
高炉铁口岗位.doc

天马****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

高炉铁口岗位.doc
高炉铁口岗位安全作业应知应会手册一、“应知”部分(一)岗位名称及作业任务岗位名称炼铁厂高炉铁口岗位主要作业任务1、班前、班中认真检查开口机工作情况、大沟侵蚀情况、铁口深度及其它异常情况2、若铁口潮,在铁口钻入70%时用压缩空气吹扫铁口,防止潮铁口出铁;开口时根据铁口深度,炉温高低掌握好出铁时间3、开口机换钢钎时严禁用手直接接触钢钎,应先卸下接头,接好钢钎后,用铁钩安装4、铁中保证铁流顺畅,密切监视大沟防止渣铁外溢5、出完铁后大沟内渣块必须及时清理,无特殊情况退炮后20分钟内具备出铁条件6、负责除尘罩的高低

高炉铁口岗位.doc
最新可编辑word文档最新可编辑word文档最新可编辑word文档高炉铁口岗位安全作业应知应会手册一、“应知”部分(一)岗位名称及作业任务岗位名称炼铁厂高炉铁口岗位主要作业任务1、班前、班中认真检查开口机工作情况、大沟侵蚀情况、铁口深度及其它异常情况2、若铁口潮,在铁口钻入70%时用压缩空气吹扫铁口,防止潮铁口出铁;开口时根据铁口深度,炉温高低掌握好出铁时间3、开口机换钢钎时严禁用手直接接触钢钎,应先卸下接头,接好钢钎后,用铁钩安装4、铁中保证铁流顺畅,密切监视大沟防止渣铁外溢5、出完铁后大沟内渣块必须及
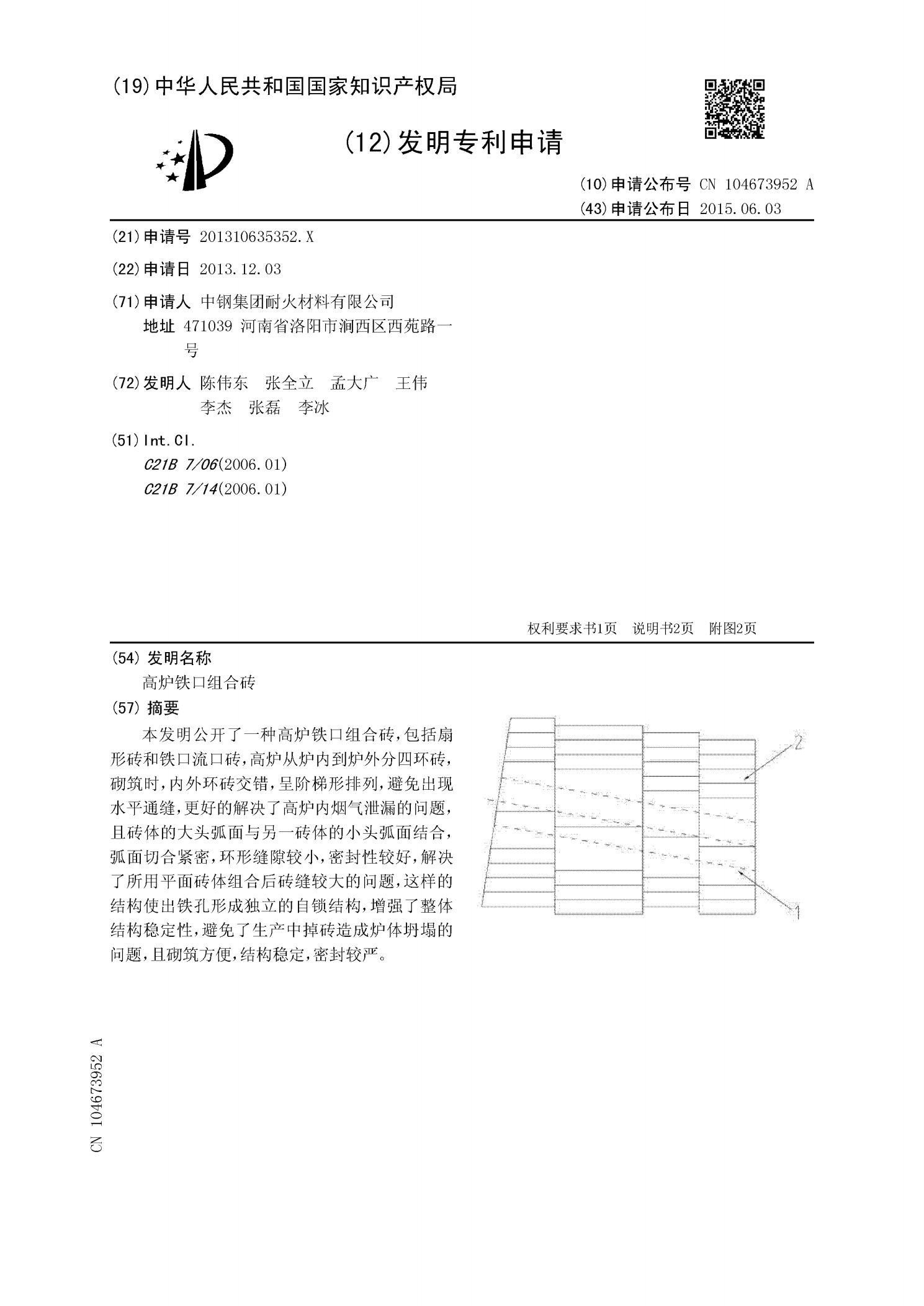
高炉铁口组合砖.pdf
本发明公开了一种高炉铁口组合砖,包括扇形砖和铁口流口砖,高炉从炉内到炉外分四环砖,砌筑时,内外环砖交错,呈阶梯形排列,避免出现水平通缝,更好的解决了高炉内烟气泄漏的问题,且砖体的大头弧面与另一砖体的小头弧面结合,弧面切合紧密,环形缝隙较小,密封性较好,解决了所用平面砖体组合后砖缝较大的问题,这样的结构使出铁孔形成独立的自锁结构,增强了整体结构稳定性,避免了生产中掉砖造成炉体坍塌的问题,且砌筑方便,结构稳定,密封较严。
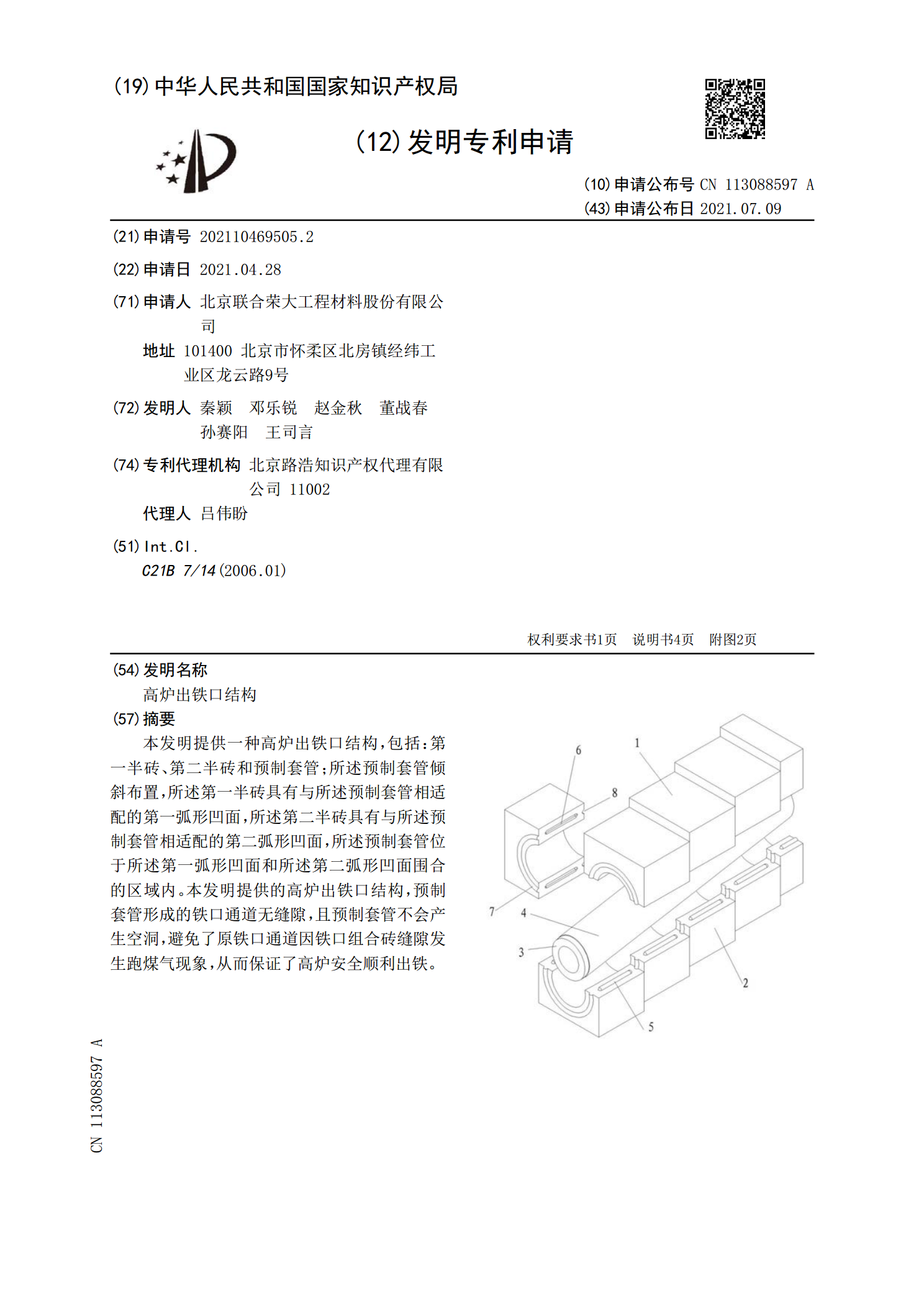
高炉出铁口结构.pdf
本发明提供一种高炉出铁口结构,包括:第一半砖、第二半砖和预制套管;所述预制套管倾斜布置,所述第一半砖具有与所述预制套管相适配的第一弧形凹面,所述第二半砖具有与所述预制套管相适配的第二弧形凹面,所述预制套管位于所述第一弧形凹面和所述第二弧形凹面围合的区域内。本发明提供的高炉出铁口结构,预制套管形成的铁口通道无缝隙,且预制套管不会产生空洞,避免了原铁口通道因铁口组合砖缝隙发生跑煤气现象,从而保证了高炉安全顺利出铁。
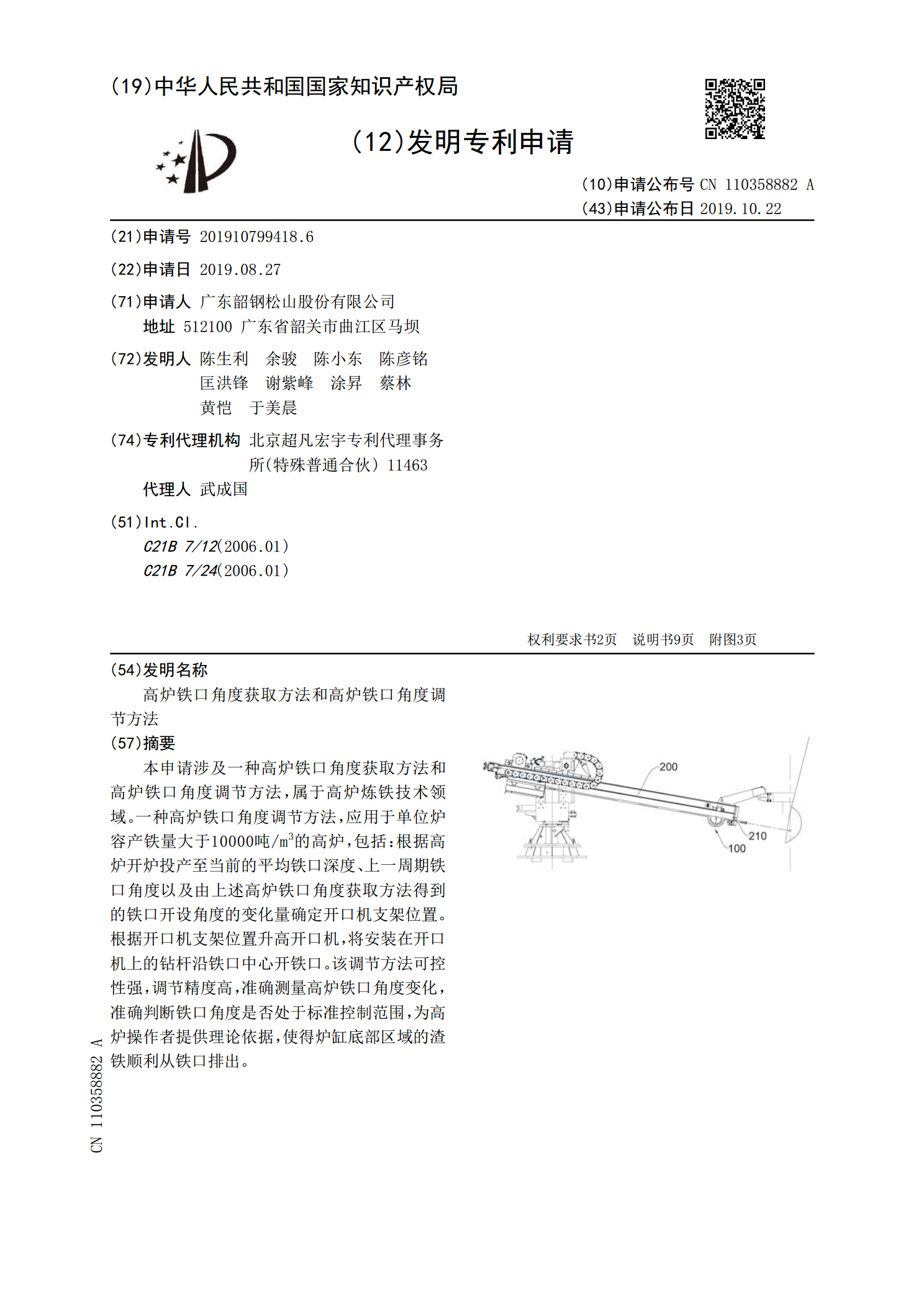
高炉铁口角度获取方法和高炉铁口角度调节方法.pdf
本申请涉及一种高炉铁口角度获取方法和高炉铁口角度调节方法,属于高炉炼铁技术领域。一种高炉铁口角度调节方法,应用于单位炉容产铁量大于10000吨/m