
一种飞轮打磨工艺.pdf

是你****盟主

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种飞轮打磨工艺.pdf
本发明公开了一种飞轮打磨工艺,包括如下步骤:(1)去毛刺:用研磨刷磨去飞轮表面的毛刺,用铁丝刷磨去飞轮孔洞内壁上的毛刺:(2)粗磨:将飞轮放置在砂轮机上打磨去除表面氧化层,打磨的时候用冷却水冲洗整个飞轮表面;(3)细磨:将经粗磨后的飞轮擦干,使用400‑600#的干磨砂纸对飞轮表面进行打磨;用球头刷打磨孔洞内壁。本发明通过去毛刺步骤清除掉飞轮表面的毛刺,便于后续操作的进行,再通过粗磨、细磨和精磨等步骤对飞轮进行了精细的打磨,使得打磨后的飞轮表面更加光滑、平整。

一种飞轮表面的打磨工艺.pdf
本发明公开了一种飞轮表面的打磨工艺,包括如下步骤:(1)去毛刺:用研磨刷磨去飞轮表面的毛刺,用铁丝刷磨去飞轮孔洞内壁上的毛刺:(2)粗磨:将经去毛刺处理后的飞轮擦干,使用400#‑600#的干磨砂纸对飞轮表面进行打磨;用球头刷打磨孔洞内壁;(3)细磨:将粗磨后的飞轮放置在水龙头下,并用1000#的水磨纸对飞轮表面进行打磨;另取一根细木棍,并将1000#的水磨纸粘接在木棍一端,然后对孔洞内壁进行打磨。本发明通过铁丝刷去除孔洞内壁上的毛刺,然后用球头刷对孔洞内壁进行粗磨,最后用1000#的水磨砂纸对内壁进行细
一种飞轮打磨方法.pdf
本发明公开了一种飞轮打磨方法,包括如下步骤:(1)粗磨:将飞轮放置在砂轮机上打磨去除表面氧化层,打磨的时候用冷却水冲洗整个飞轮表面;(2)细磨:将经粗磨后的飞轮擦干,使用300#‑500#的干磨砂纸对飞轮表面进行打磨;用球头刷打磨孔洞内壁;(3)精磨:将细磨后的飞轮放置在水龙头下,并用800#的水磨纸对飞轮表面进行打磨;另取一根细木棍,并将800#的水磨纸粘接在木棍一端,然后对孔洞内壁进行打磨;(4)干燥处理:将经过精磨后的飞轮直接用吹风机吹干。本发明通过粗磨、细磨和精磨等步骤使得打磨后的飞轮表面光滑、平

一种飞轮表面的打磨方法.pdf
本发明公开了一种飞轮表面的打磨方法,包括如下步骤:(1)去毛刺:用研磨刷磨去飞轮表面的毛刺,用铁丝刷磨去飞轮孔洞内壁上的毛刺:(2)粗磨:将飞轮放置在砂轮机上打磨去除表面氧化层,打磨的时候用冷却水冲洗整个飞轮表面;(3)细磨:将经粗磨后的飞轮擦干,使用400‑600#的干磨砂纸对飞轮表面进行打磨;用球头刷打磨孔洞内壁。本发明通过去毛刺步骤清除掉飞轮表面的毛刺,便于后续操作的进行,再通过粗磨、细磨等步骤使得打磨后的飞轮表面光滑、平整,整个打磨过程安全,不会对操作人员造成伤害。
一种具有夹持功能的飞轮打磨装置.pdf
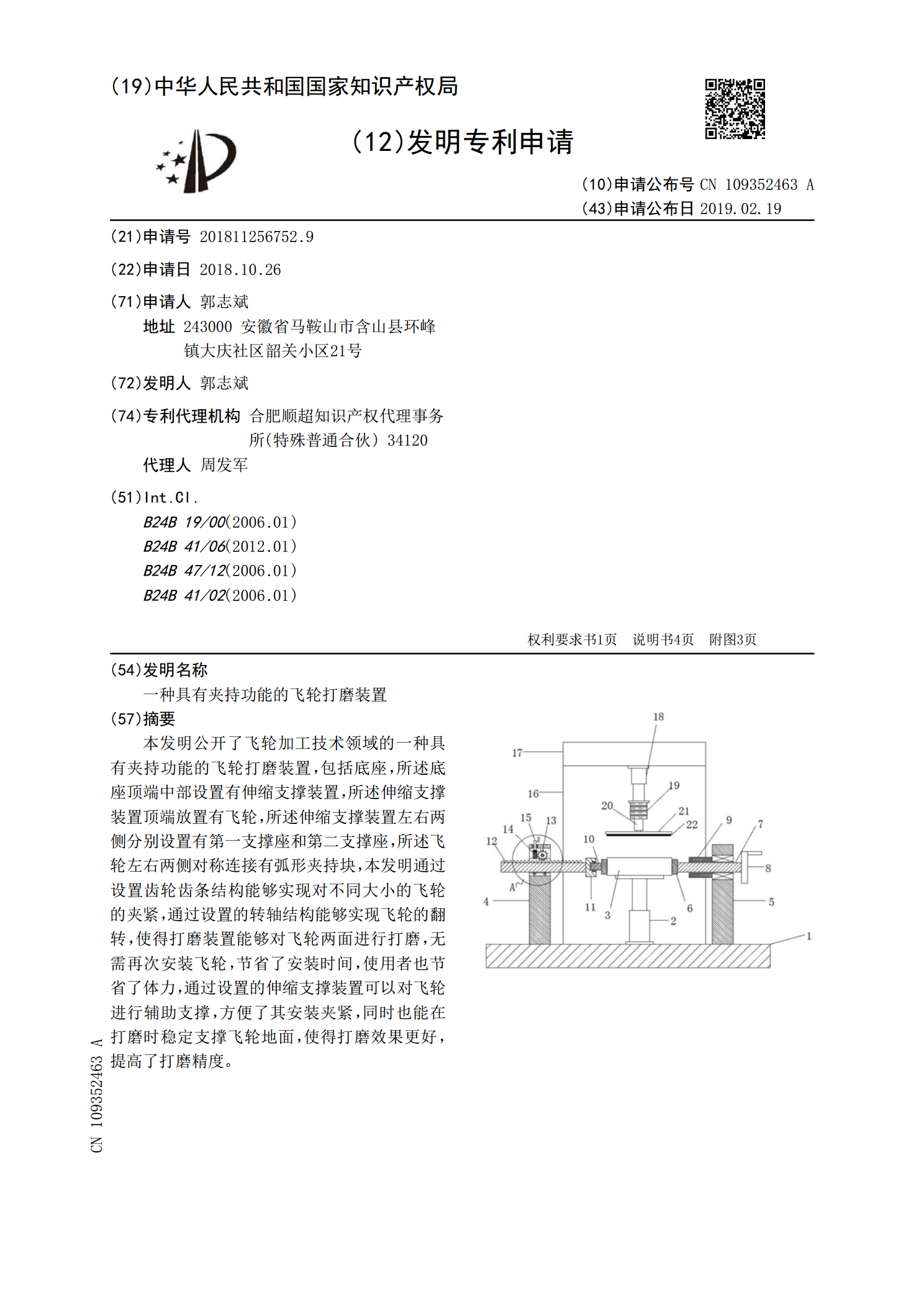
本发明公开了飞轮加工技术领域的一种具有夹持功能的飞轮打磨装置,包括底座,所述底座顶端中部设置有伸缩支撑装置,所述伸缩支撑装置顶端放置有飞轮,所述伸缩支撑装置左右两侧分别设置有第一支撑座和第二支撑座,所述飞轮左右两侧对称连接有弧形夹持块,本发明通过设置齿轮齿条结构能够实现对不同大小的飞轮的夹紧,通过设置的转轴结构能够实现飞轮的翻转,使得打磨装置能够对飞轮两面进行打磨,无需再次安装飞轮,节省了安装时间,使用者也节省了体力,通过设置的伸缩支撑装置可以对飞轮进行辅助支撑,方便了其安装夹紧,同时也能在打磨时稳定支撑