
一种在线检测装置.pdf

一只****懿呀

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种在线检测装置.pdf
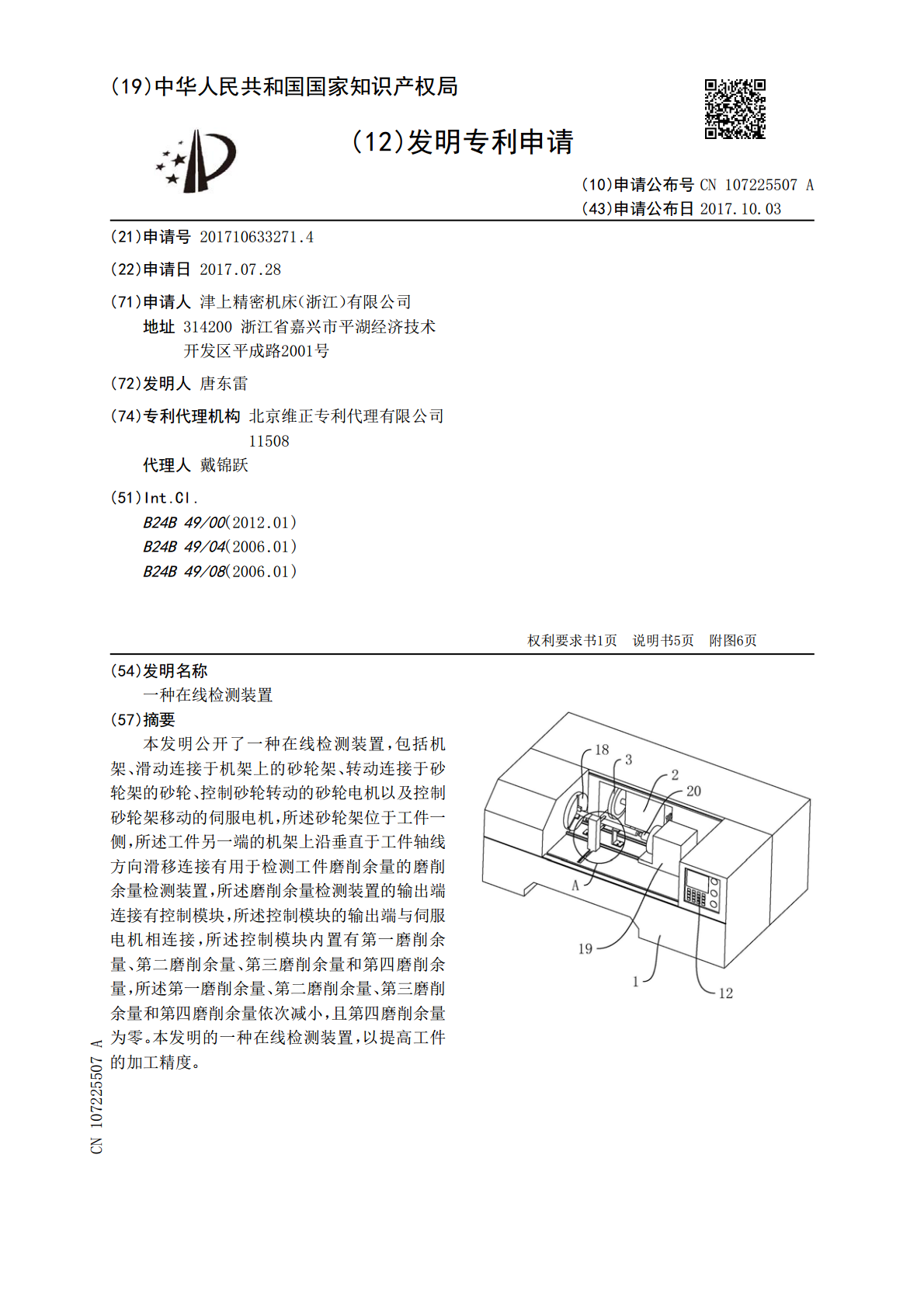
本发明公开了一种在线检测装置,包括机架、滑动连接于机架上的砂轮架、转动连接于砂轮架的砂轮、控制砂轮转动的砂轮电机以及控制砂轮架移动的伺服电机,所述砂轮架位于工件一侧,所述工件另一端的机架上沿垂直于工件轴线方向滑移连接有用于检测工件磨削余量的磨削余量检测装置,所述磨削余量检测装置的输出端连接有控制模块,所述控制模块的输出端与伺服电机相连接,所述控制模块内置有第一磨削余量、第二磨削余量、第三磨削余量和第四磨削余量,所述第一磨削余量、第二磨削余量、第三磨削余量和第四磨削余量依次减小,且第四磨削余量为零。本发明的

一种在线重量检测装置.pdf
本发明涉及重量检测设备,具体的说是一种在线重量检测装置。包括基础架体、线体接触组件、产品托盘、电子天平、升降驱动单元、横向驱动单元、固定支撑架以及升降支撑机构;电子天平设置于基础架体的底部;固定支撑架设置于电子天平上;线体接触组件设置于基础架体的顶部,产品托盘设置于线体接触组件上;升降支撑机构与固定支撑架滑动连接;升降驱动单元设置于基础架体上,用于驱动升降支撑机构的升降;横向驱动单元设置于固定支撑架的上方,用于承接升降支撑机构,并且将被测物体的重量传输至电子天平上。本发明采用非接触式检测手段,在检测过程中

一种温度在线检测装置.pdf
本发明属于烧结体烧制工艺过程中加热温度测量控制技术领域,具体涉及一种温度在线检测装置,包括进出窑炉的窑车,窑车外边框设有至少一个固定座,固定座上设有伸缩竖杆,伸缩竖杆一端固定在固定座上,伸缩竖杆另一端连接伸缩横杆的一端,伸缩横杆的另一端设有温度检测器安装孔,所述温度检测器安装孔内安装有温度检测器,温度检测器的输出的连接控制器,所述控制器的输出端连接显示器。本发明结构简单,能够对窑车不同位置处的烧结体实际温度进行实时检测,大大提高了成品合格率。
一种张力在线检测装置.pdf
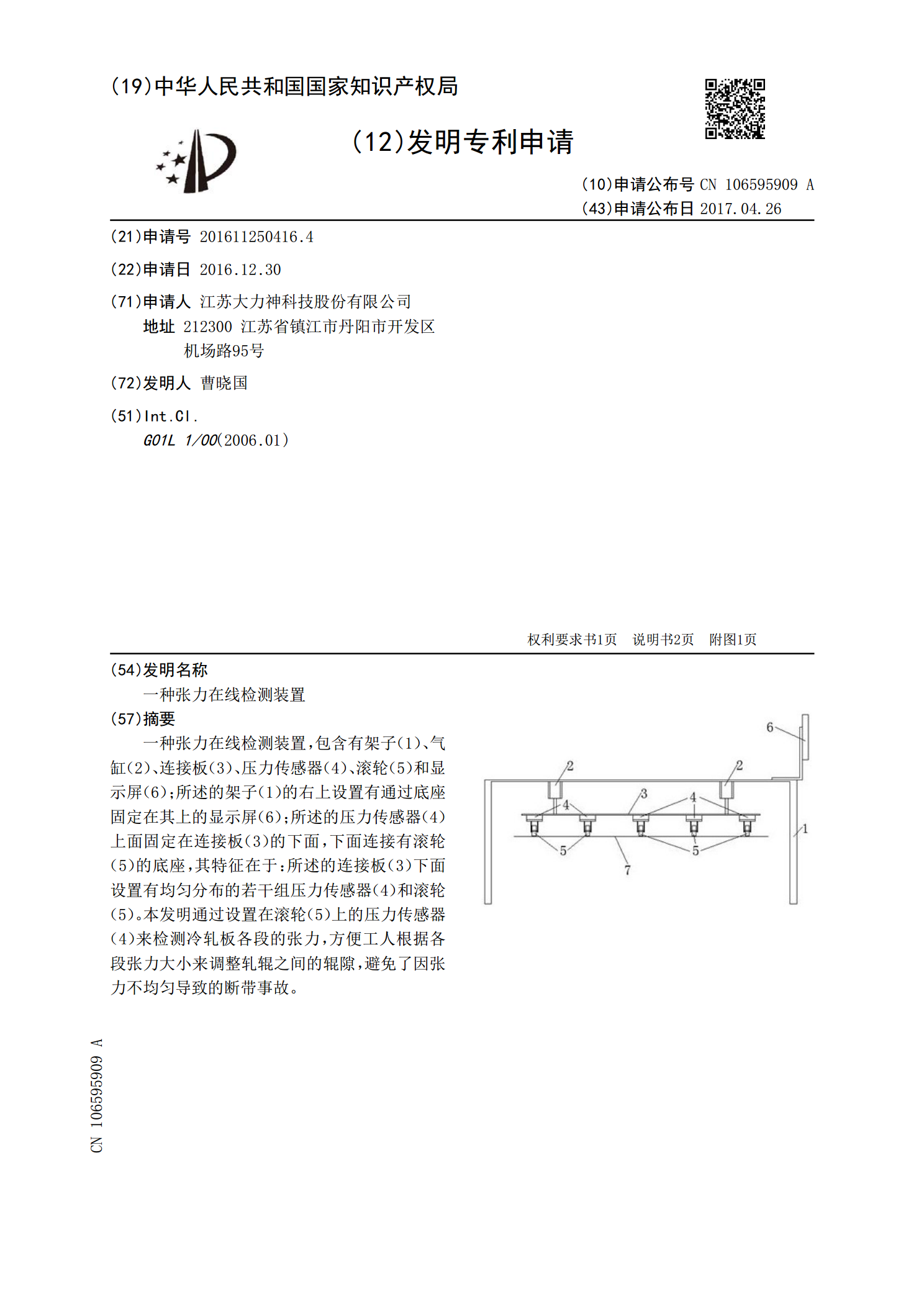
一种张力在线检测装置,包含有架子(1)、气缸(2)、连接板(3)、压力传感器(4)、滚轮(5)和显示屏(6);所述的架子(1)的右上设置有通过底座固定在其上的显示屏(6);所述的压力传感器(4)上面固定在连接板(3)的下面,下面连接有滚轮(5)的底座,其特征在于:所述的连接板(3)下面设置有均匀分布的若干组压力传感器(4)和滚轮(5)。本发明通过设置在滚轮(5)上的压力传感器(4)来检测冷轧板各段的张力,方便工人根据各段张力大小来调整轧辊之间的辊隙,避免了因张力不均匀导致的断带事故。
一种齿轮在线检测装置.pdf
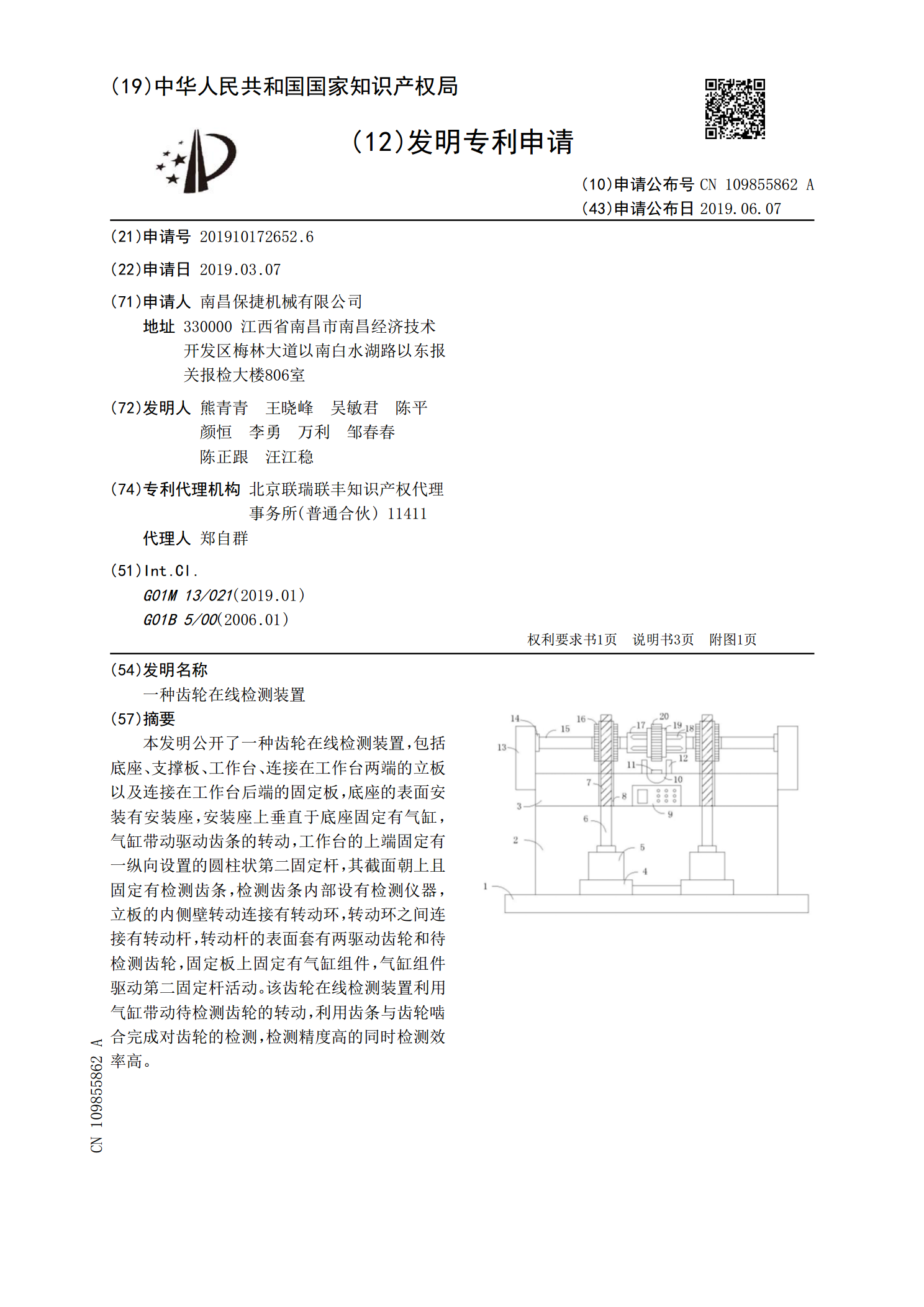
本发明公开了一种齿轮在线检测装置,包括底座、支撑板、工作台、连接在工作台两端的立板以及连接在工作台后端的固定板,底座的表面安装有安装座,安装座上垂直于底座固定有气缸,气缸带动驱动齿条的转动,工作台的上端固定有一纵向设置的圆柱状第二固定杆,其截面朝上且固定有检测齿条,检测齿条内部设有检测仪器,立板的内侧壁转动连接有转动环,转动环之间连接有转动杆,转动杆的表面套有两驱动齿轮和待检测齿轮,固定板上固定有气缸组件,气缸组件驱动第二固定杆活动。该齿轮在线检测装置利用气缸带动待检测齿轮的转动,利用齿条与齿轮啮合完成对