
组合结构的人字齿轮及其加工方法.pdf

邻家****66


1/9
2/9
3/9

4/9

5/9

6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
组合结构的人字齿轮及其加工方法.pdf
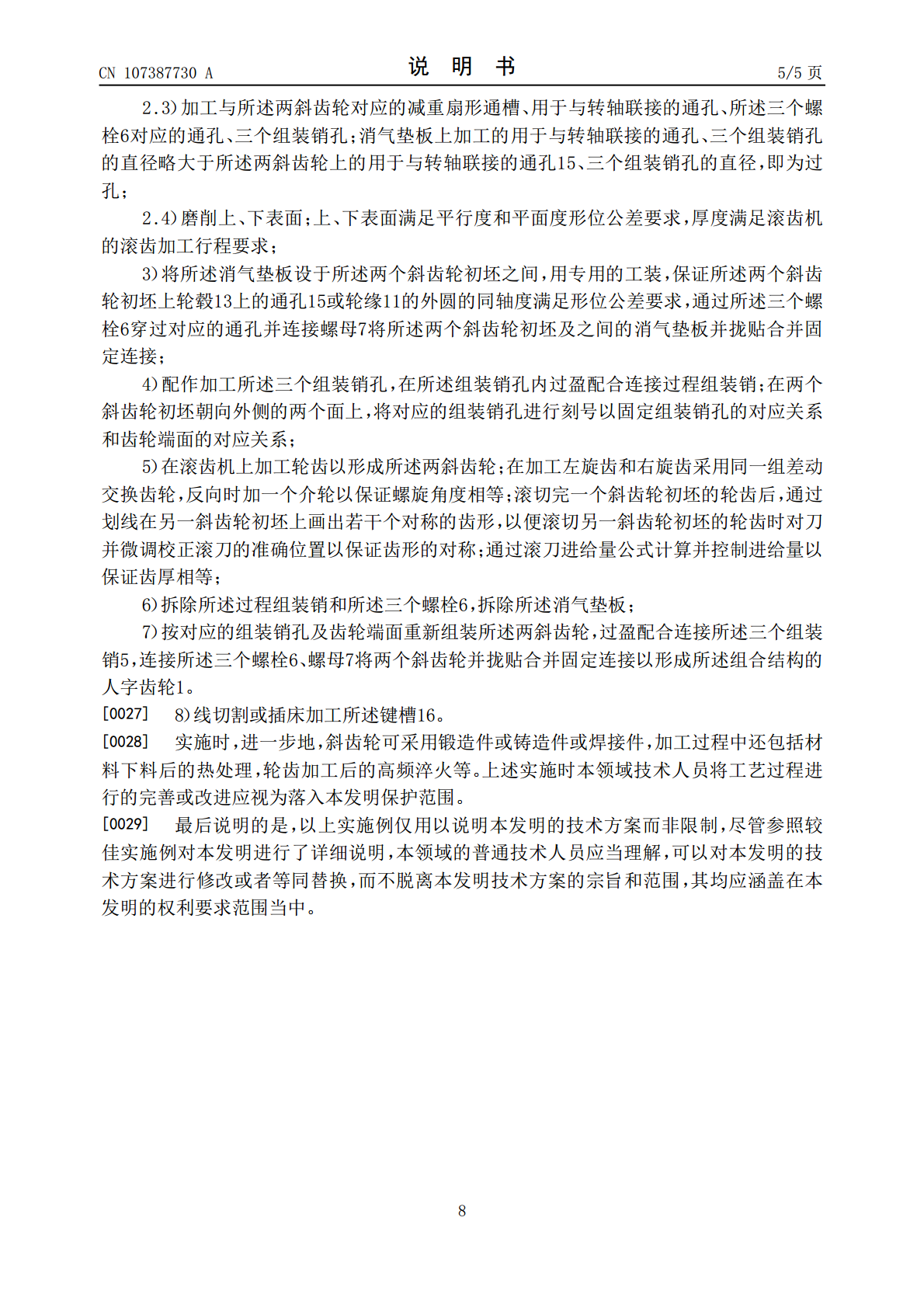
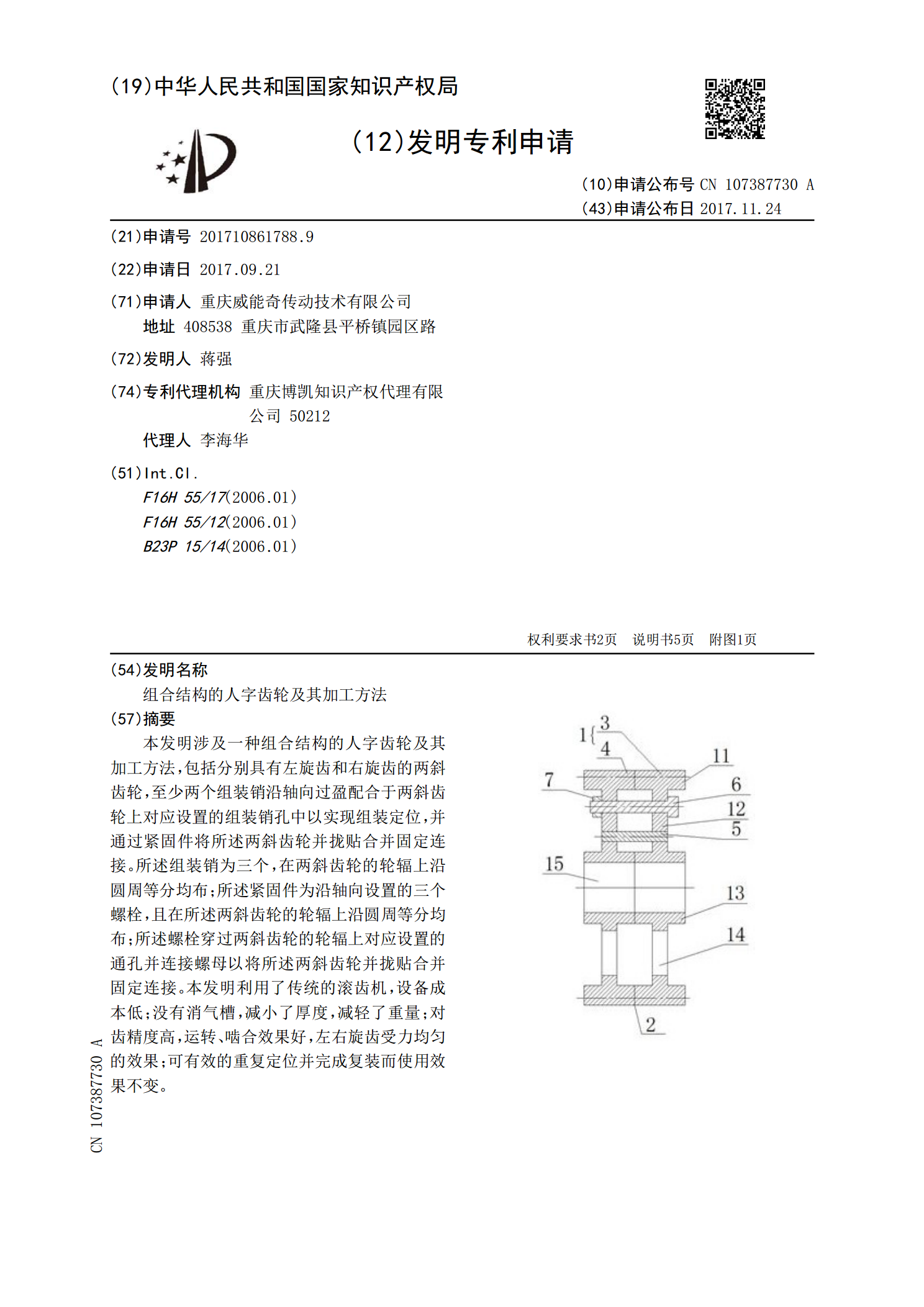
本发明涉及一种组合结构的人字齿轮及其加工方法,包括分别具有左旋齿和右旋齿的两斜齿轮,至少两个组装销沿轴向过盈配合于两斜齿轮上对应设置的组装销孔中以实现组装定位,并通过紧固件将所述两斜齿轮并拢贴合并固定连接。所述组装销为三个,在两斜齿轮的轮辐上沿圆周等分均布;所述紧固件为沿轴向设置的三个螺栓,且在所述两斜齿轮的轮辐上沿圆周等分均布;所述螺栓穿过两斜齿轮的轮辐上对应设置的通孔并连接螺母以将所述两斜齿轮并拢贴合并固定连接。本发明利用了传统的滚齿机,设备成本低;没有消气槽,减小了厚度,减轻了重量;对齿精度高,运转

人字齿面齿轮传动机构及其人字齿面齿轮的铣齿加工方法.pdf
本发明公开了一种人字齿面齿轮传动机构,包括人字齿面齿轮和人字齿圆柱齿轮,人字齿面齿轮包括圆盘形轮体和齿轮轴,圆盘形轮体的一侧表面设有环形分布的第一人字齿,人字齿圆柱齿轮的轮体外圆周上设置有第二人字齿,第一人字齿由对接呈人字形的第一右旋轮齿和第一左旋轮齿组成,第二人字齿由对接呈人字形的第二左旋轮齿和第二右旋轮齿组成,第二左旋轮齿与第一右旋轮齿相啮合,第二右旋轮齿与第一左旋轮齿相啮合。本发明还公开了一种人字齿面齿轮传动机构中人字齿面齿轮的铣齿加工方法。本发明人字齿面齿轮传动机构的承载能力大,啮合性能好,传动平

一种组合式人字齿轮结构.pdf
本发明涉及一种组合式人字齿轮结构,包括轴、右旋单斜齿轮和左旋单斜齿轮,所述右旋单斜齿轮和左旋单斜齿轮旋向相反,还包括设置在所述右旋单斜齿轮和左旋单斜齿轮中间的隔环,所述右旋单斜齿轮、左旋单斜齿轮和隔环通过键与轴配合连接。通过一种组合式人字齿轮结构,可采用分体式锻打,加工方法灵活,加工机床选择多,节省加工时间,降低了成本。
一种组合式人字齿轮结构.pdf
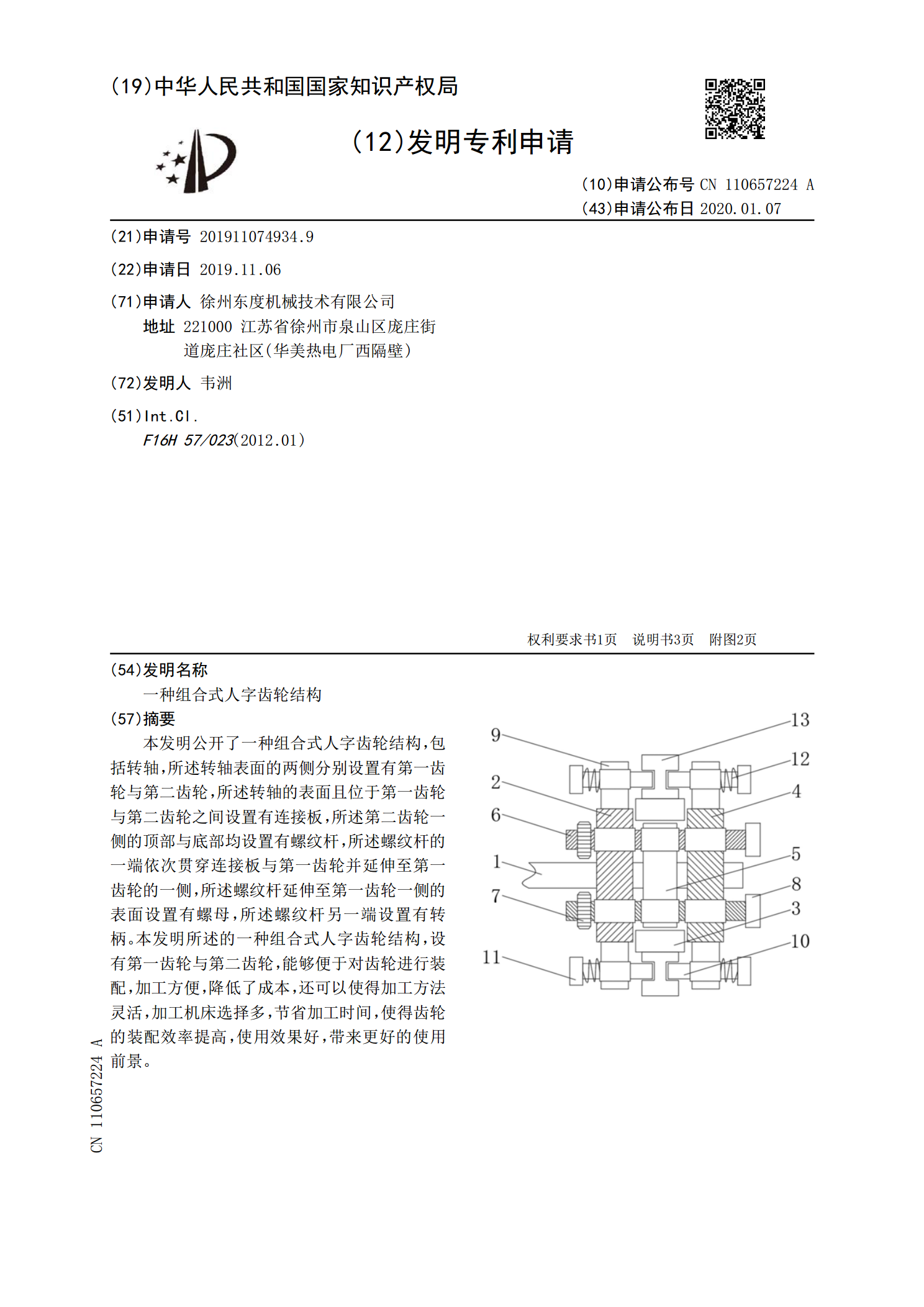
本发明公开了一种组合式人字齿轮结构,包括转轴,所述转轴表面的两侧分别设置有第一齿轮与第二齿轮,所述转轴的表面且位于第一齿轮与第二齿轮之间设置有连接板,所述第二齿轮一侧的顶部与底部均设置有螺纹杆,所述螺纹杆的一端依次贯穿连接板与第一齿轮并延伸至第一齿轮的一侧,所述螺纹杆延伸至第一齿轮一侧的表面设置有螺母,所述螺纹杆另一端设置有转柄。本发明所述的一种组合式人字齿轮结构,设有第一齿轮与第二齿轮,能够便于对齿轮进行装配,加工方便,降低了成本,还可以使得加工方法灵活,加工机床选择多,节省加工时间,使得齿轮的装配效率

一种组合式人字齿轮结构.pdf
本发明涉及一种组合式人字齿轮结构,包括轴、右旋单斜齿轮和左旋单斜齿轮,所述右旋单斜齿轮和左旋单斜齿轮旋向相反,还包括设置在所述右旋单斜齿轮和左旋单斜齿轮中间的隔环,所述右旋单斜齿轮、左旋单斜齿轮和隔环通过键与轴配合连接。通过一种组合式人字齿轮结构,可采用分体式锻打,加工方法灵活,加工机床选择多,节省加工时间,降低了成本。