
一种双面辊轮干式自动数控研磨机.pdf

努力****甲寅

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种双面辊轮干式自动数控研磨机.pdf
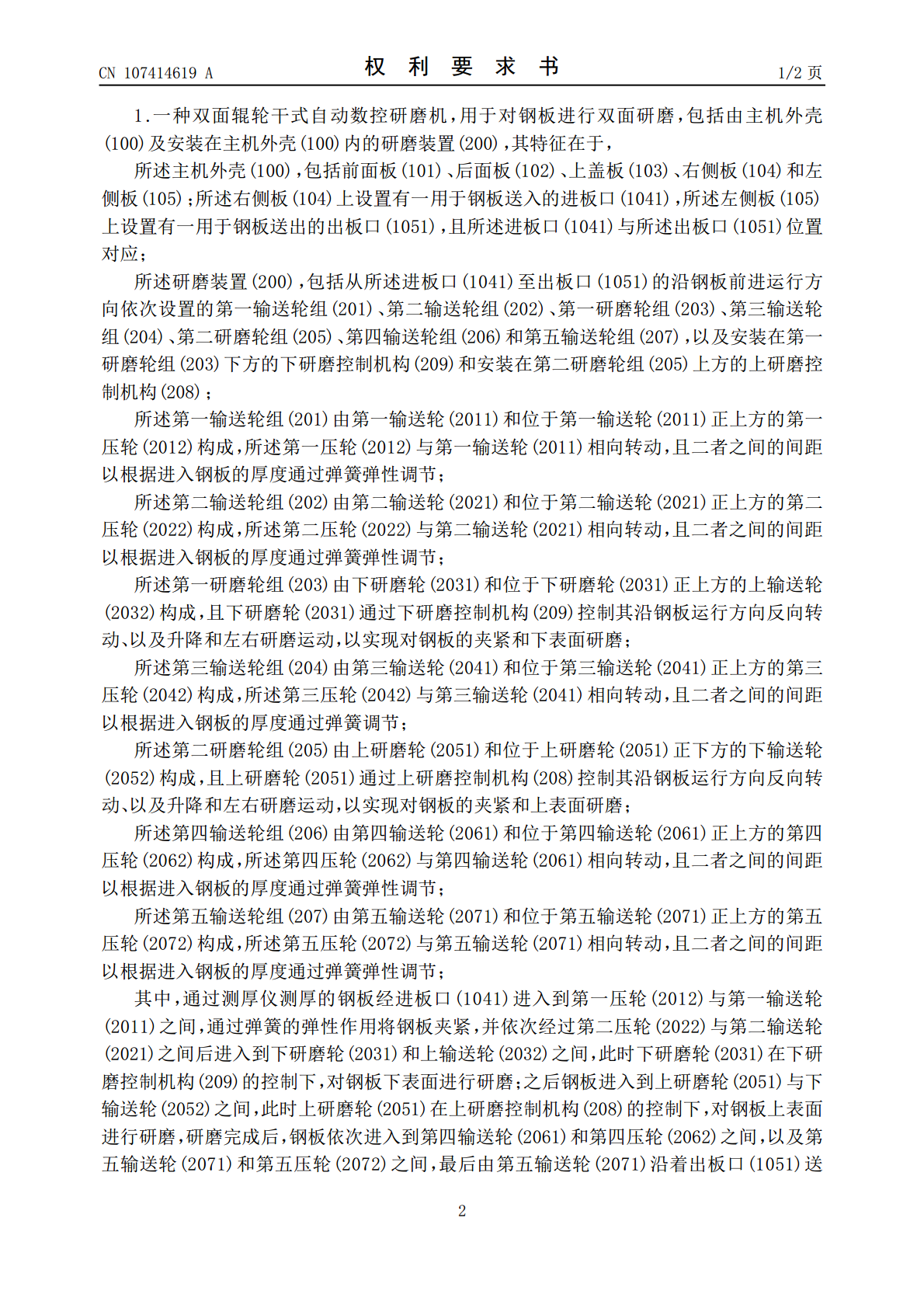
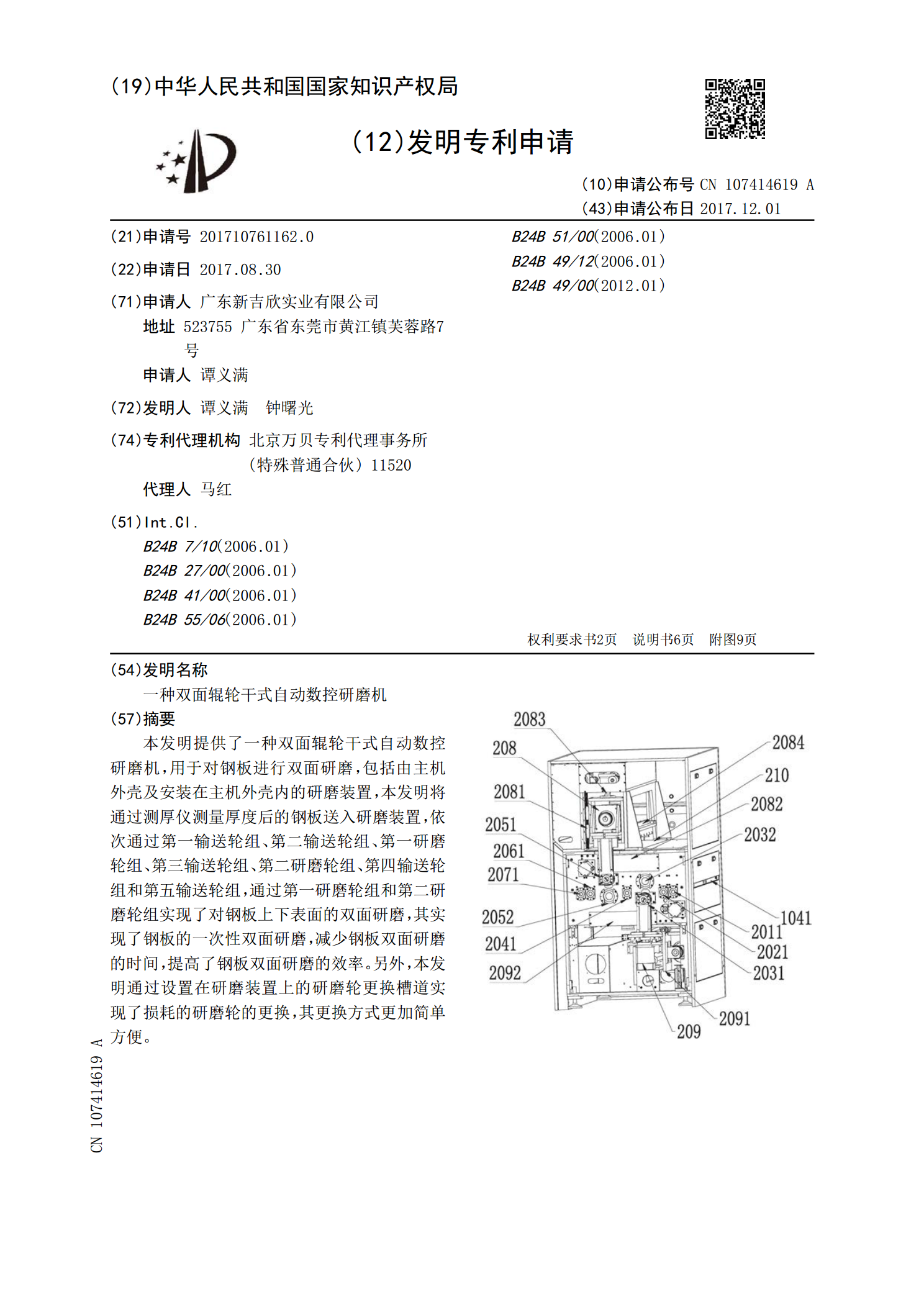
本发明提供了一种双面辊轮干式自动数控研磨机,用于对钢板进行双面研磨,包括由主机外壳及安装在主机外壳内的研磨装置,本发明将通过测厚仪测量厚度后的钢板送入研磨装置,依次通过第一输送轮组、第二输送轮组、第一研磨轮组、第三输送轮组、第二研磨轮组、第四输送轮组和第五输送轮组,通过第一研磨轮组和第二研磨轮组实现了对钢板上下表面的双面研磨,其实现了钢板的一次性双面研磨,减少钢板双面研磨的时间,提高了钢板双面研磨的效率。另外,本发明通过设置在研磨装置上的研磨轮更换槽道实现了损耗的研磨轮的更换,其更换方式更加简单方便。
一种双面辊轮湿式自动数控研磨机.pdf
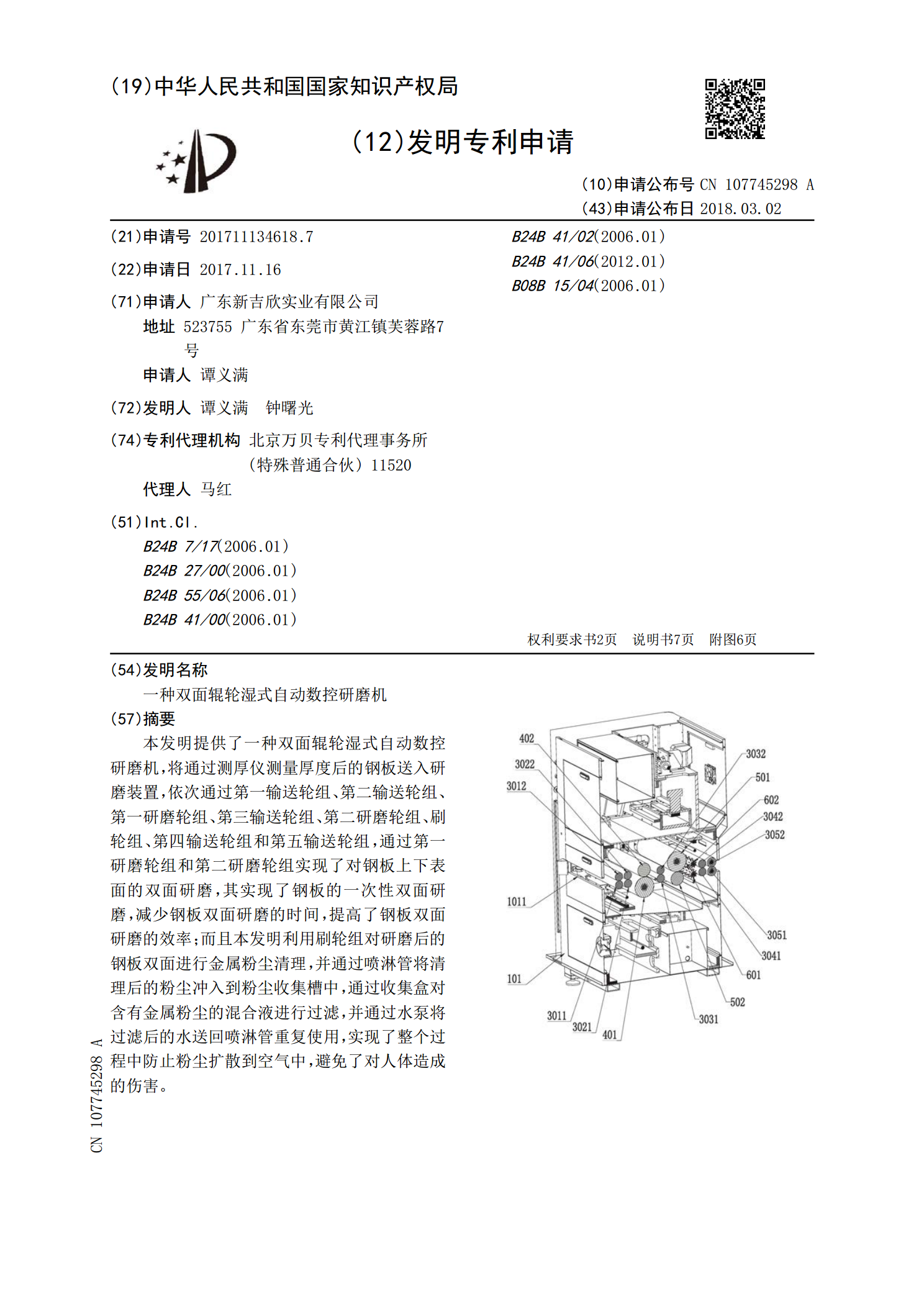
本发明提供了一种双面辊轮湿式自动数控研磨机,将通过测厚仪测量厚度后的钢板送入研磨装置,依次通过第一输送轮组、第二输送轮组、第一研磨轮组、第三输送轮组、第二研磨轮组、刷轮组、第四输送轮组和第五输送轮组,通过第一研磨轮组和第二研磨轮组实现了对钢板上下表面的双面研磨,其实现了钢板的一次性双面研磨,减少钢板双面研磨的时间,提高了钢板双面研磨的效率;而且本发明利用刷轮组对研磨后的钢板双面进行金属粉尘清理,并通过喷淋管将清理后的粉尘冲入到粉尘收集槽中,通过收集盒对含有金属粉尘的混合液进行过滤,并通过水泵将过滤后的水送
一种压辊式双面熨平设备.pdf
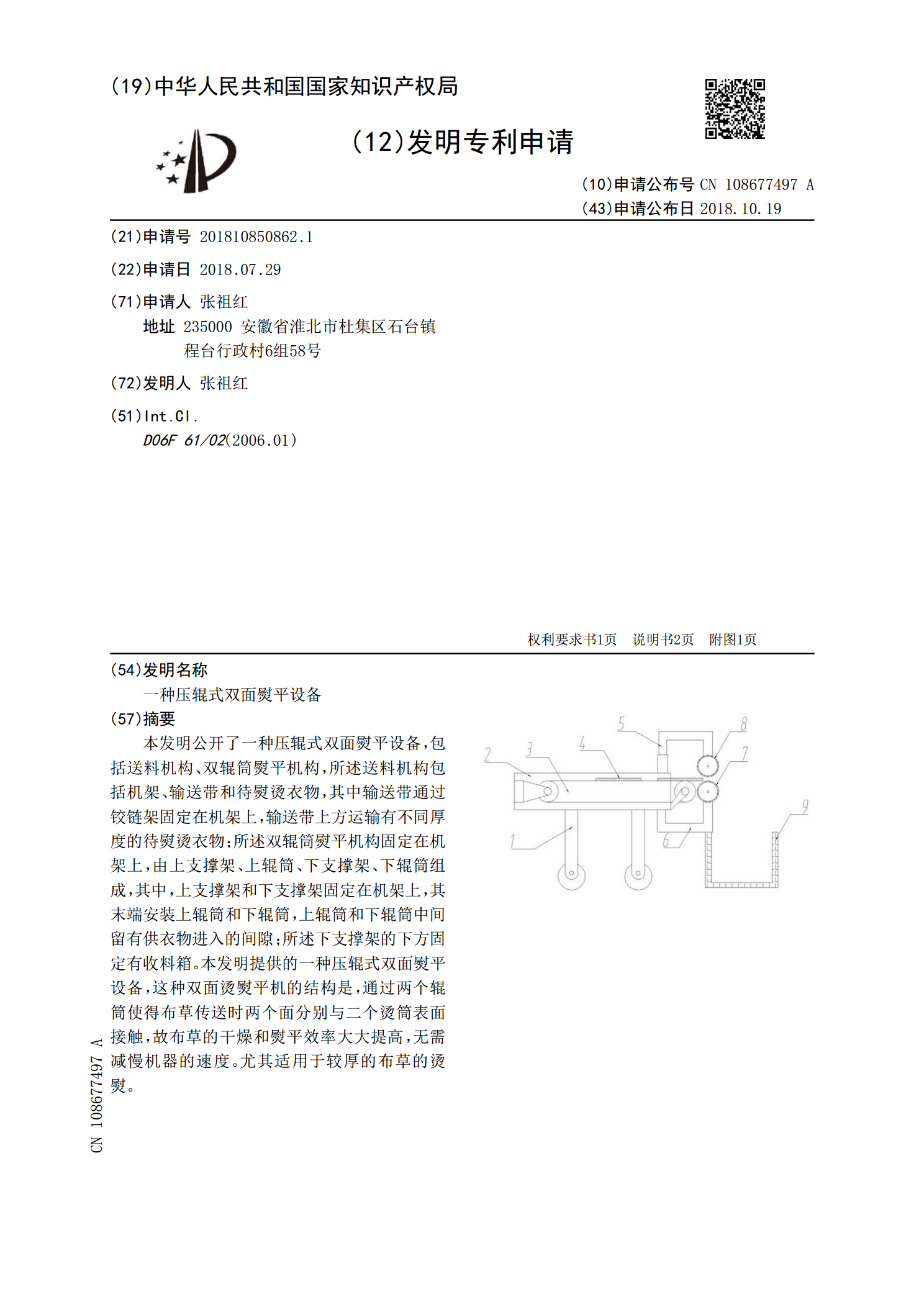
本发明公开了一种压辊式双面熨平设备,包括送料机构、双辊筒熨平机构,所述送料机构包括机架、输送带和待熨烫衣物,其中输送带通过铰链架固定在机架上,输送带上方运输有不同厚度的待熨烫衣物;所述双辊筒熨平机构固定在机架上,由上支撑架、上辊筒、下支撑架、下辊筒组成,其中,上支撑架和下支撑架固定在机架上,其末端安装上辊筒和下辊筒,上辊筒和下辊筒中间留有供衣物进入的间隙;所述下支撑架的下方固定有收料箱。本发明提供的一种压辊式双面熨平设备,这种双面烫熨平机的结构是,通过两个辊筒使得布草传送时两个面分别与二个烫筒表面接触,故
一种用于双面研磨机的游星轮.pdf
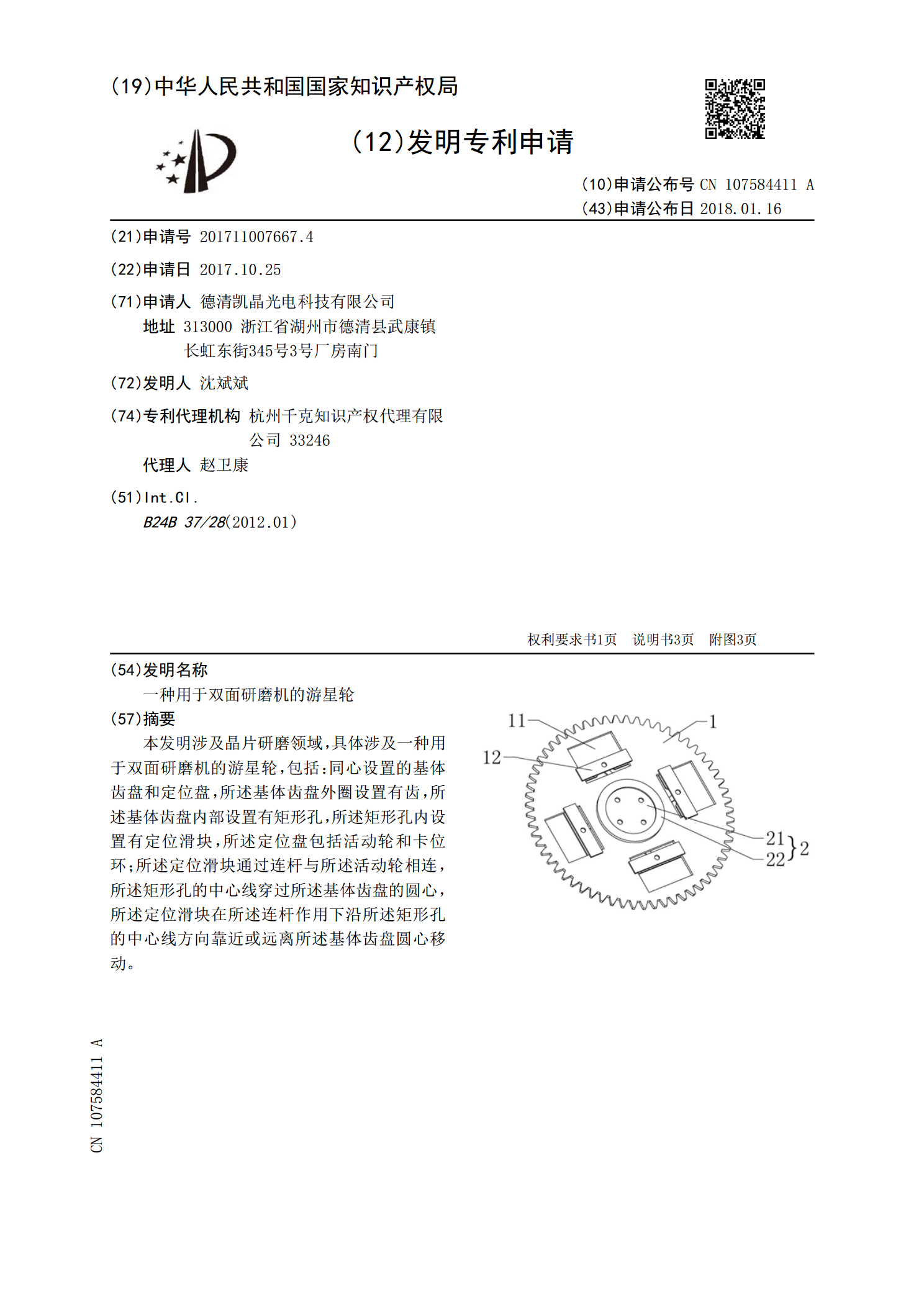
本发明涉及晶片研磨领域,具体涉及一种用于双面研磨机的游星轮,包括:同心设置的基体齿盘和定位盘,所述基体齿盘外圈设置有齿,所述基体齿盘内部设置有矩形孔,所述矩形孔内设置有定位滑块,所述定位盘包括活动轮和卡位环;所述定位滑块通过连杆与所述活动轮相连,所述矩形孔的中心线穿过所述基体齿盘的圆心,所述定位滑块在所述连杆作用下沿所述矩形孔的中心线方向靠近或远离所述基体齿盘圆心移动。
龙门式双面研磨机.pdf
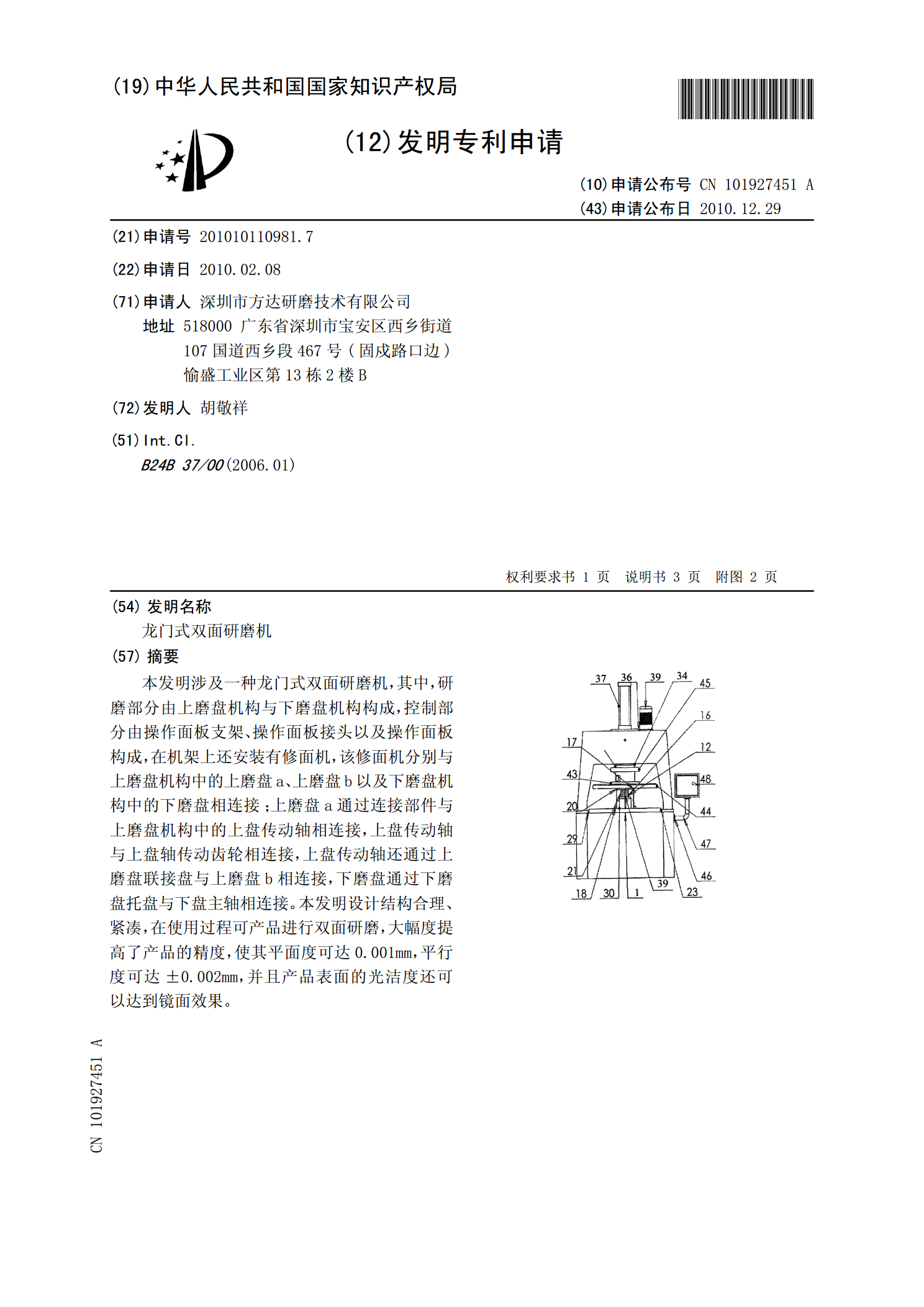
本发明涉及一种龙门式双面研磨机,其中,研磨部分由上磨盘机构与下磨盘机构构成,控制部分由操作面板支架、操作面板接头以及操作面板构成,在机架上还安装有修面机,该修面机分别与上磨盘机构中的上磨盘a、上磨盘b以及下磨盘机构中的下磨盘相连接;上磨盘a通过连接部件与上磨盘机构中的上盘传动轴相连接,上盘传动轴与上盘轴传动齿轮相连接,上盘传动轴还通过上磨盘联接盘与上磨盘b相连接,下磨盘通过下磨盘托盘与下盘主轴相连接。本发明设计结构合理、紧凑,在使用过程可产品进行双面研磨,大幅度提高了产品的精度,使其平面度可达0.001m