
一种结合面向涡轮叶片快速成型与熔模铸造的熔失熔模方法.pdf

猫巷****提格

1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种结合面向涡轮叶片快速成型与熔模铸造的熔失熔模方法.pdf
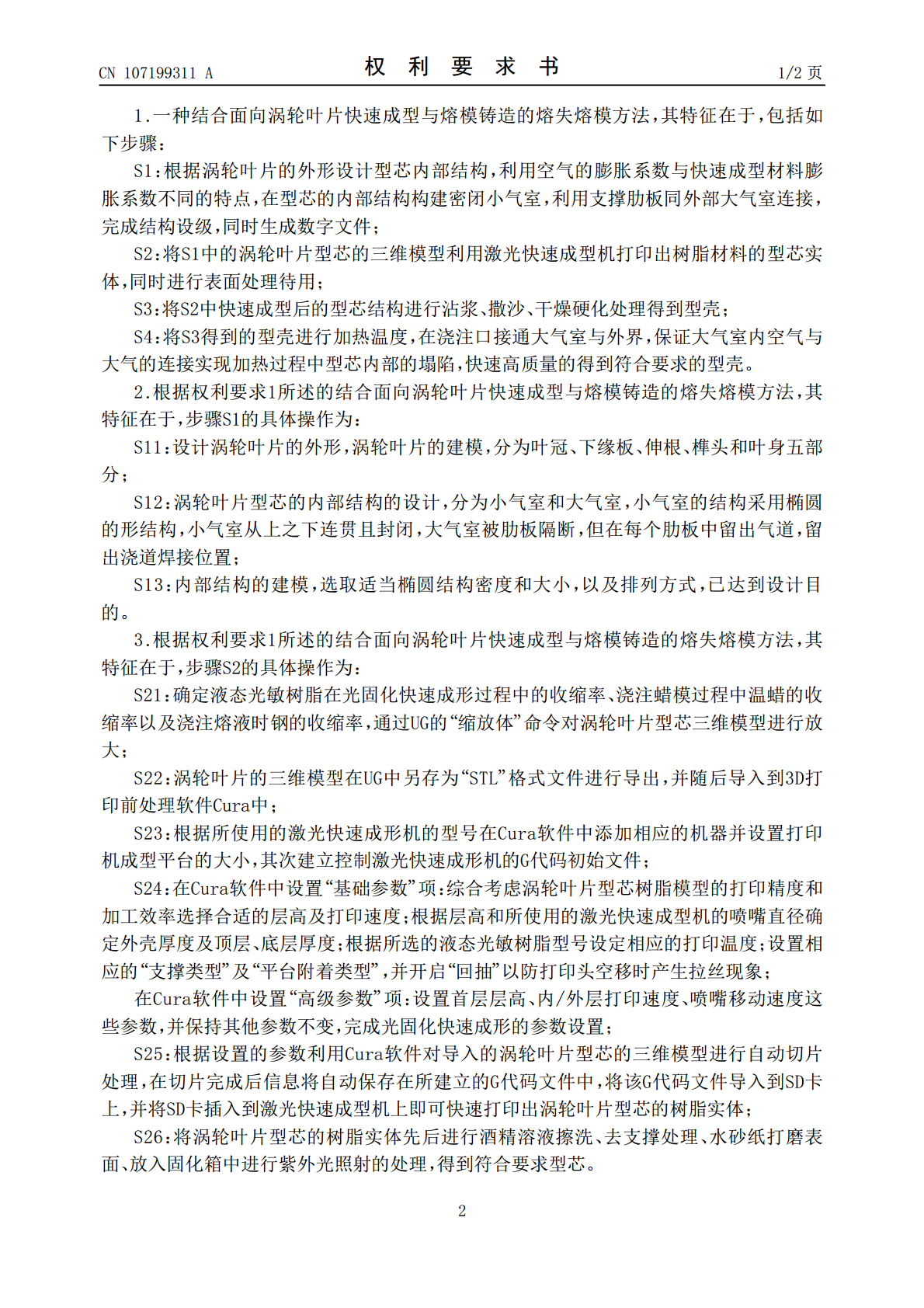
本发明涉及一种结合面向涡轮叶片快速成型与熔模铸造的熔失熔模方法,包括根据涡轮叶片的外形设计型芯内部结构,利用空气的膨胀系数与快速成型材料膨胀系数不同的特点,在型芯的内部结构构建密闭小气室,利用支撑肋板同外部大气室连接,完成结构设级,同时生成数字文件;将涡轮叶片型芯的三维模型利用激光快速成型机打印出树脂材料的型芯实体,同时进行表面处理待用;将快速成型后的型芯结构进行沾浆、撒沙、干燥硬化处理得到型壳;将得到的型壳进行加热温度,在浇注口接通大气室与外界,快速高质量的得到符合要求的型壳。上述方案有效降低采用增材制
用于熔模铸造的熔模方法及装置.pdf
本发明公开了用于熔模铸造的熔模方法及装置,包括对壳模内的蜡模进行加热,使其熔化并流出壳模的步骤,在对壳模内的蜡模进行加热之前,先使用微波加热方式对壳模进行加热,使与壳模内表面有接触的部分蜡模熔化流出,进而在壳模与蜡模之间形成间隙。用于熔模铸造的熔模装置,首先将壳模在微波加热炉内加热,当壳模温度升高时,壳模内靠近壳模内表面的蜡模温度也逐渐升高,直到慢慢熔化并流出壳模,从而使得蜡模与壳模之间形成一定的间隙;然后将壳模转移到热风加热炉内继续加热,直至将壳模内的蜡模完全熔化。在热风加热炉内加热壳模与蜡模时,由于壳

叶片熔模精铸虚拟仿真与快速成型技术研究的开题报告.docx
叶片熔模精铸虚拟仿真与快速成型技术研究的开题报告一、项目背景叶片作为航空、航天等领域重要的发动机部件,其性能对整个发动机的性能至关重要。传统的叶片制造工艺主要是靠铸造或加工得到,但这些方法不仅成本高昂,而且制造周期长,无法满足当今快速变化的市场需求。因此,需要开发一种更为高效、低成本的叶片制造工艺。熔模精铸技术和快速成型技术具有制造周期短、成本低、精度高和可扩展性强等优点,逐渐被应用于叶片制造领域。二、项目目的本项目旨在研究叶片熔模精铸虚拟仿真和快速成型技术,在实践中验证其可行性和优越性。我们将开发基于计
一种熔头成型工艺、合模模具及熔头成型设备.pdf
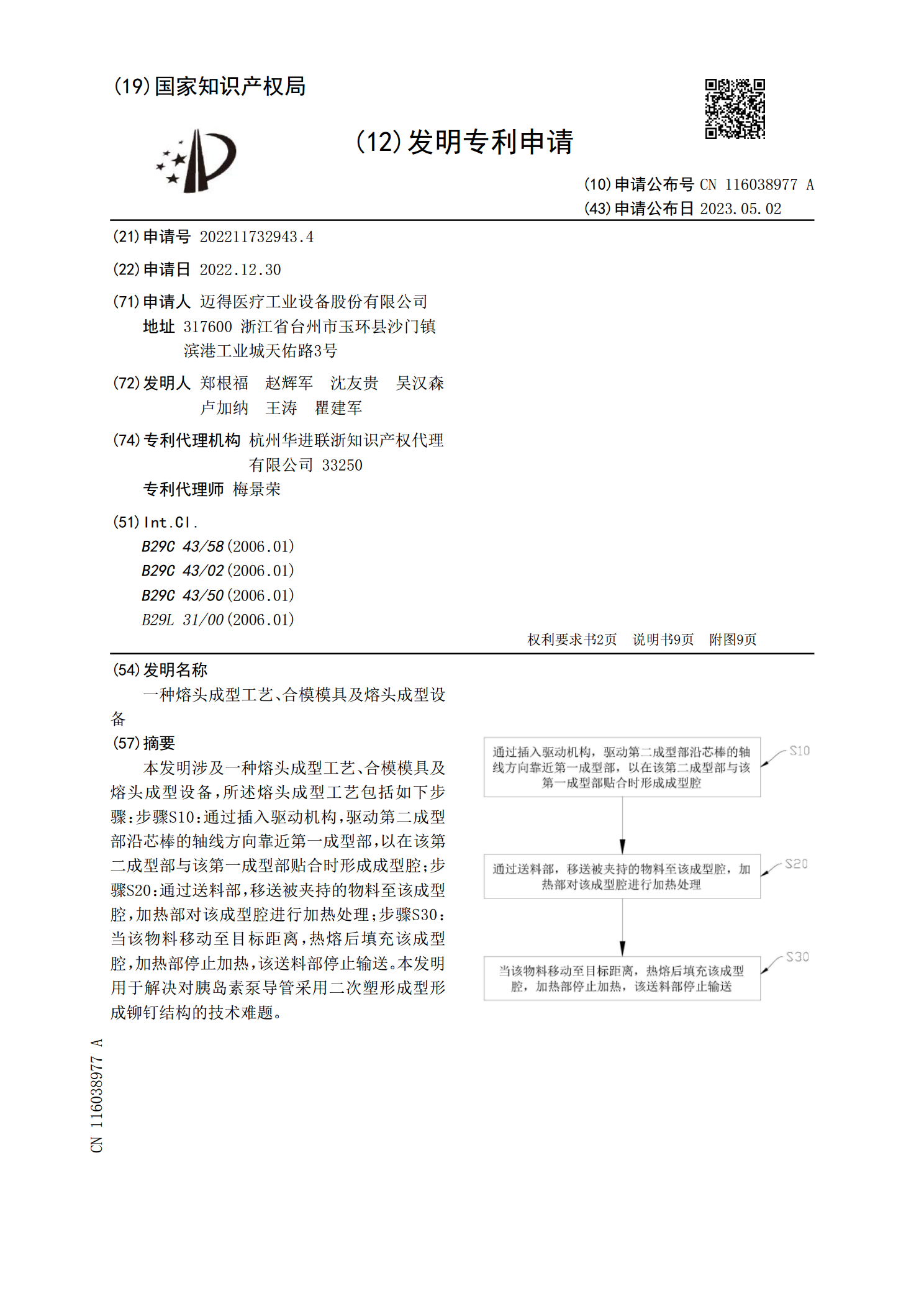
本发明涉及一种熔头成型工艺、合模模具及熔头成型设备,所述熔头成型工艺包括如下步骤:步骤S10:通过插入驱动机构,驱动第二成型部沿芯棒的轴线方向靠近第一成型部,以在该第二成型部与该第一成型部贴合时形成成型腔;步骤S20:通过送料部,移送被夹持的物料至该成型腔,加热部对该成型腔进行加热处理;步骤S30:当该物料移动至目标距离,热熔后填充该成型腔,加热部停止加热,该送料部停止输送。本发明用于解决对胰岛素泵导管采用二次塑形成型形成铆钉结构的技术难题。

叶片熔模精铸虚拟仿真与快速成型技术研究的任务书.docx
叶片熔模精铸虚拟仿真与快速成型技术研究的任务书任务书一、研究背景和目的叶片熔模精铸是一种高精度、高效率的叶片制造技术,它可以通过铸造来快速、精确地制造出复杂形状的叶片。虚拟仿真和快速成型技术是当前工程领域的研究热点,可以大大提高叶片熔模精铸工艺的效率和质量。本研究旨在通过虚拟仿真和快速成型技术,探索叶片熔模精铸的优化方法和工艺参数,提高叶片熔模精铸的制造工艺和质量。二、研究内容和方法1.调研国内外叶片熔模精铸虚拟仿真和快速成型技术的研究现状和发展趋势,了解目前存在的问题和挑战。2.分析叶片熔模精铸的工艺流