
挤压丝锥螺纹磨床的组合式多线磨轮.pdf

志玉****爱啊


1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

挤压丝锥螺纹磨床的组合式多线磨轮.pdf
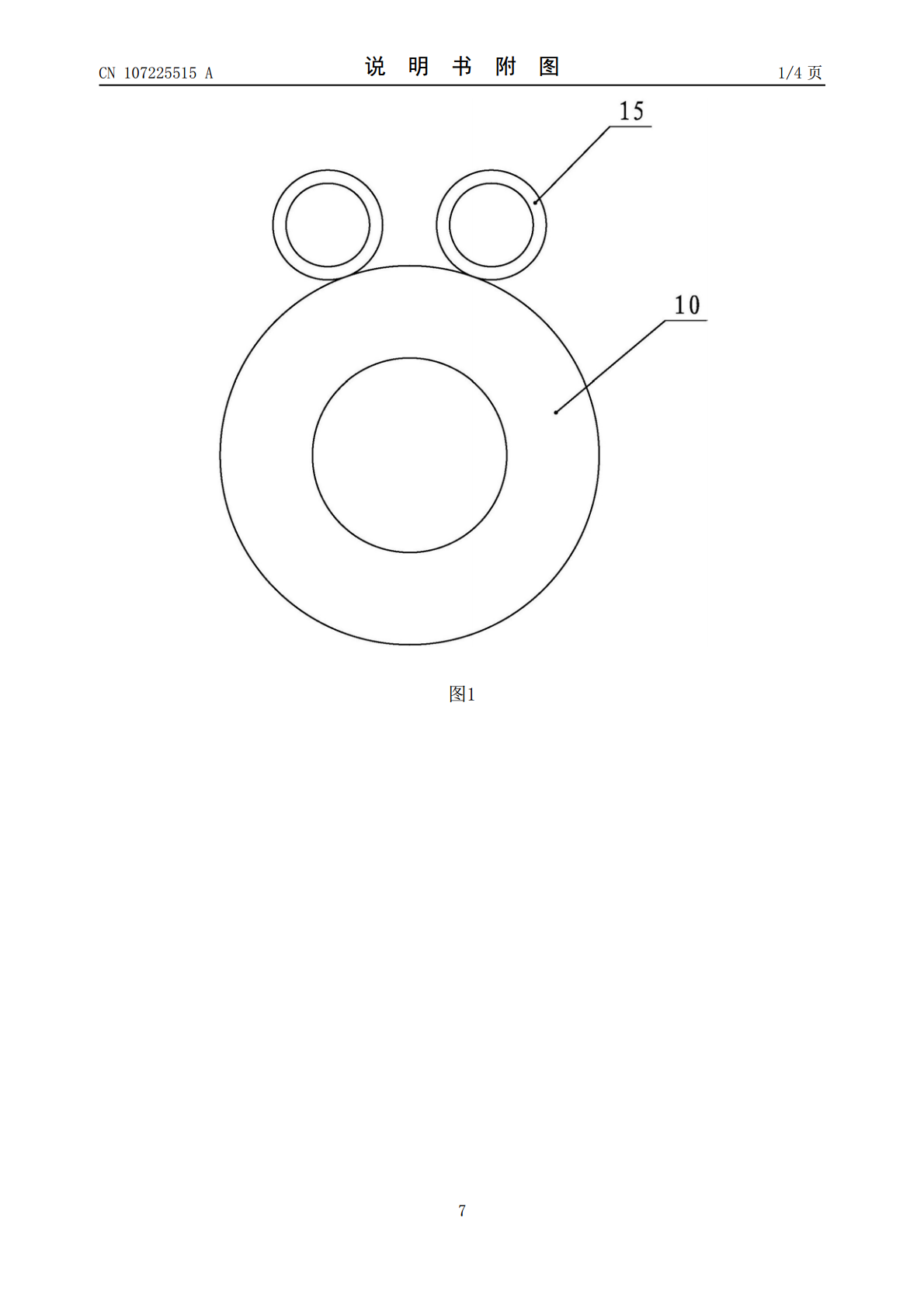
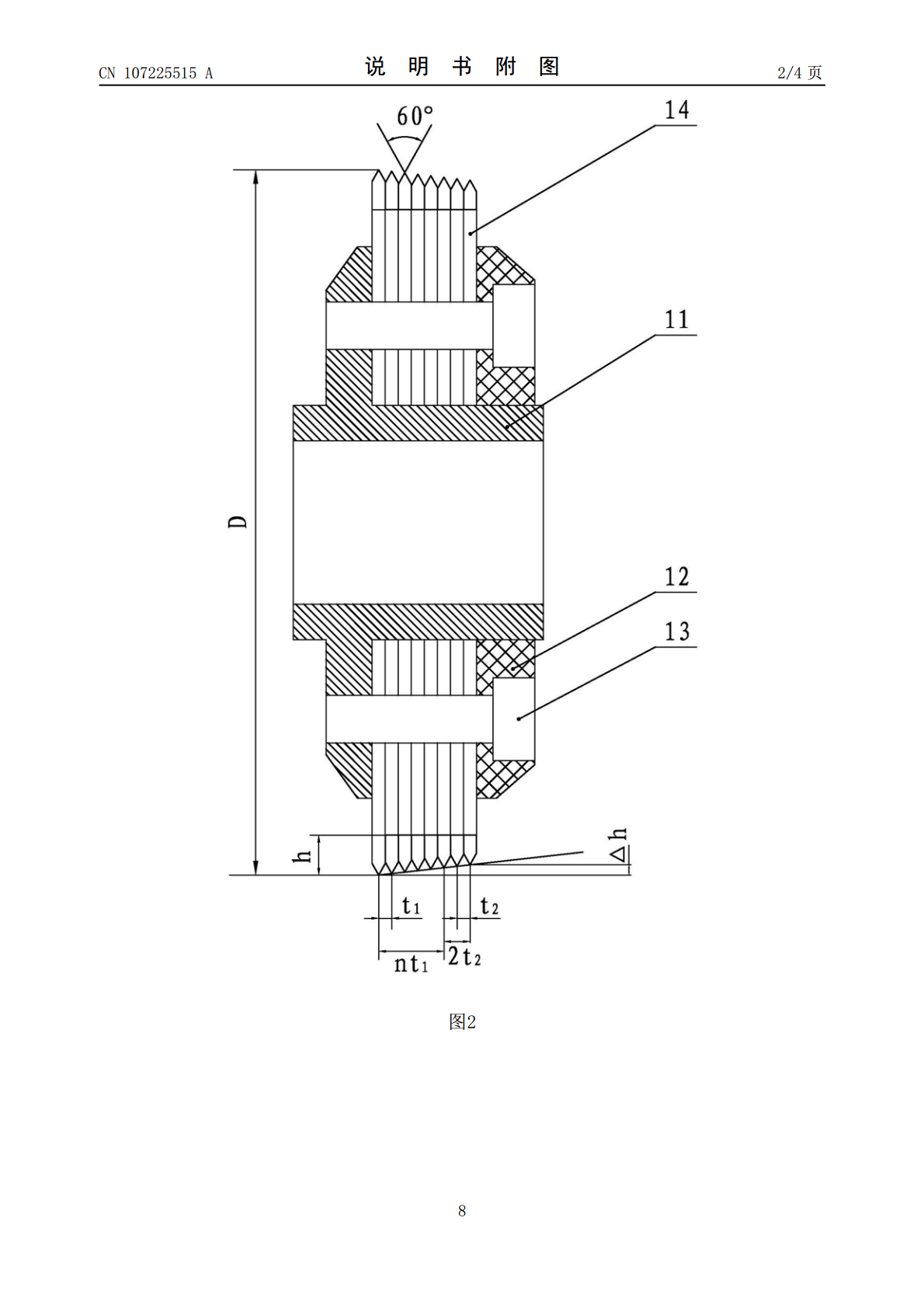
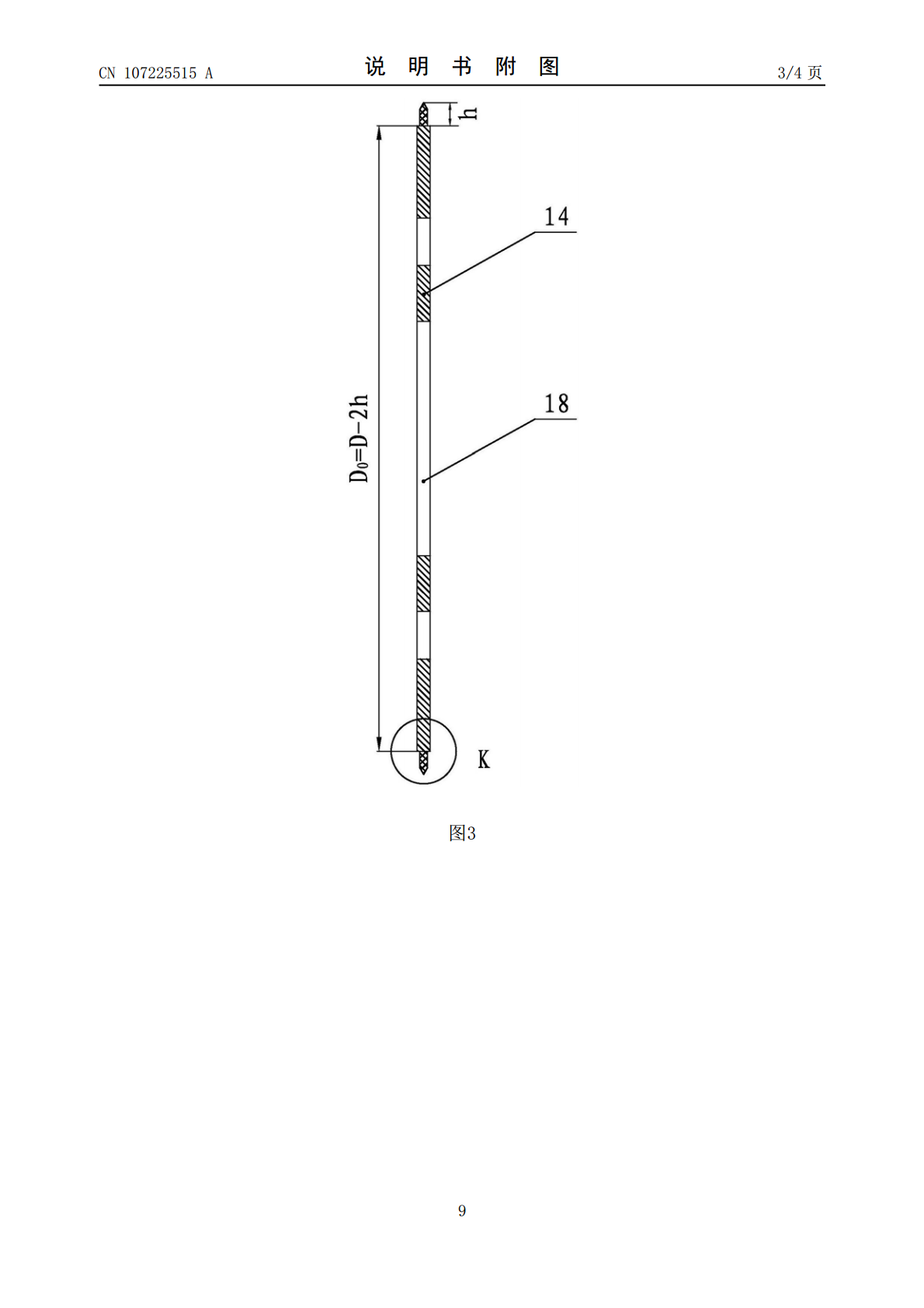
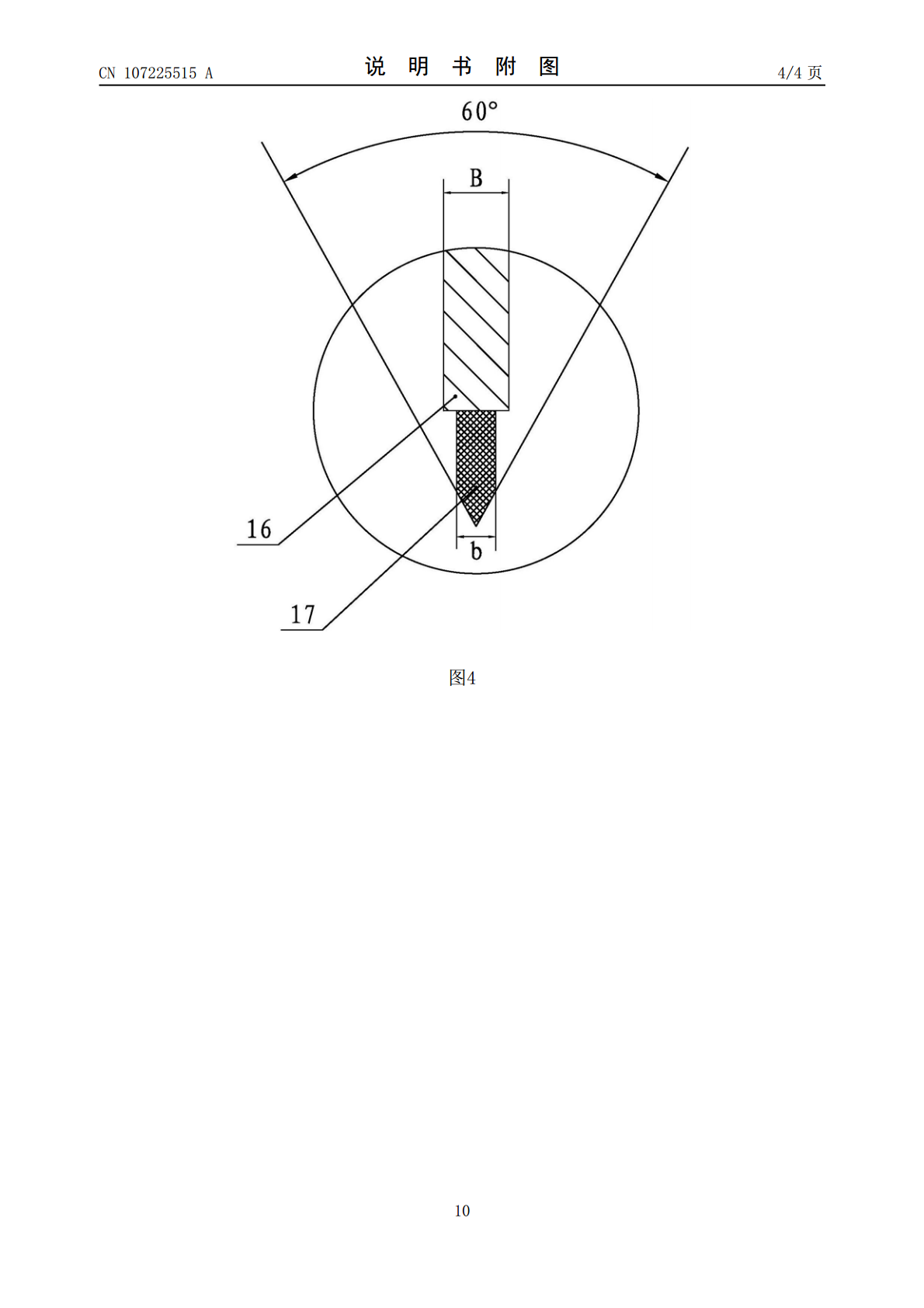
本发明公开了一种挤压丝锥螺纹磨床的组合式多线磨轮,包括磨轮本体及位于磨轮本体一侧的一对螺距错位的金刚石修正轮;磨轮本体包括:多片并列组合的金刚石轮片,穿过组合的金刚石轮片中心定位孔的定位基体,与定位基体配合以夹持组合的金刚石轮片两侧的夹板,以及用于将定位基体、组合的金刚石轮片以及夹板进行组装固定的螺钉;金刚石轮片的外边缘螺纹尖角的截面呈60°夹角。本发明可以使工件一次性加工吃刀到位并磨全程而使工效提高数倍;具有更长的使用寿命并解决了目前单纯的厚度小于0.7mm多线磨轮难以成型的难题;采用多片金刚石磨轮外径

挤压丝锥自动螺纹磨床.pdf
本发明公开了一种挤压丝锥自动螺纹磨床,包括:机架,安装在所述机架上的同步丝杆送料机构、主轴机构及磨轮机构,所述同步丝杆送料机构的出料口对应所述主轴机构的进料口,所述主轴机构的死顶尖与所述磨轮机构的磨轮对应以用于工件加工。本发明采用一对同步丝杆送料,体积小,容量大,可适用于M2-8等多种规格尺寸的挤压丝锥送料;同轴的成对死顶尖定位,定位同轴精度高;采用调节夹块安装夹紧气缸,可以根据工件长度调整夹紧气缸的位置以满足不同尺寸工件的定位;采用成对螺牙均具有60°齿根的金刚石磨轮,且60°齿根方向轴向相反,可获得1
一种确定螺纹磨床加工多棱挤压丝锥参数的方法.pdf
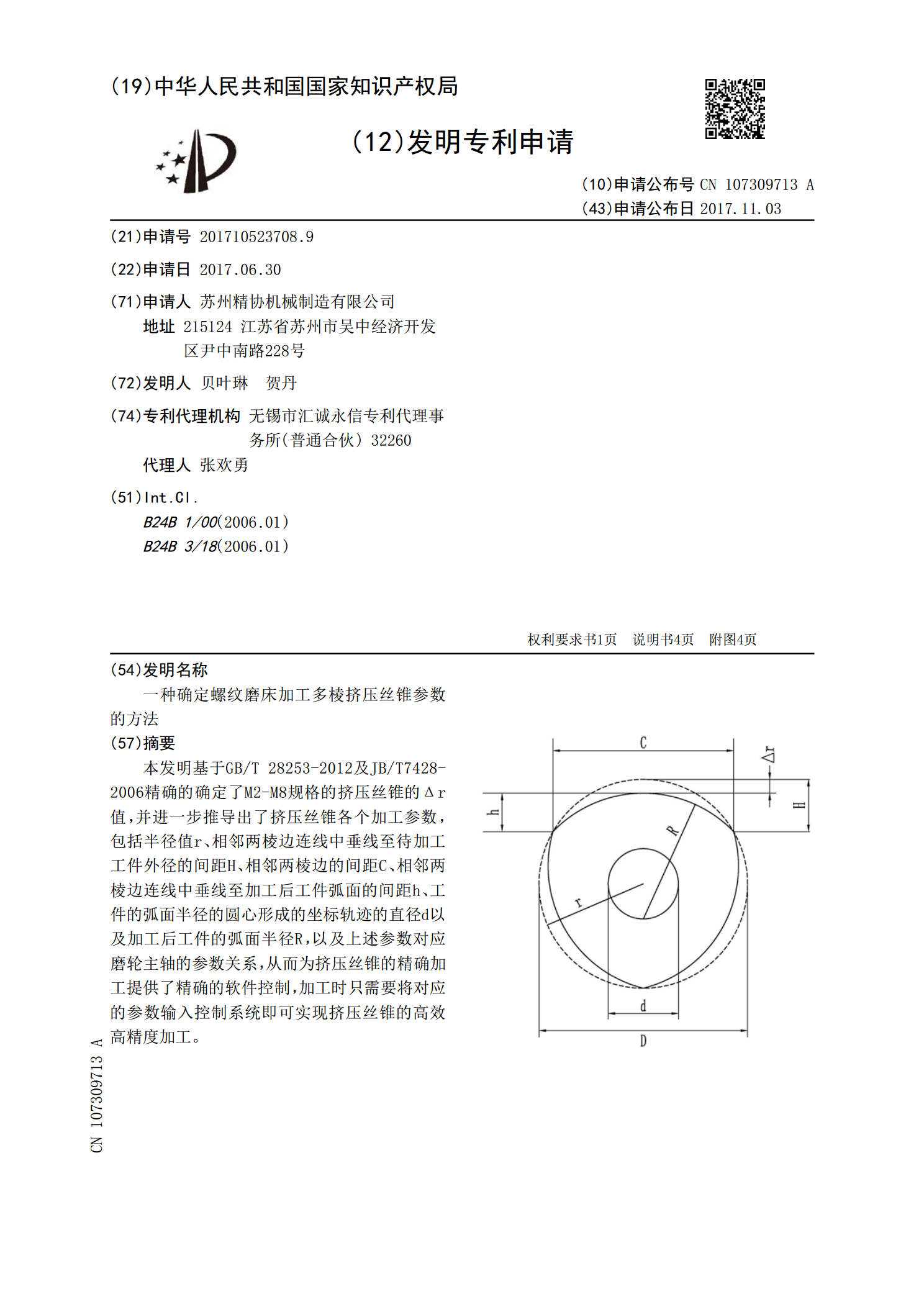
本发明基于GB/T28253‑2012及JB/T7428‑2006精确的确定了M2‑M8规格的挤压丝锥的Δr值,并进一步推导出了挤压丝锥各个加工参数,包括半径值r、相邻两棱边连线中垂线至待加工工件外径的间距H、相邻两棱边的间距C、相邻两棱边连线中垂线至加工后工件弧面的间距h、工件的弧面半径的圆心形成的坐标轨迹的直径d以及加工后工件的弧面半径R,以及上述参数对应磨轮主轴的参数关系,从而为挤压丝锥的精确加工提供了精确的软件控制,加工时只需要将对应的参数输入控制系统即可实现挤压丝锥的高效高精度加工。
数控丝锥螺纹磨床.pdf
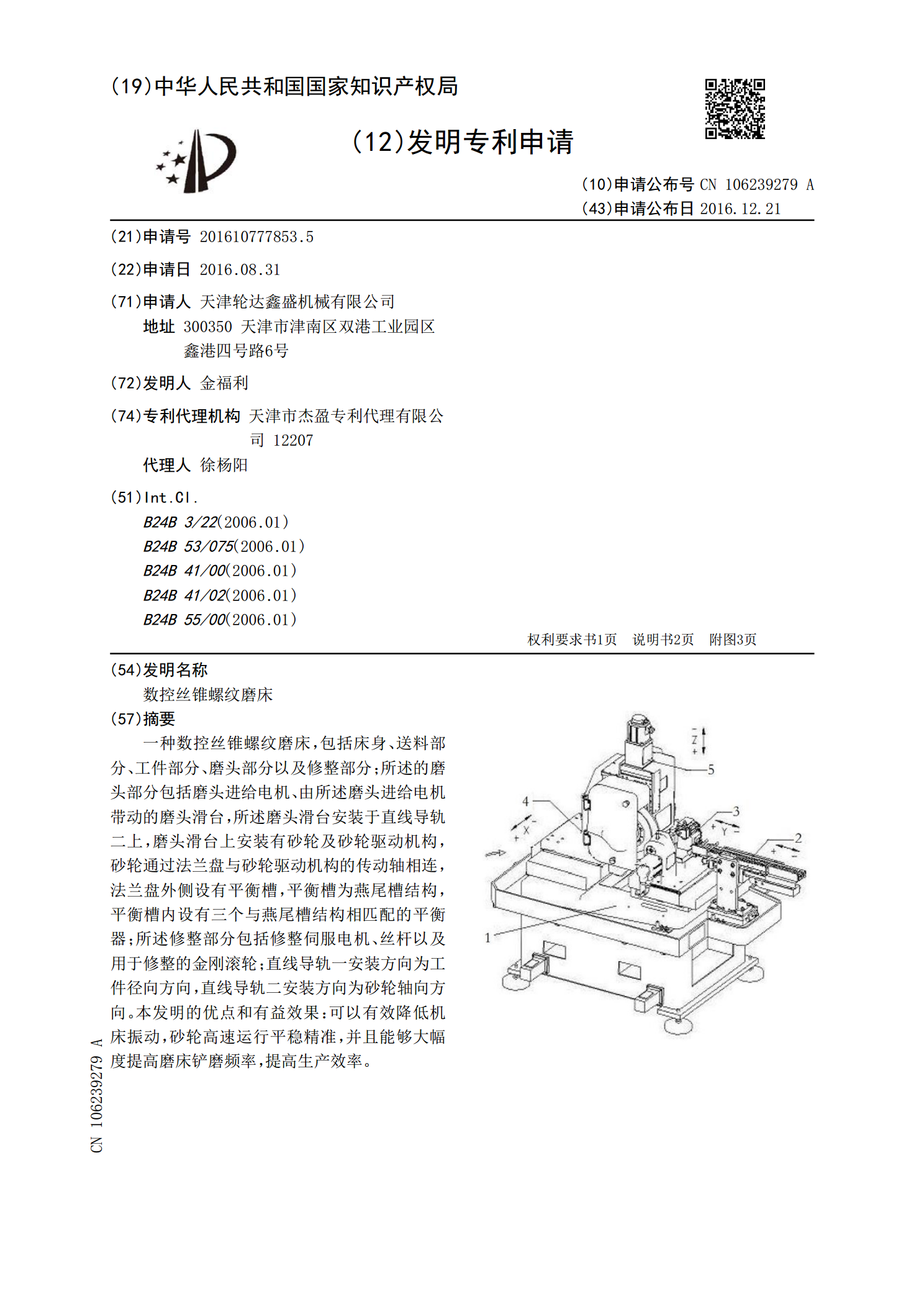
一种数控丝锥螺纹磨床,包括床身、送料部分、工件部分、磨头部分以及修整部分;所述的磨头部分包括磨头进给电机、由所述磨头进给电机带动的磨头滑台,所述磨头滑台安装于直线导轨二上,磨头滑台上安装有砂轮及砂轮驱动机构,砂轮通过法兰盘与砂轮驱动机构的传动轴相连,法兰盘外侧设有平衡槽,平衡槽为燕尾槽结构,平衡槽内设有三个与燕尾槽结构相匹配的平衡器;所述修整部分包括修整伺服电机、丝杆以及用于修整的金刚滚轮;直线导轨一安装方向为工件径向方向,直线导轨二安装方向为砂轮轴向方向。本发明的优点和有益效果:可以有效降低机床振动,砂

一种基于丝锥螺纹磨床的凸轮铲磨机构.pdf
本发明涉及一种基于丝锥螺纹磨床的凸轮铲磨机构,它包括基体、凸轮传动机构、杠杆和铲磨执行机构,凸轮传动机构安装在基体的一侧,铲磨执行机构安装在基体的另一侧,凸轮传动机构与铲磨执行机构通过杠杆传动连接,凸轮传动机构包括凸轮轴座、凸轮轴、和凸轮;铲磨执行机构包括丝杠支座、多头螺母、多头丝杠和主进给丝杠;杠杆的一端安装在多头丝杠的颈部,另一端压在凸轮的工作面上,杠杆的中部与弹簧的一端连接,弹簧的另一端与基体连接,弹簧使杠杆的端部始终压紧在凸轮的工作面上。本发明的优点在于:通过凸轮传动机构和铲磨执行机构实现将扭矩转