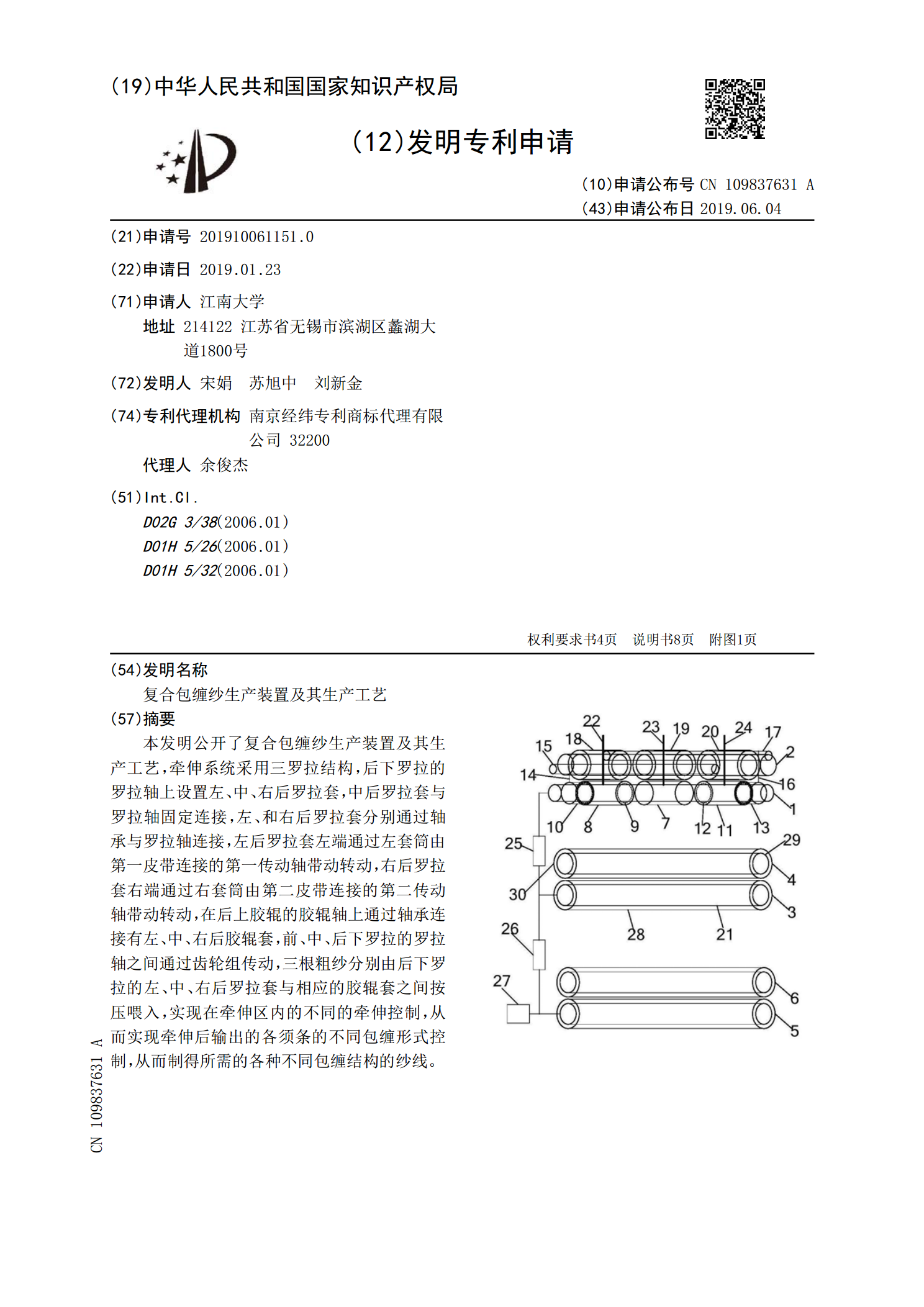
本发明公开了复合包缠纱生产装置及其生产工艺,牵伸系统采用三罗拉结构,后下罗拉的罗拉轴上设置左、中、右后罗拉套,中后罗拉套与罗拉轴固定连接,左、和右后罗拉套分别通过轴承与罗拉轴连接,左后罗拉套左端通过左套筒由第一皮带连接的第一传动轴带动转动,右后罗拉套右端通过右套筒由第二皮带连接的第二传动轴带动转动,在后上胶辊的胶辊轴上通过轴承连接有左、中、右后胶辊套,前、中、后下罗拉的罗拉轴之间通过齿轮组传动,三根粗纱分别由后下罗拉的左、中、右后罗拉套与相应的胶辊套之间按压喂入,实现在牵伸区内的不同的牵伸控制,从而实现牵

双丝包芯包缠纱生产装置及其生产方法.pdf
本发明公开了双丝包芯包缠纱生产装置及其生产方法,每列下罗拉轴上设置左、右罗拉套,牵伸系统的上方设置有前、后导丝组件,前牵伸罗拉对前部设置输出罗拉对,两者之间加装负压集聚系统,负压管上表面开有前、后吸风口,相同的粗纱分别由后牵伸罗拉对按压喂入,经牵伸后输出相同的左、右须条,左、右芯丝分别S型穿过前、后导纱组件的内、外滚轮,而后由前罗拉按压后与须条共同输出,先受到后吸风口负压实现须条内纤维往中间靠拢的平行集聚,后受到前吸风口负压实现翻转集聚,实现须条对芯丝首次包裹,经输出罗拉对输出后先各自受到弱加捻作用,实现

加捻复合包芯纱生产装置及其生产方法.pdf
本发明公开了加捻复合包芯纱生产装置及其生产方法,所述方法中第一、二、三粗纱分别由后下罗拉的左、中、右罗拉套按压喂入,受到相同的牵伸作用制得第一、二、三须条,在前下罗拉前部设置环绕细纱机前后车台面的假捻加捻带,第一、三须条由假捻加捻带后部绕过,产生与加捻捻度捻向相反的假捻加捻作用制得第一、三纤维束,第二须条由假捻加捻带前部绕过,产生与加捻捻度捻向相同的真捻预加捻作用制得第二纤维束,在加捻捻度作用下第一、三纤维束的假捻捻度被退除而迅速松散,第二纤维束的真捻预加捻暂时被保留,松散后的第一、三纤维束又立即在加捻捻
一种新型复合舒爽包缠纱的制备装置.pdf
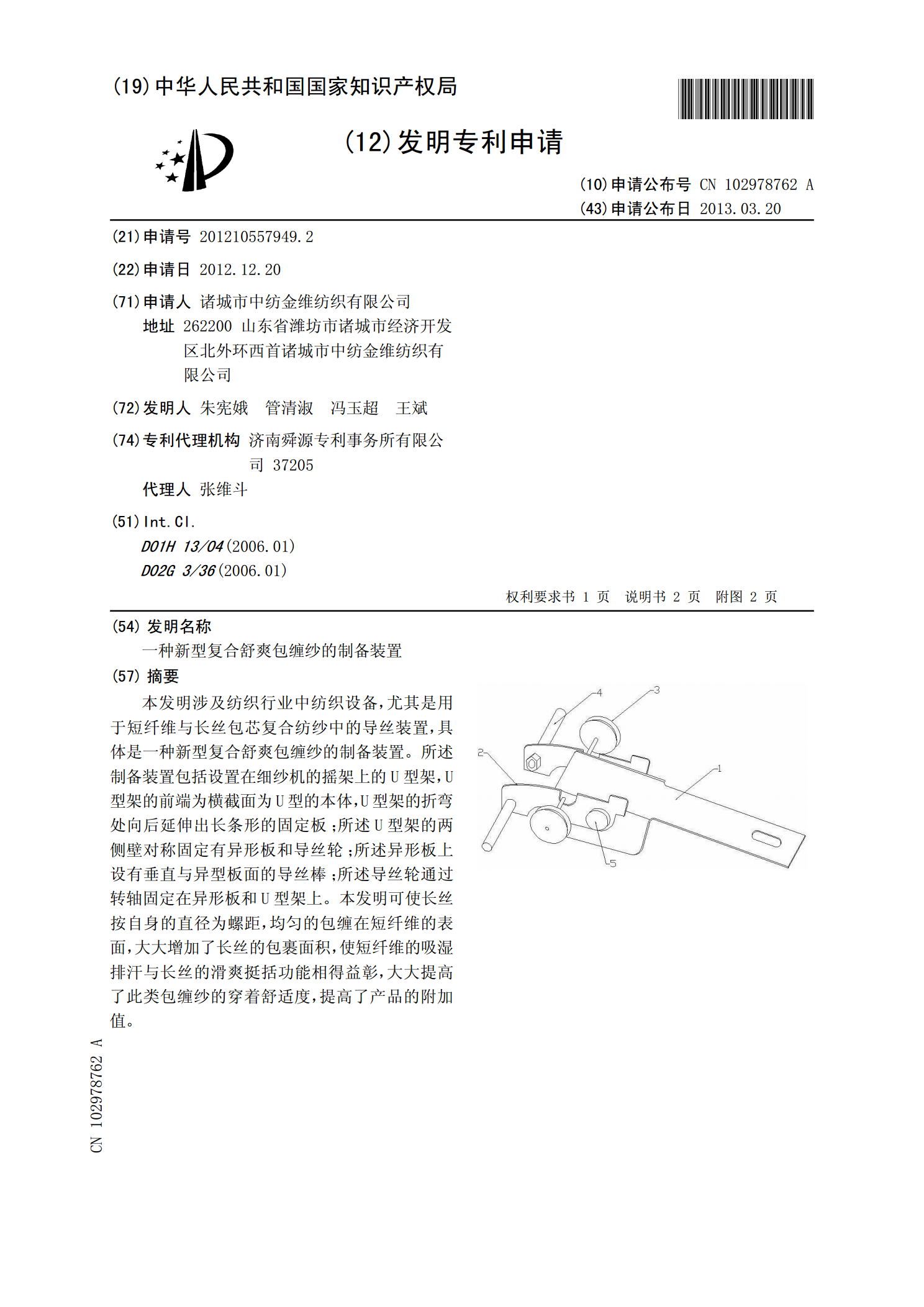
本发明涉及纺织行业中纺织设备,尤其是用于短纤维与长丝包芯复合纺纱中的导丝装置,具体是一种新型复合舒爽包缠纱的制备装置。所述制备装置包括设置在细纱机的摇架上的U型架,U型架的前端为横截面为U型的本体,U型架的折弯处向后延伸出长条形的固定板;所述U型架的两侧壁对称固定有异形板和导丝轮;所述异形板上设有垂直与异型板面的导丝棒;所述导丝轮通过转轴固定在异形板和U型架上。本发明可使长丝按自身的直径为螺距,均匀的包缠在短纤维的表面,大大增加了长丝的包裹面积,使短纤维的吸湿排汗与长丝的滑爽挺括功能相得益彰,大大提高了此
一种包缠竹节纱生产装置.pdf
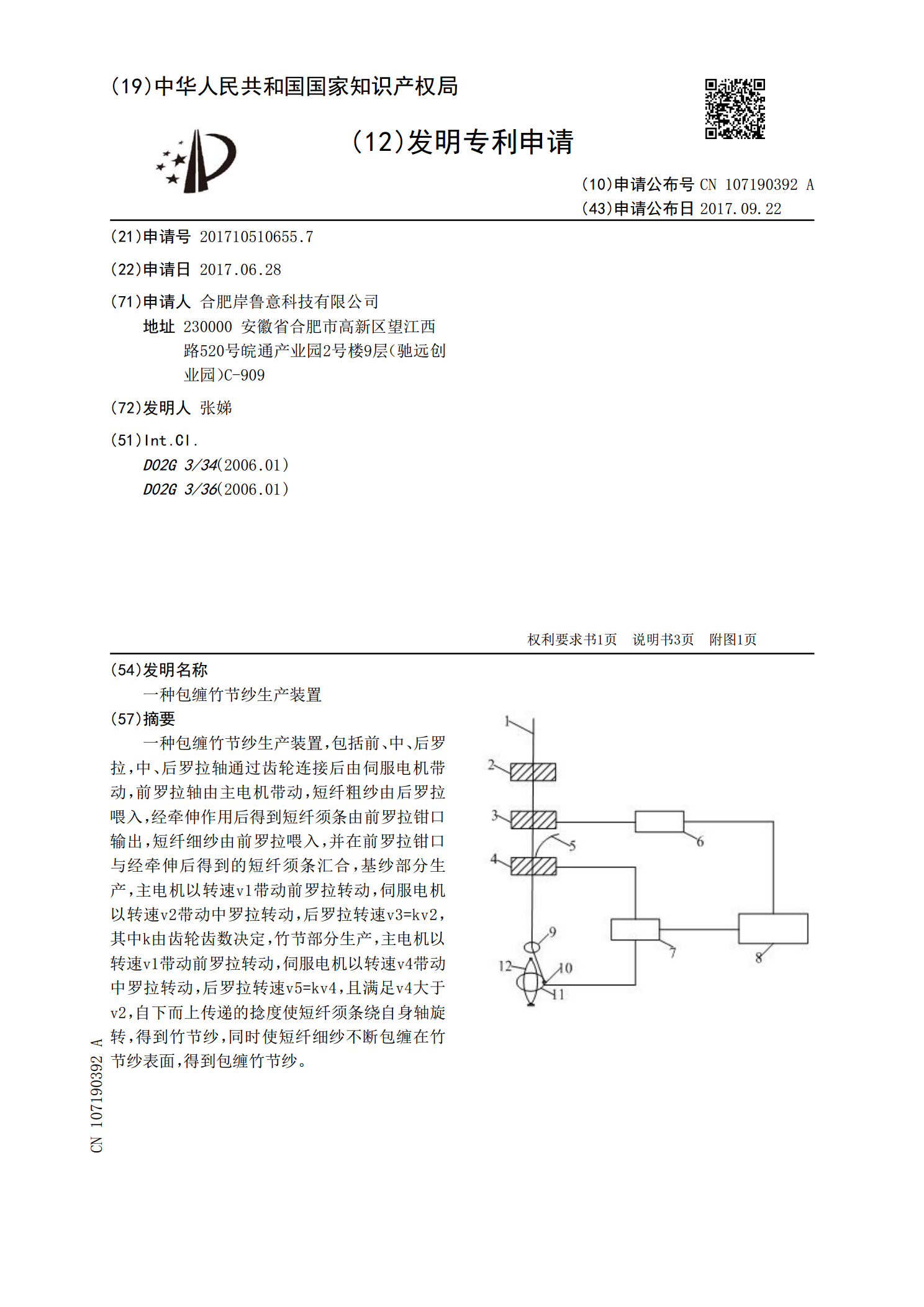
一种包缠竹节纱生产装置,包括前、中、后罗拉,中、后罗拉轴通过齿轮连接后由伺服电机带动,前罗拉轴由主电机带动,短纤粗纱由后罗拉喂入,经牵伸作用后得到短纤须条由前罗拉钳口输出,短纤细纱由前罗拉喂入,并在前罗拉钳口与经牵伸后得到的短纤须条汇合,基纱部分生产,主电机以转速v1带动前罗拉转动,伺服电机以转速v2带动中罗拉转动,后罗拉转速v3=kv2,其中k由齿轮齿数决定,竹节部分生产,主电机以转速v1带动前罗拉转动,伺服电机以转速v4带动中罗拉转动,后罗拉转速v5=kv4,且满足v4大于v2,自下而上传递的捻度使短