
一种双端面磨床的进给补偿机构.pdf

书生****专家


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种双端面磨床的进给补偿机构.pdf
本发明涉及一种双端面磨床的进给补偿机构,包括砂轮气缸、砂轮以及连接于砂轮气缸和砂轮之间的限位块,限位块连接有滚珠丝杠,滚珠丝杠连接有轴承,轴承连接有谐波减速器,谐波减速器连接有步进电机。本发明的有益效果是:用谐波减速器是利用柔性元件可控的弹性变形实现运动的传递或动力传递,与原减速机构相比,具有传动比大,精度高,结构紧凑,使用方便等优点;间隙可调式滚珠丝杠副,将原来的滑动摩擦变为滚动摩擦,摩擦损失小,经适当预紧后,定位精度高,可保证使用传动精度。

一种双端面磨床.pdf
本发明提供了一种双端面磨床。所述双端面磨床包括床身、砂轮修整器组件、送料组件,以及位于床身上的主轴、主轴组件,砂轮、主轴电机、电机组、丝杠,所述砂轮安装在主轴的一端,所述砂轮修整器组件壳体与防尘罩合为一体,对砂轮起到防护作用,所述主轴组件安装在主轴上,所述丝杠一端和电机组相连,且所述丝杠和主轴组件相连,所述电机组控制丝杠转动,所述丝杠带动主轴组件左右移动,从而实现磨削过程中的进给运动,所述主轴电机用于驱动砂轮和主轴旋转,从而实现磨削运动。通过本发明提供的技术方案,机床的进给运动采用PLC或数控控制步进电机
一种双端面磨床.pdf
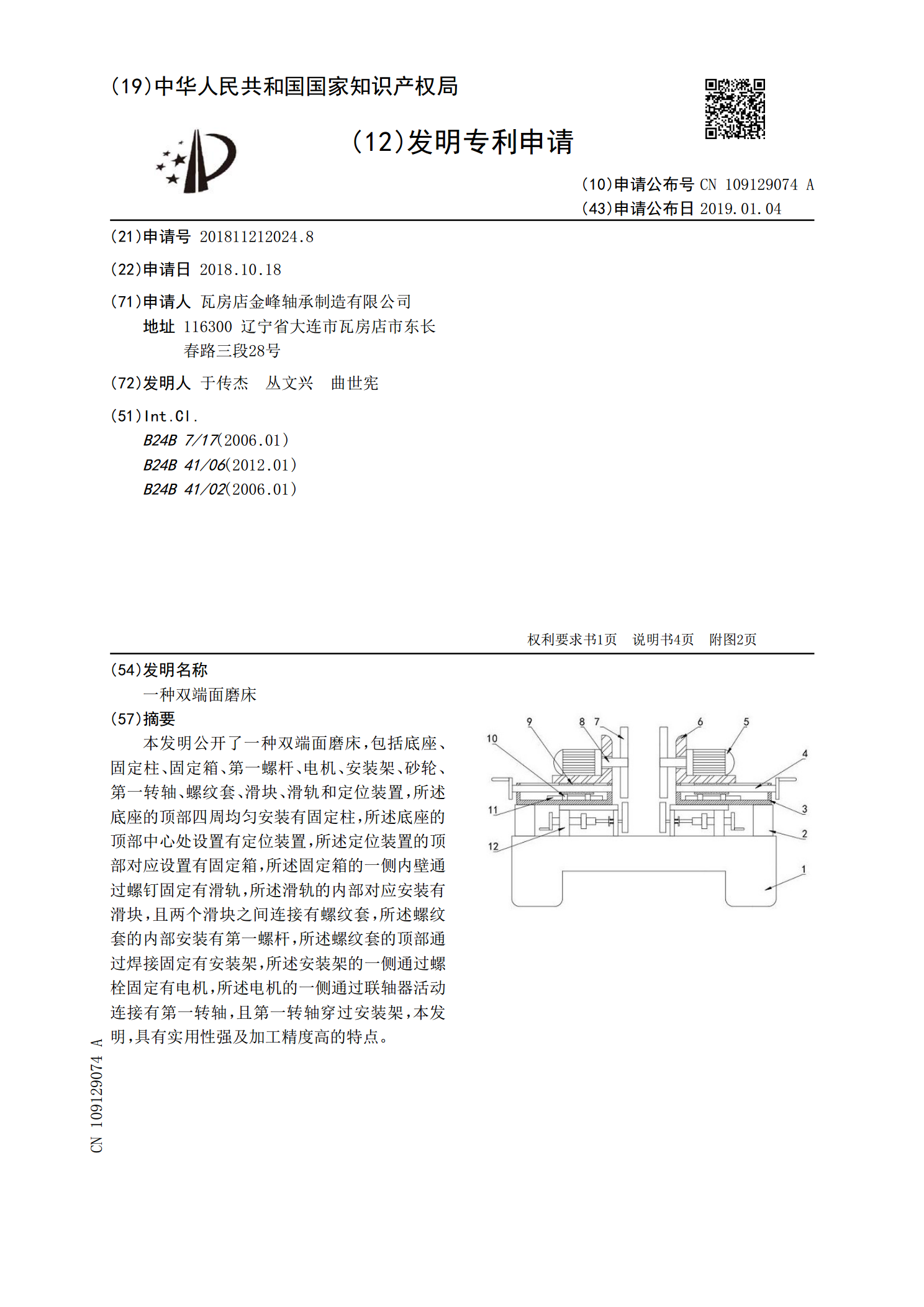
本发明公开了一种双端面磨床,包括底座、固定柱、固定箱、第一螺杆、电机、安装架、砂轮、第一转轴、螺纹套、滑块、滑轨和定位装置,所述底座的顶部四周均匀安装有固定柱,所述底座的顶部中心处设置有定位装置,所述定位装置的顶部对应设置有固定箱,所述固定箱的一侧内壁通过螺钉固定有滑轨,所述滑轨的内部对应安装有滑块,且两个滑块之间连接有螺纹套,所述螺纹套的内部安装有第一螺杆,所述螺纹套的顶部通过焊接固定有安装架,所述安装架的一侧通过螺栓固定有电机,所述电机的一侧通过联轴器活动连接有第一转轴,且第一转轴穿过安装架,本发明,
双端面磨床的自动补偿调节装置及其补偿调节方法.pdf
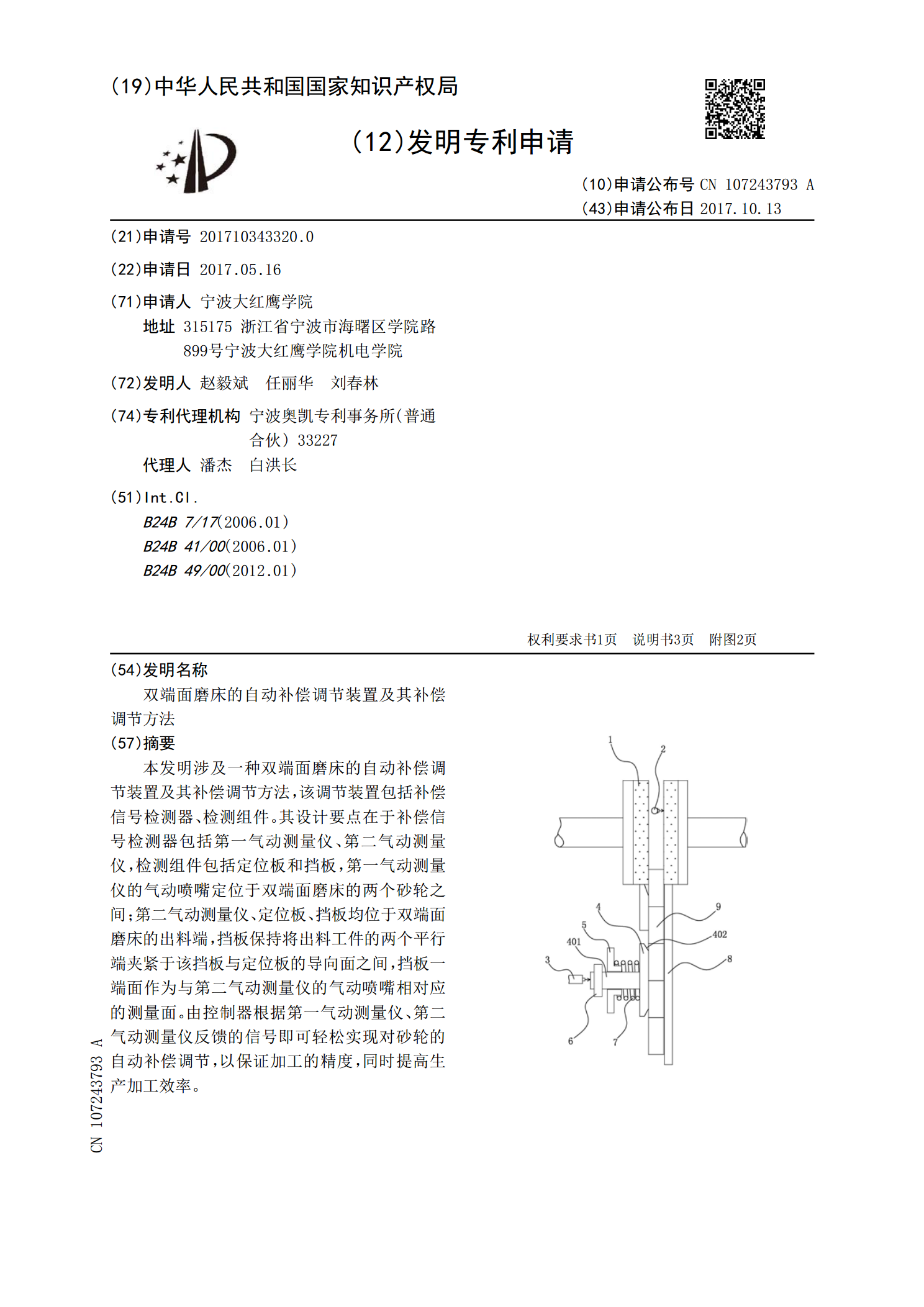
本发明涉及一种双端面磨床的自动补偿调节装置及其补偿调节方法,该调节装置包括补偿信号检测器、检测组件。其设计要点在于补偿信号检测器包括第一气动测量仪、第二气动测量仪,检测组件包括定位板和挡板,第一气动测量仪的气动喷嘴定位于双端面磨床的两个砂轮之间;第二气动测量仪、定位板、挡板均位于双端面磨床的出料端,挡板保持将出料工件的两个平行端夹紧于该挡板与定位板的导向面之间,挡板一端面作为与第二气动测量仪的气动喷嘴相对应的测量面。由控制器根据第一气动测量仪、第二气动测量仪反馈的信号即可轻松实现对砂轮的自动补偿调节,以保

双端面立式磨床的磨盘摆动机构.pdf
双端面立式磨床的磨盘摆动机构,包括传动齿轮、连杆、轴台柄、摆动轴、磨盘机箱。连杆一端销接在传动齿轮的销孔上,连杆另一端销接在轴台柄上;轴台柄固定在摆动轴上,摆动轴安装在两个轴承上,摆动轴的顶端固定了磨盘机箱。当传动齿轮旋转时,销接在传动齿轮上面的连杆牵动轴台柄摆动,和轴台柄固定在一起的摆动轴连同磨盘机箱和磨盘也随之摆动。当连杆和轴台柄的对称平面重合时,本发明设置为磨盘进入上下砂轮之间参与磨削;传动齿轮再转过一定角度,磨盘转出砂轮之间,卸下弹簧成品和装上待加工弹簧。本发明在砂轮的两侧设置磨盘摆动机构,在卸料