
齿轮倒角装置及具备该齿轮倒角装置的齿轮加工机械.pdf

一吃****仪凡


1/10
2/10

3/10

4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
齿轮倒角装置及具备该齿轮倒角装置的齿轮加工机械.pdf
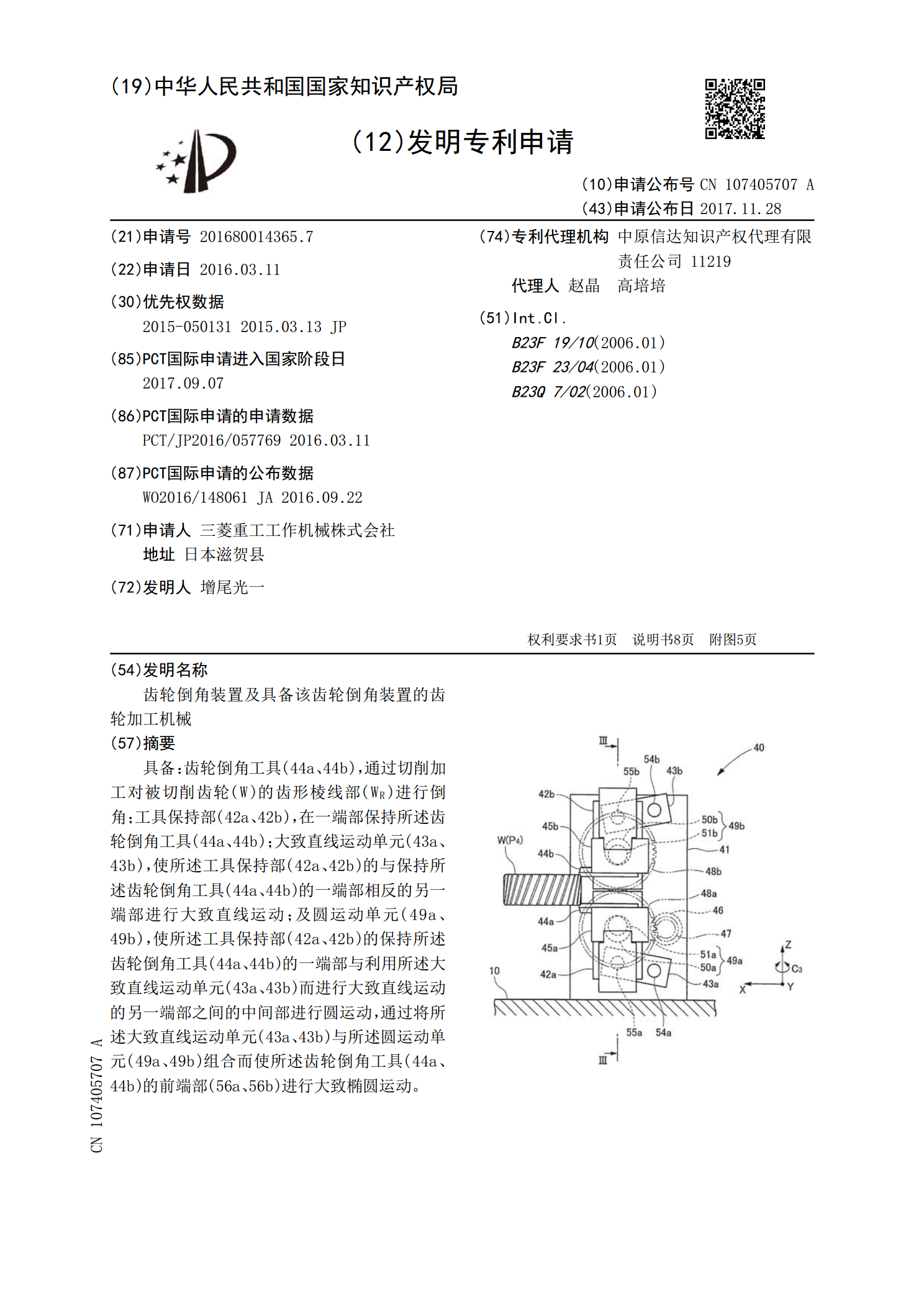
具备:齿轮倒角工具(44a、44b),通过切削加工对被切削齿轮(W)的齿形棱线部(W

倒角装置及具备该倒角装置的齿轮加工机.pdf
本发明提供一种能够以简单的结构容易地进行倒角刀具及去飞边刀具相对于工件的位置调整的倒角装置。所述倒角装置具备:倒角刀具(31);具有与倒角刀具的直径不同的直径的去飞边刀具(32);将倒角刀具(31)及去飞边刀具(32)支承为能够旋转,且能够将倒角刀具(31)及去飞边刀具(32)相对于工件(W)进行位置调整的刀具回转台(35);刀具前后输送台(42);基台(43),以能够将刀具前后输送台(42)相对于工件(W)进行单轴进给的方式配置工件(W)、倒角刀具(31)和去飞边刀具(32),倒角刀具(31)和去飞边刀

齿轮径向倒角的检验装置.pdf
本发明提供了一种齿轮径向倒角的检验装置,属于物理技术领域。它解决了现有的齿轮径向倒角检验方法对检验工的经验素质要求高且存在着效率低且无法保证经检验产品的合格率的问题。本齿轮径向倒角的检验装置,包括一板状的模板和提示件,所述的模板的一板面具有若干个能与标准齿轮径向倒角一一对应的凸体,所述的模板和提示件之间设有连接机构,当待测齿轮与凸体相抵靠后提示件能够产生对应的提示信息。本齿轮径向倒角的检验装置利用两工件正确配合与两工件错误配合而产生的长度不同的原理。本齿轮径向倒角的检验装置具有结构简单、设计合理、使用方便

齿轮径向倒角的检验装置.pdf
本发明提供了一种齿轮径向倒角的检验装置,属于物理技术领域。它解决了现有的齿轮径向倒角检验方法对检验工的经验素质要求高且存在着效率低且无法保证经检验产品的合格率的问题。本齿轮径向倒角的检验装置,包括一板状的模板和提示件,所述的模板的一板面具有若干个能与标准齿轮径向倒角一一对应的凸体,所述的模板和提示件之间设有连接机构,当待测齿轮与凸体相抵靠后提示件能够产生对应的提示信息。本齿轮径向倒角的检验装置利用两工件正确配合与两工件错误配合而产生的长度不同的原理。本齿轮径向倒角的检验装置具有结构简单、设计合理、使用方便
一种齿轮加工用倒角装置.pdf
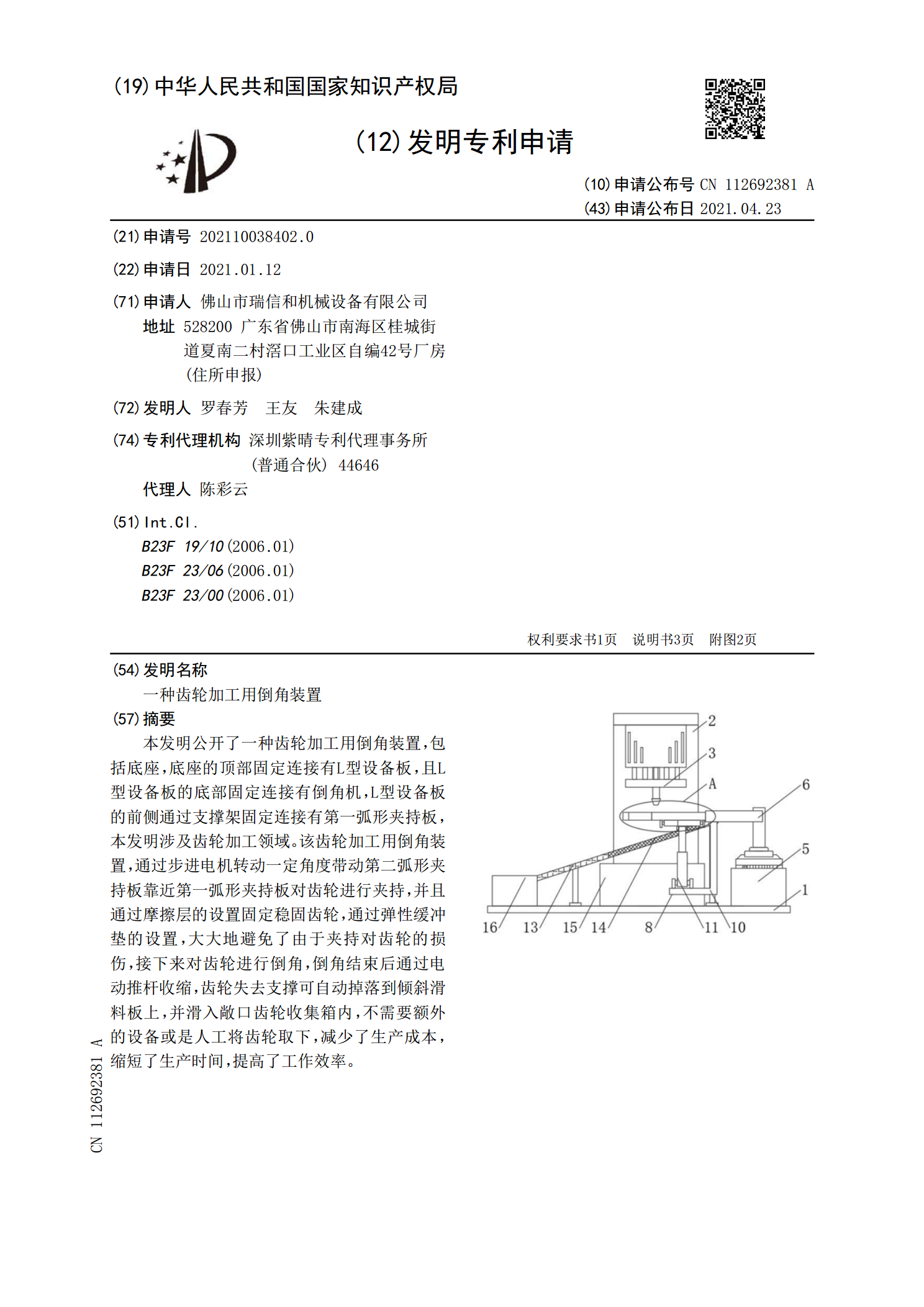
本发明公开了一种齿轮加工用倒角装置,包括底座,底座的顶部固定连接有L型设备板,且L型设备板的底部固定连接有倒角机,L型设备板的前侧通过支撑架固定连接有第一弧形夹持板,本发明涉及齿轮加工领域。该齿轮加工用倒角装置,通过步进电机转动一定角度带动第二弧形夹持板靠近第一弧形夹持板对齿轮进行夹持,并且通过摩擦层的设置固定稳固齿轮,通过弹性缓冲垫的设置,大大地避免了由于夹持对齿轮的损伤,接下来对齿轮进行倒角,倒角结束后通过电动推杆收缩,齿轮失去支撑可自动掉落到倾斜滑料板上,并滑入敞口齿轮收集箱内,不需要额外的设备或是