
凸轮式摆动进给的螺纹加工装置.pdf

论文****轩吖

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
凸轮式摆动进给的螺纹加工装置.pdf
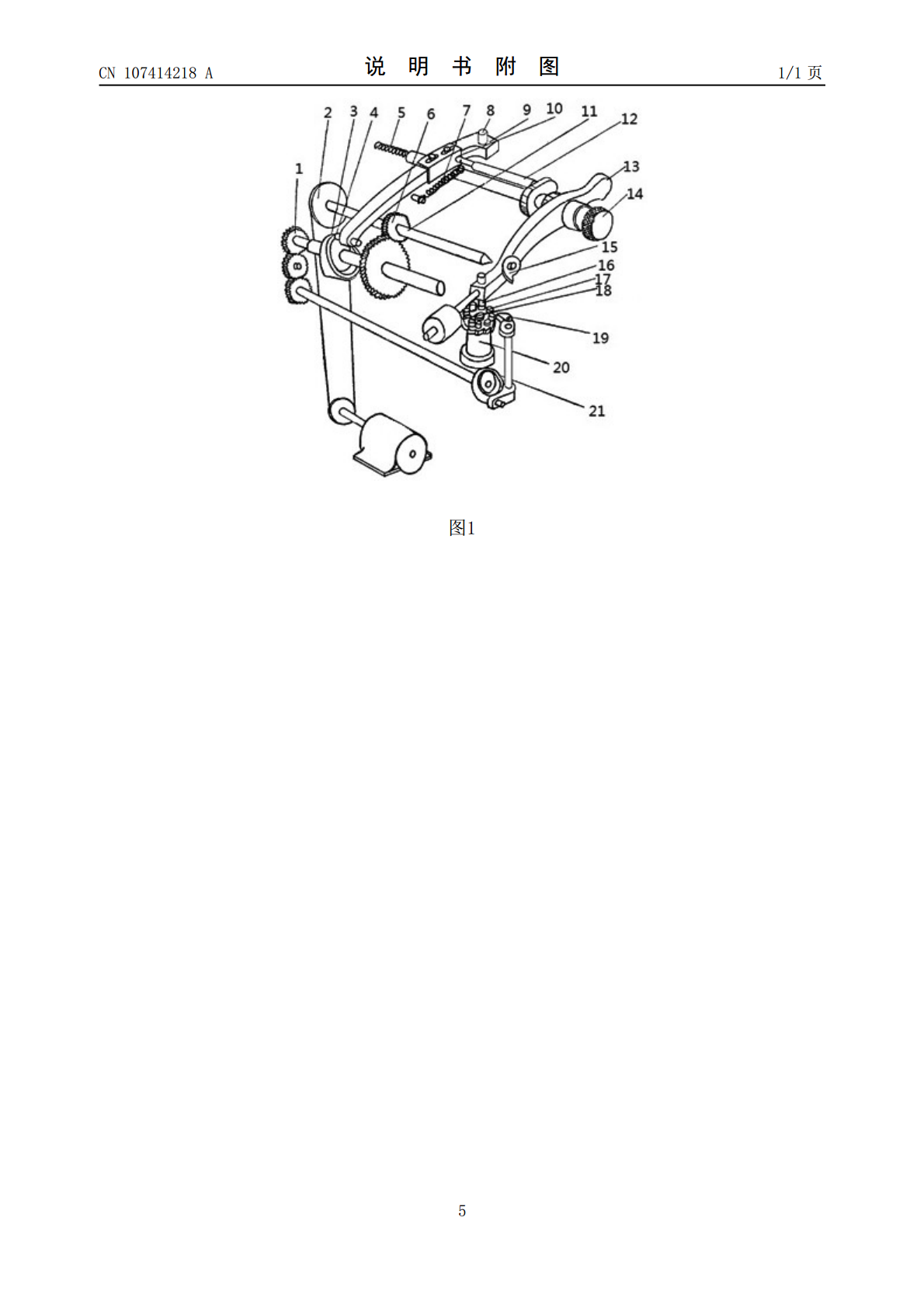
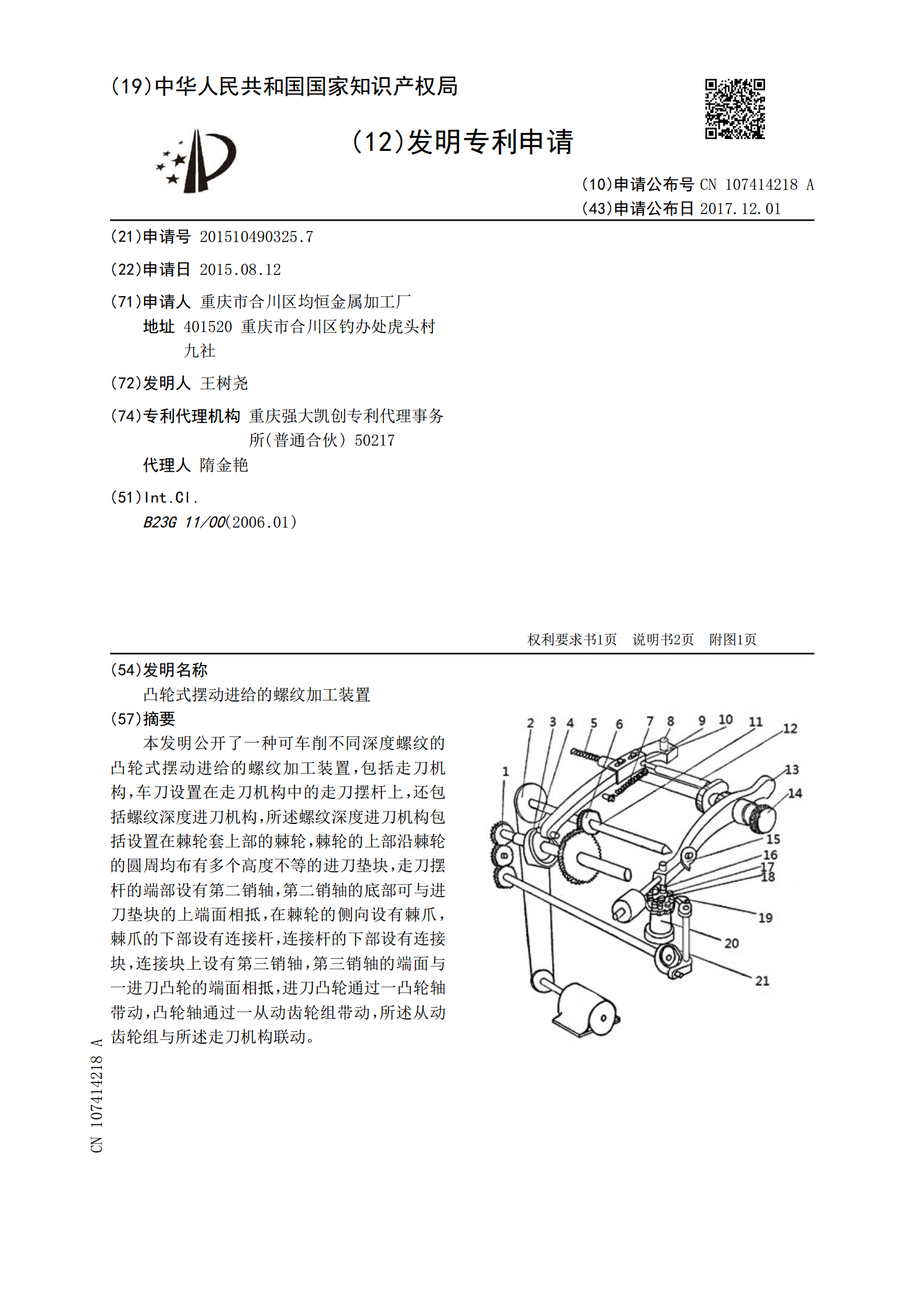
本发明公开了一种可车削不同深度螺纹的凸轮式摆动进给的螺纹加工装置,包括走刀机构,车刀设置在走刀机构中的走刀摆杆上,还包括螺纹深度进刀机构,所述螺纹深度进刀机构包括设置在棘轮套上部的棘轮,棘轮的上部沿棘轮的圆周均布有多个高度不等的进刀垫块,走刀摆杆的端部设有第二销轴,第二销轴的底部可与进刀垫块的上端面相抵,在棘轮的侧向设有棘爪,棘爪的下部设有连接杆,连接杆的下部设有连接块,连接块上设有第三销轴,第三销轴的端面与一进刀凸轮的端面相抵,进刀凸轮通过一凸轮轴带动,凸轮轴通过一从动齿轮组带动,所述从动齿轮组与所述走

往复摆动进给装置.pdf
本发明公开了一种往复摆动进给装置,以解决现有技术中机床上人工调节工件位置效率低的问题。包括设有滑动通道的机台,还包括在滑动通道内滑动的滑杆、与滑杆一端铰接的摆杆、与滑杆另一端螺纹连接的固定框、摆杆两侧的限位开关、固定在机台上的齿条、与齿条啮合的齿轮和与齿轮同轴固定的可伸缩的夹爪,固定框上转动连接有轴,轴上固定有齿轮和夹爪。本发明结构简单,操作方便,效率高。
一种用于螺纹钢加工的进给装置.pdf
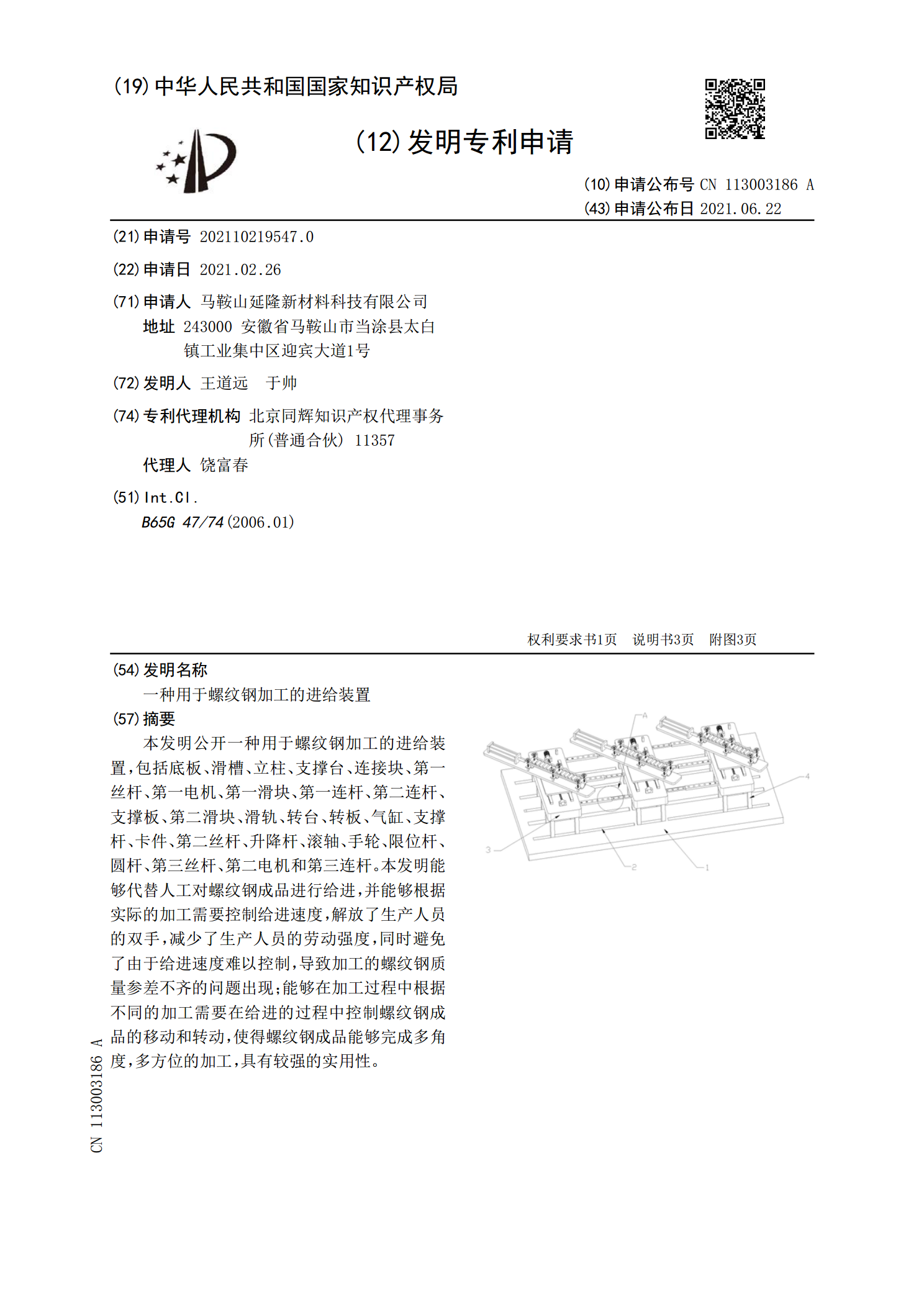
本发明公开一种用于螺纹钢加工的进给装置,包括底板、滑槽、立柱、支撑台、连接块、第一丝杆、第一电机、第一滑块、第一连杆、第二连杆、支撑板、第二滑块、滑轨、转台、转板、气缸、支撑杆、卡件、第二丝杆、升降杆、滚轴、手轮、限位杆、圆杆、第三丝杆、第二电机和第三连杆。本发明能够代替人工对螺纹钢成品进行给进,并能够根据实际的加工需要控制给进速度,解放了生产人员的双手,减少了生产人员的劳动强度,同时避免了由于给进速度难以控制,导致加工的螺纹钢质量参差不齐的问题出现;能够在加工过程中根据不同的加工需要在给进的过程中控制螺
叶轮式塑料管件的进给装置.pdf
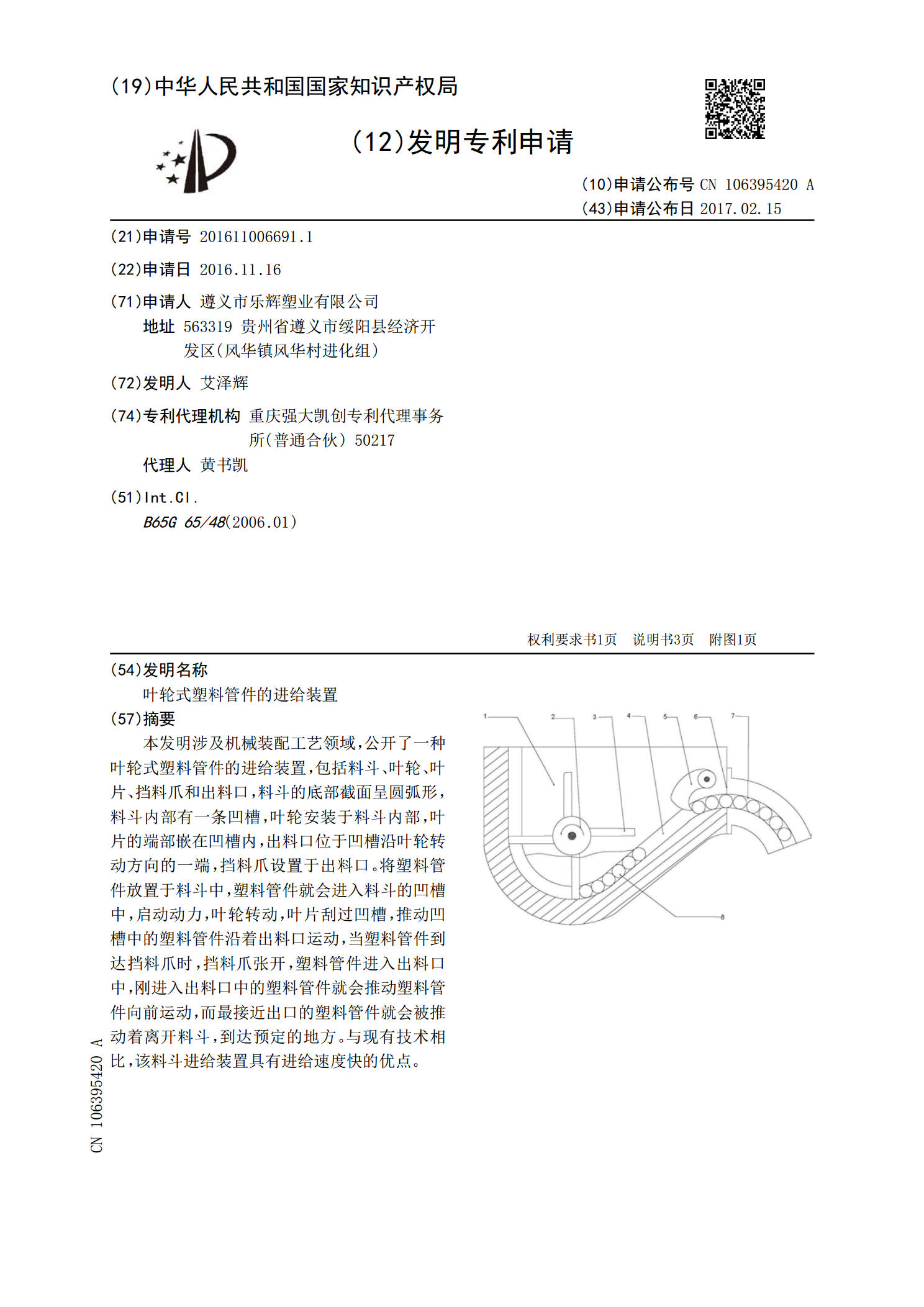
本发明涉及机械装配工艺领域,公开了一种叶轮式塑料管件的进给装置,包括料斗、叶轮、叶片、挡料爪和出料口,料斗的底部截面呈圆弧形,料斗内部有一条凹槽,叶轮安装于料斗内部,叶片的端部嵌在凹槽内,出料口位于凹槽沿叶轮转动方向的一端,挡料爪设置于出料口。将塑料管件放置于料斗中,塑料管件就会进入料斗的凹槽中,启动动力,叶轮转动,叶片刮过凹槽,推动凹槽中的塑料管件沿着出料口运动,当塑料管件到达挡料爪时,挡料爪张开,塑料管件进入出料口中,刚进入出料口中的塑料管件就会推动塑料管件向前运动,而最接近出口的塑料管件就会被推动着

内孔加工自动进给装置.pdf
本发明公开了内孔加工自动进给装置,包括与加工头相连接的电机箱体,所述电机箱体的外部连接有两排导向轮,内部设有驱动电机,所述驱动电机的输出轴通过联轴器连接有螺旋驱动单元,所述螺旋驱动单元上连接有三对驱动轮,所述导向轮和驱动轮通过弹性装置柔性地压紧在工件内表面。本发明利用螺旋驱动单元,将旋转运动直接转换为直线运动,使气粒两相流光整头能够进入管道内部,并沿工件内表面匀速运行,避免气粒两相流光整头加工内孔时加工效果不明显及加工效率低情况的发生。