
一种组合式发动机空心凸轮轴激光焊接工艺方法.pdf

书生****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种组合式发动机空心凸轮轴激光焊接工艺方法.pdf
本发明公开了一种组合式发动机空心凸轮轴激光焊接工艺方法,包括:步骤一,对轴体待焊接部位进行预处理;步骤二,将轴体装夹到旋转台上,设置激光器,使激光器发出的激光束到轴体的入射角度为α,α的取值范围为45°~75°;步骤三,将凸轮和轴颈安装到轴体上,在凸轮和轴颈与轴体之间形成的角接接头处进行激光焊接形成角接焊缝;步骤四,检查焊缝表面状态。获得高性能、高耐磨性的组合式发动机空心凸轮轴,采用本工艺方法焊接后凸轮轴的静态最大扭距由250N·m~350N·m提升到了500N·m~1000N·m。

一种发动机控制模块激光焊接装置及焊接工艺.pdf
本发明涉及发动机控制模块激光焊接领域,具体涉及一种发动机控制模块激光焊接装置及焊接工艺,包括激光焊接机,激光焊接机上设置有激光焊接端,用于对控制模块进行激光焊接,还包括旋转座、旋转驱动器、单向卡接机构、模块推升机构、控制模块、支撑架和导料架,该发动机控制模块激光焊接方法及装置,通过实施例一替代了机械手进行取下安放控制模块,降低了造价成本,在对控制模块进行焊接时,工人能够进行放置另一个控制模块,再通过实施例二中的推环带动接触柱进行上下运动,替代了电动推杆进行推动,除了能够推动控制模块插入到导料架内的效果外,

发动机的组合式凸轮轴.pdf
发动机的组合式凸轮轴,所述组合式凸轮轴为分段式结构,由至少两个轴段单元组成,所述轴段单元前后端分别设有锥面轴和锥面孔,以及定位销孔和定位槽,并具有中心孔,所述组合式凸轮轴由所有轴段单元依次前后联接装配在一起,每个轴段单元通过锥面配合使本轴段单元与前一轴段单元同轴,通过定位销和定位槽来定位各轴段上凸轮的相位,所有轴段单元通过穿过中心孔的螺栓联接固定。本发明的优势在于,由于锥面配合的自定心作用,可以确保各轴段单元装配后的同轴度,分段结构使加工更方便,所有轴段单元具有一定的通用性,便于采用专门设备和工装大批量加
一种用于凸轮轴加工的双面激光焊接机及加工方法.pdf
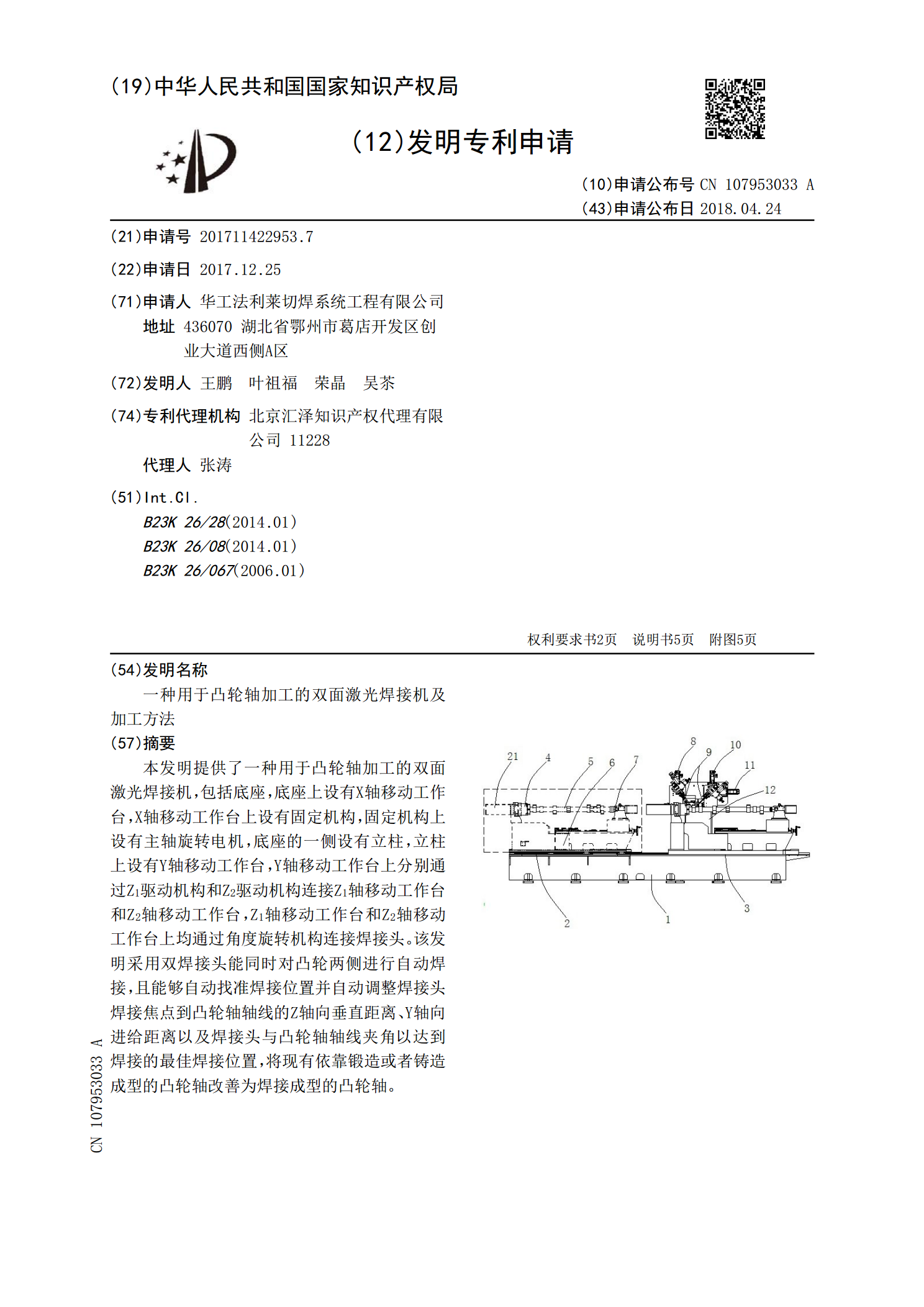
本发明提供了一种用于凸轮轴加工的双面激光焊接机,包括底座,底座上设有X轴移动工作台,X轴移动工作台上设有固定机构,固定机构上设有主轴旋转电机,底座的一侧设有立柱,立柱上设有Y轴移动工作台,Y轴移动工作台上分别通过Z

一种新型的发动机组合式凸轮轴.pdf
本发明涉及一种新型的发动机组合式凸轮轴,它包括传动前段(1),中间凸轮轴(2)以及自由端(3),传动前段(1)、自由端(3)分别设置在凸轮轴的两端,传动前段(1)与配气齿轮匹配连接,自由端(3)设置有支撑轴颈和油道螺堵,所述的中间凸轮轴(2)设置有凸轮单元(4)、支撑单元(5),凸轮单元(4)的左右两端分别与支撑单元(5)连接。所述的凸轮单元(4)的左端通过螺纹与支撑单元(5)连接,右端通过过盈配合与支撑单元(5)连接。本组合式凸轮轴各组成模块采取独立设计、加工,后经特殊装配组成成品凸轮轴,因此可以实现独