
一种弹头检测的装夹装置.pdf

努力****妙风

1/8

2/8
3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种弹头检测的装夹装置.pdf
本发明属于枪炮弹头制造技术领域,具体涉及一种弹头检测的装夹装置,包括倒置的T形夹具座,直立板的下端中部固定镶嵌有微型电机,微型电机包括传动轮,轴承内穿设有主轴,主轴的左侧固定设有从动轮,传动轮与从动轮之间设有传动带,主轴穿过直立板的右端头设有气囊式膨胀头,直立板上设有定位芯套,横底板的右前端上表面固定设有气缸,定位芯套的下端固定设有导向件,导向件包括上端固定块和下端的卡圈,伸缩柱穿设于卡圈内,滑块的内U形底面和固定块之间固定设有压缩弹簧,滑块的左右上端呈向内弯曲的弧形体,弧形体中部夹设有滚轮。其目的是:解
一种装夹结构、装夹装置.pdf
本发明公开了一种装夹结构,包括支撑部、压紧部、定位部,所述支撑部包括至少两个支撑体,所述支撑体具有支撑端面;所述压紧部包括至少一个压紧体,所述压紧体与所述支撑端面之间形成第一存放空隙;所述定位部包括至少两个定位体,所述定位体具有定位侧面,所述定位侧面之间形成第二存放空隙,所述第二存放空隙与所述第一存放空隙形成用于放置零部件的存放空间。本发明还提供了包括上述装夹结构的装夹装置。装夹结构的两个支撑体通过支撑端面能够用于将零部件支撑住,结合压紧体,能够将零部件在端面方向上进行固定;至少两个定位体再通过定位侧面将

一种装夹装置.pdf
本发明公开了一种装夹装置,包括基座,所述基座设有圆形空腔,圆形空腔内匹配设置有组合式转盘;组合式环形转盘由带外齿的内转盘和带内齿的外转盘相啮合组成;还设有夹持机构,夹持机构与内转盘连接;基座和外转盘之间匹配设置有可活动连接的定位压键。本发明装夹装置通过采用组合式转盘和夹持机构连接同步工作,能快速地将被测工件装夹到稳定的位置,能对体积较大的物体产生更大的夹持力,能更牢固地夹持物体;对体积较小的物体减小压力,能减小对物体造成形变的影响;组合式转盘加大了定位受力的面积,稳定了夹持力,能更牢固地夹持物体;通过采用

一种装夹装置.pdf
本发明涉及一种装夹装置,包括吊装爪,所述的吊装爪下端设有转位锁紧夹具,吊装爪连接钢丝绳,经过滑轮连接配重块,所述的配重块下端设有凸轮。从而解决了液压泵的花键或平键轴对孔安装省力、高效的问题。极大地减少了装夹劳动强度,具有省力、高效的特点。
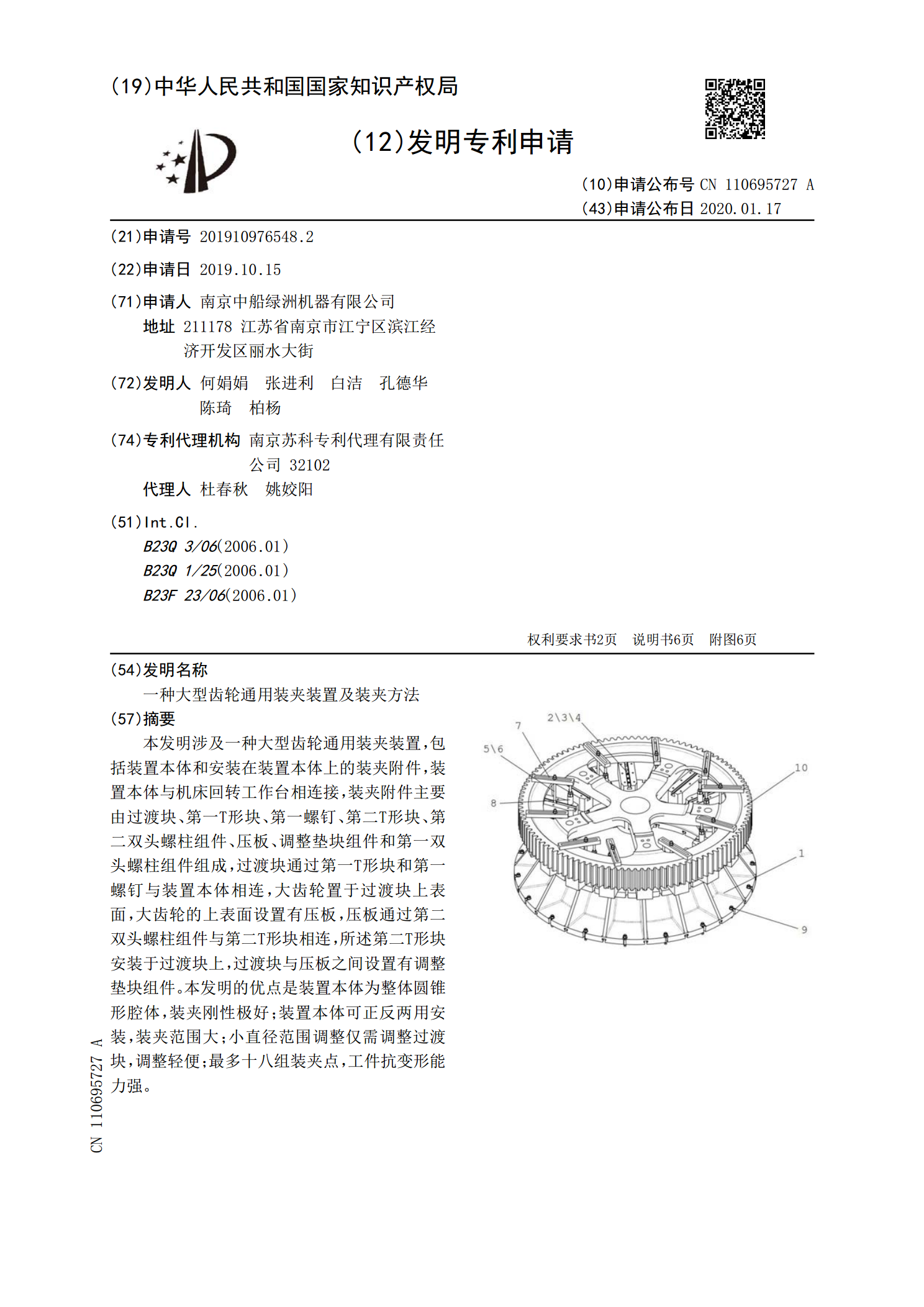
一种大型齿轮通用装夹装置及装夹方法.pdf
本发明涉及一种大型齿轮通用装夹装置,包括装置本体和安装在装置本体上的装夹附件,装置本体与机床回转工作台相连接,装夹附件主要由过渡块、第一T形块、第一螺钉、第二T形块、第二双头螺柱组件、压板、调整垫块组件和第一双头螺柱组件组成,过渡块通过第一T形块和第一螺钉与装置本体相连,大齿轮置于过渡块上表面,大齿轮的上表面设置有压板,压板通过第二双头螺柱组件与第二T形块相连,所述第二T形块安装于过渡块上,过渡块与压板之间设置有调整垫块组件。本发明的优点是装置本体为整体圆锥形腔体,装夹刚性极好;装置本体可正反两用安装,装