
一种轮胎胎侧正包宽度测量检具.pdf

王秋****哥哥

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮胎胎侧正包宽度测量检具.pdf
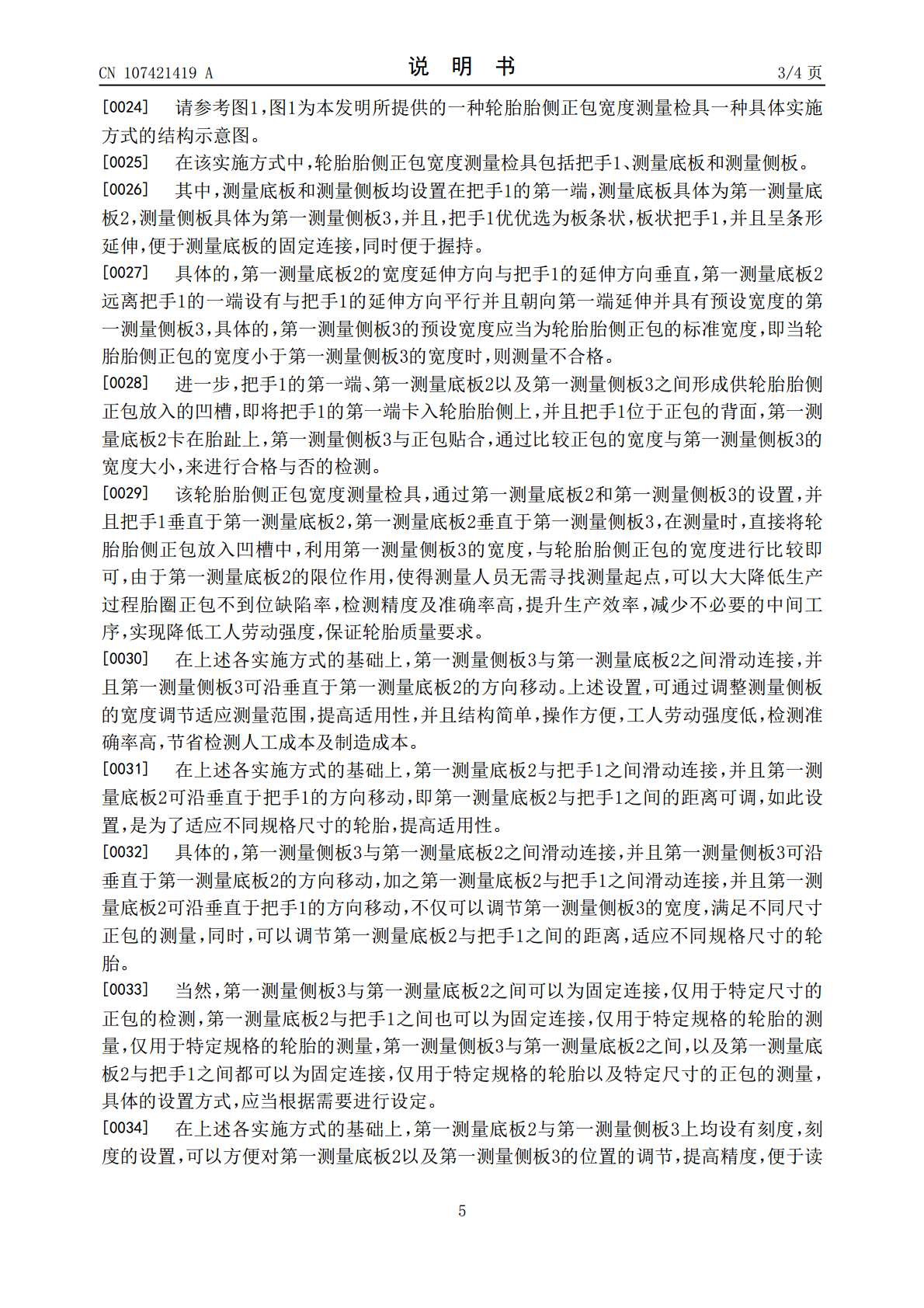
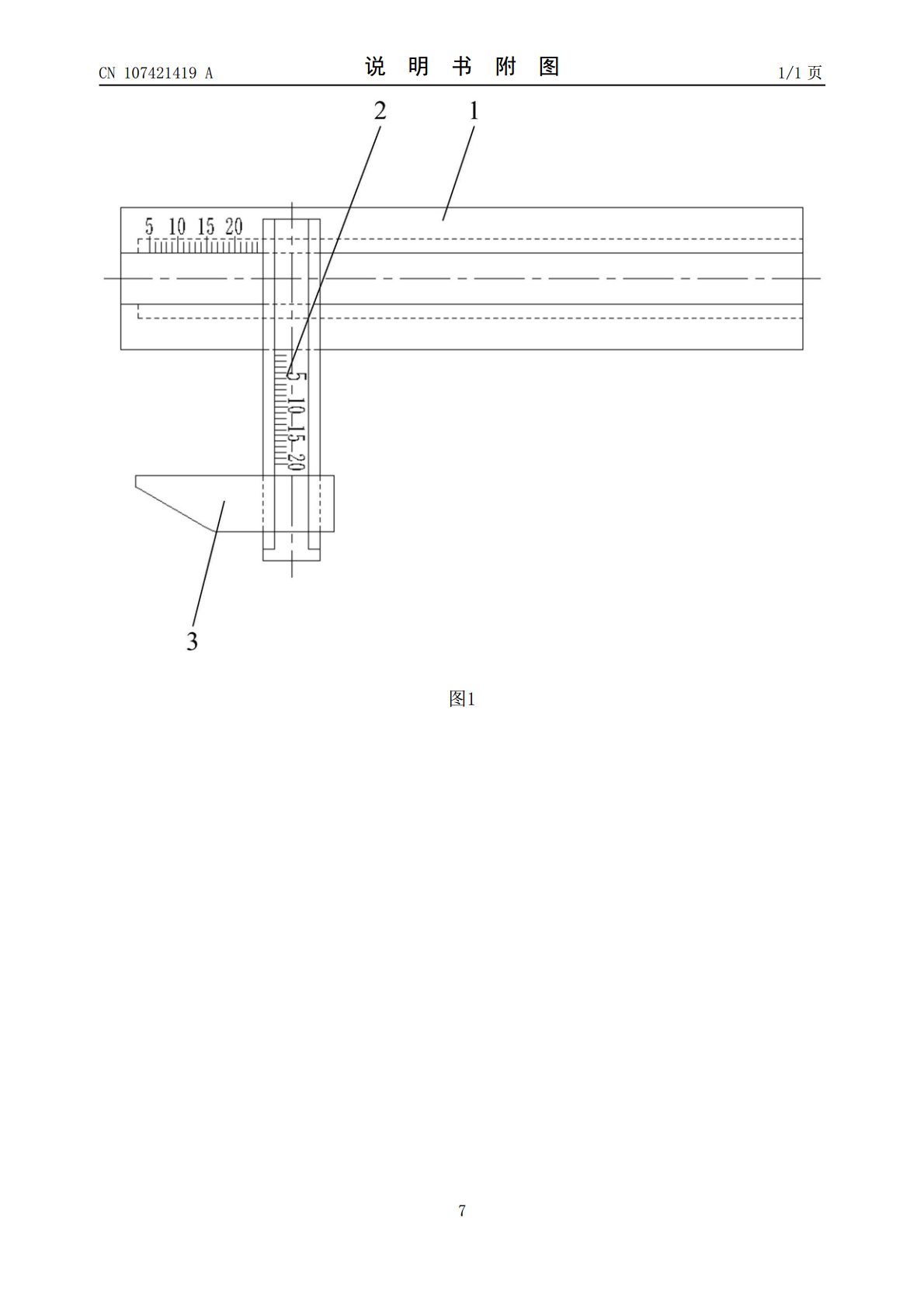
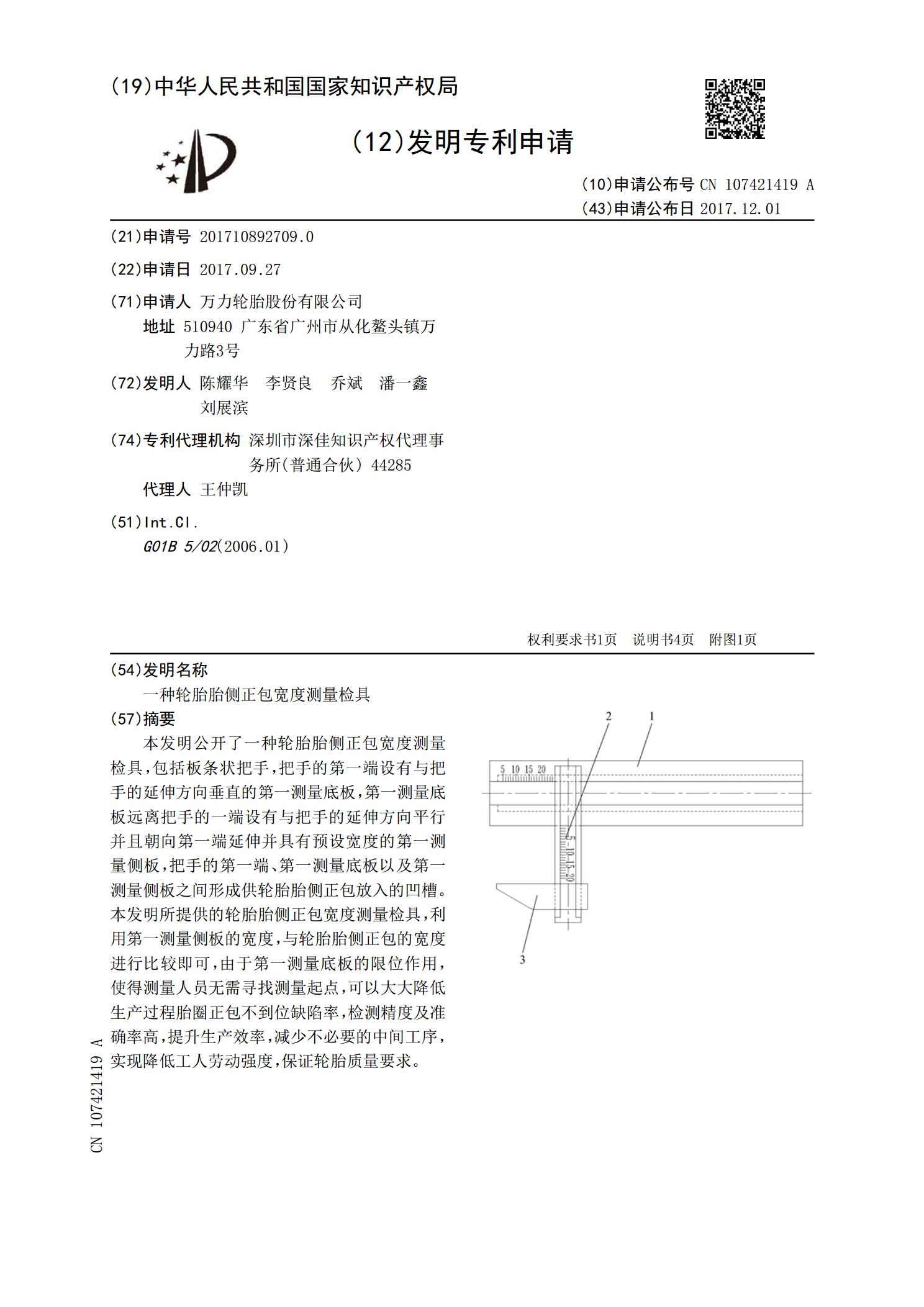
本发明公开了一种轮胎胎侧正包宽度测量检具,包括板条状把手,把手的第一端设有与把手的延伸方向垂直的第一测量底板,第一测量底板远离把手的一端设有与把手的延伸方向平行并且朝向第一端延伸并具有预设宽度的第一测量侧板,把手的第一端、第一测量底板以及第一测量侧板之间形成供轮胎胎侧正包放入的凹槽。本发明所提供的轮胎胎侧正包宽度测量检具,利用第一测量侧板的宽度,与轮胎胎侧正包的宽度进行比较即可,由于第一测量底板的限位作用,使得测量人员无需寻找测量起点,可以大大降低生产过程胎圈正包不到位缺陷率,检测精度及准确率高,提升生产

轮胎胎侧.pdf
本发明涉及一种轮胎胎侧,其具有橡胶混合物,所述橡胶混合物包含至少一种二烯弹性体、增强填料以及硫化体系,所述增强填料包括炭黑,其特征在于,所述炭黑的CTAB比表面积大于或等于90m2/g,并且炭黑的比例在30pce至40pce之间。
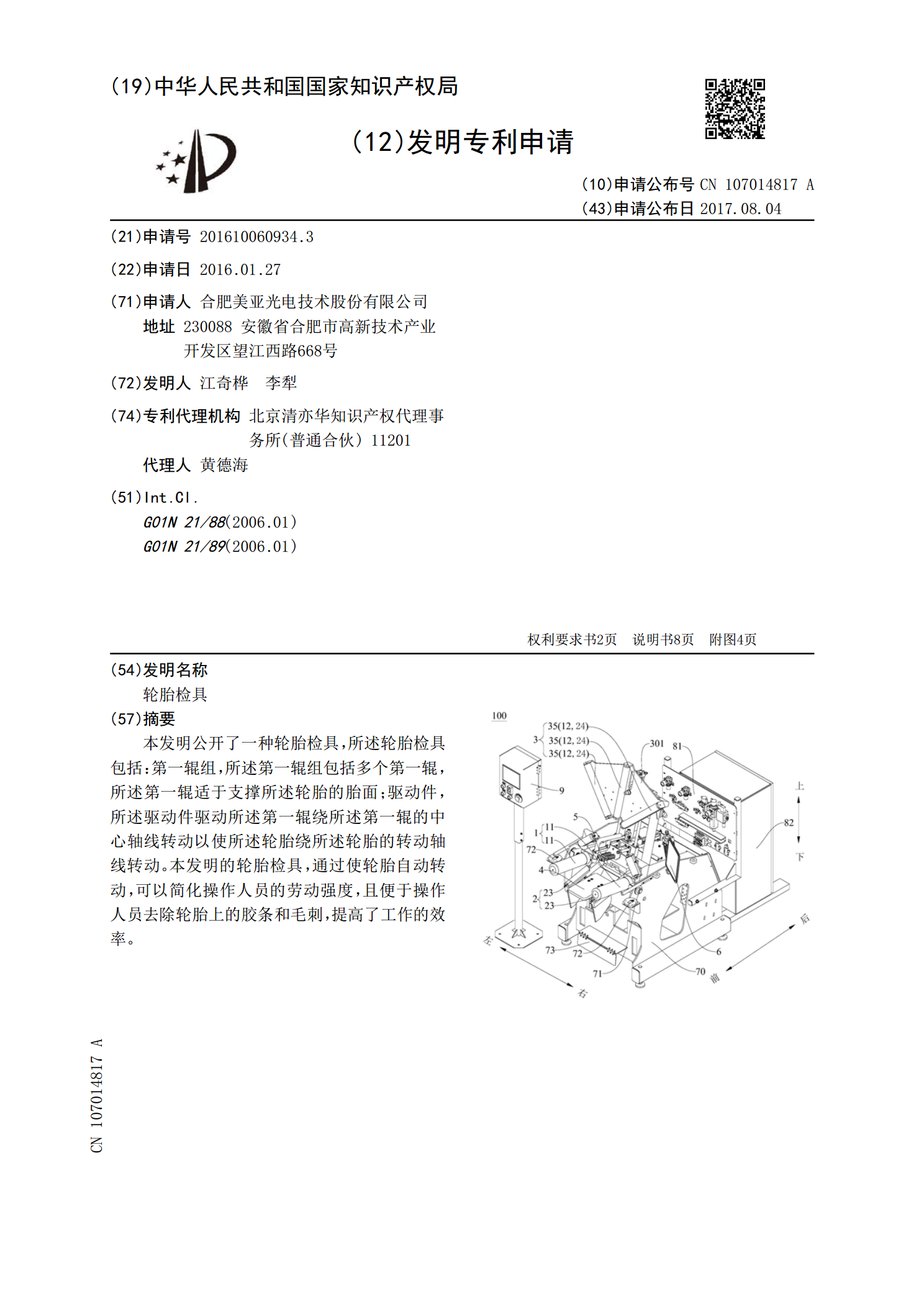
轮胎检具.pdf
本发明公开了一种轮胎检具,所述轮胎检具包括:第一辊组,所述第一辊组包括多个第一辊,所述第一辊适于支撑所述轮胎的胎面;驱动件,所述驱动件驱动所述第一辊绕所述第一辊的中心轴线转动以使所述轮胎绕所述轮胎的转动轴线转动。本发明的轮胎检具,通过使轮胎自动转动,可以简化操作人员的劳动强度,且便于操作人员去除轮胎上的胶条和毛刺,提高了工作的效率。
一种轮胎胎侧专用胶料.pdf
本发明涉及一种轮胎胎侧专用胶料,所述专用胶料采用下述重量份的原料制成:天然橡胶45‑55份,顺丁橡胶45‑55份,碳黑N33040‑50份,氧化锌2‑5份,硬脂酸1‑3份,防护蜡1‑2份,防老剂4‑5份,C5‑F树脂1‑3份,石蜡油3‑5份,硫磺0.6‑1.5份,促进剂NS0.8‑1.8份和防焦剂CTP0.1‑0.14份。本发明的优点在于:本发明的轮胎胎侧专用胶料,与传统配方相比,主要是通过调整硫磺和促进剂NS的比例范围,确定一个合适的比例范围,进而提高了轮胎胎侧的老化性能。

一种轮胎胎侧专用胶料.pdf
本发明涉及一种轮胎胎侧专用胶料,所述专用胶料采用下述重量份的原料制成:天然橡胶45‑55份,顺丁橡胶45‑55份,碳黑N33040‑50份,氧化锌2‑5份,硬脂酸1‑3份,防护蜡1‑2份,防老剂4‑5份,C5‑F树脂1‑3份,石蜡油3‑5份,硫磺0.6‑1.5份,促进剂NS0.8‑1.8份和防焦剂CTP0.1‑0.14份。本发明的优点在于:本发明的轮胎胎侧专用胶料,与传统配方相比,主要是通过调整硫磺和促进剂NS的比例范围,确定一个合适的比例范围,进而提高了轮胎胎侧的老化性能。