
蜗轮用注塑成型装置.pdf

茂学****23

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
蜗轮用注塑成型装置.pdf
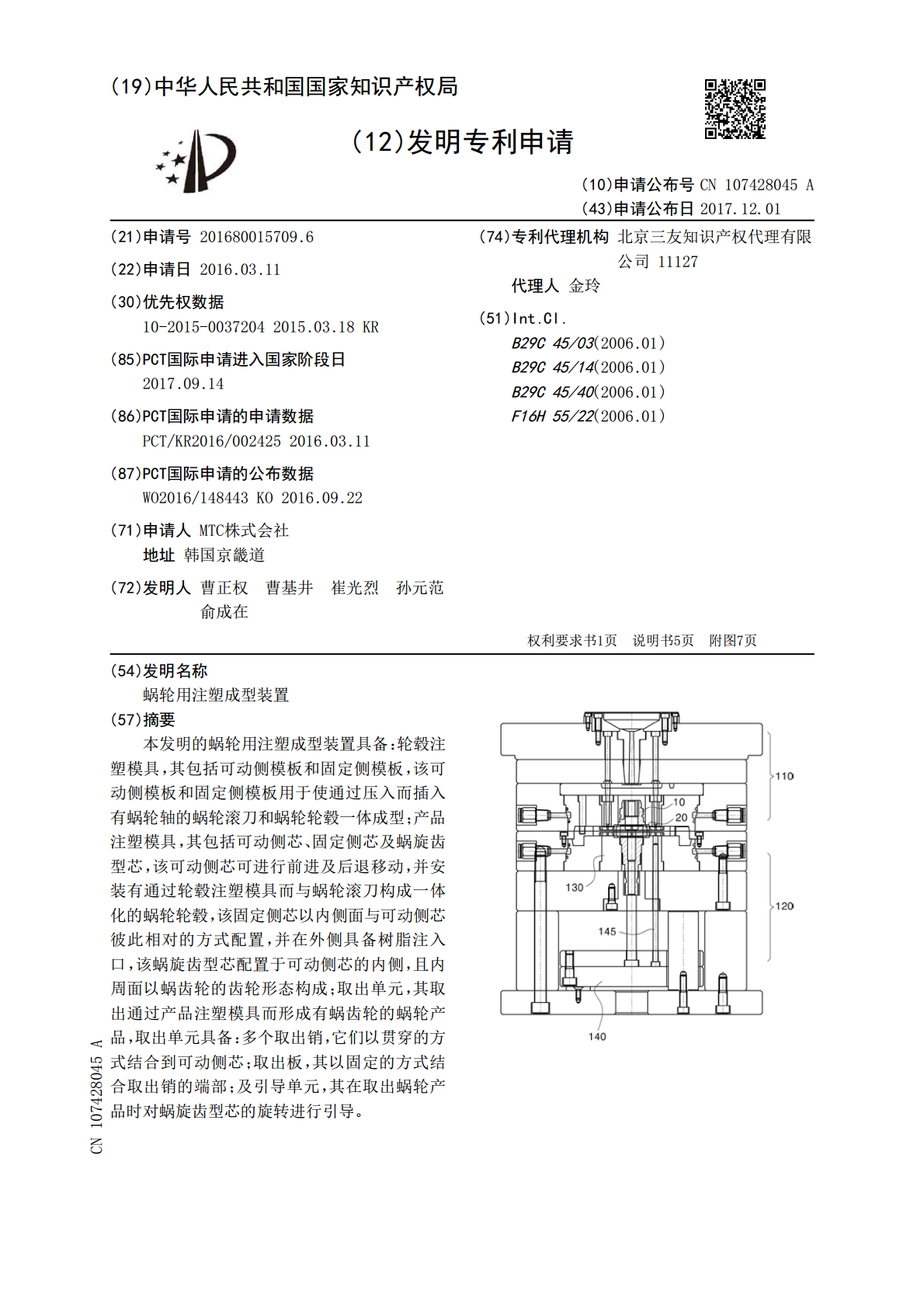
本发明的蜗轮用注塑成型装置具备:轮毂注塑模具,其包括可动侧模板和固定侧模板,该可动侧模板和固定侧模板用于使通过压入而插入有蜗轮轴的蜗轮滚刀和蜗轮轮毂一体成型;产品注塑模具,其包括可动侧芯、固定侧芯及蜗旋齿型芯,该可动侧芯可进行前进及后退移动,并安装有通过轮毂注塑模具而与蜗轮滚刀构成一体化的蜗轮轮毂,该固定侧芯以内侧面与可动侧芯彼此相对的方式配置,并在外侧具备树脂注入口,该蜗旋齿型芯配置于可动侧芯的内侧,且内周面以蜗齿轮的齿轮形态构成;取出单元,其取出通过产品注塑模具而形成有蜗齿轮的蜗轮产品,取出单元具备:

一种注塑工艺用成型装置.docx
一种注塑工艺用成型装置注塑成型工艺是一种广泛应用于产业制造的塑料加工方法,其优点包括成形精度高、生产效率高、生产成本低、车削量少等等。同时,注塑成型工艺也需要使用专业的成型装置以确保塑料零件的生产质量和生产效率。本文将阐述一种高质量注塑工艺用成型装置。一、成型装置的概述本文介绍的注塑成型工艺用成型装置主要包括模板、机械臂、注射器和线缆等。其中,模板是成型装置的核心部件,是用于将塑料进行压缩和成形的设备。机械臂则是用于将塑料注射进模板中的设备。注射器则是一种用于将塑料进行加热和压缩的设备,可调节加热温度和注

一种注塑工艺用成型装置.pdf
本发明属于注塑设备技术领域,尤其为一种注塑工艺用成型装置,包括底座,所述底座的顶部固定安装有两个支撑杆,两个支撑杆的顶部固定安装有同一个安装板,所述安装板的底部固定安装有液压杆,所述液压杆的底端固定安装有横板,两个支撑杆均和横板滑动连接,所述横板的底部固定安装有固定板,所述固定板的底部固定安装有模具,所述底座的顶部固定安装有模板,所述模板的顶部开设有顶部为开口的模腔,所述模板的两侧均开设有一侧为开口的凹槽,所述凹槽的底部内壁上固定安装有支撑箱,所述支撑箱内滑动安装有挡板。本发明实用性高,能有效的将注塑完成
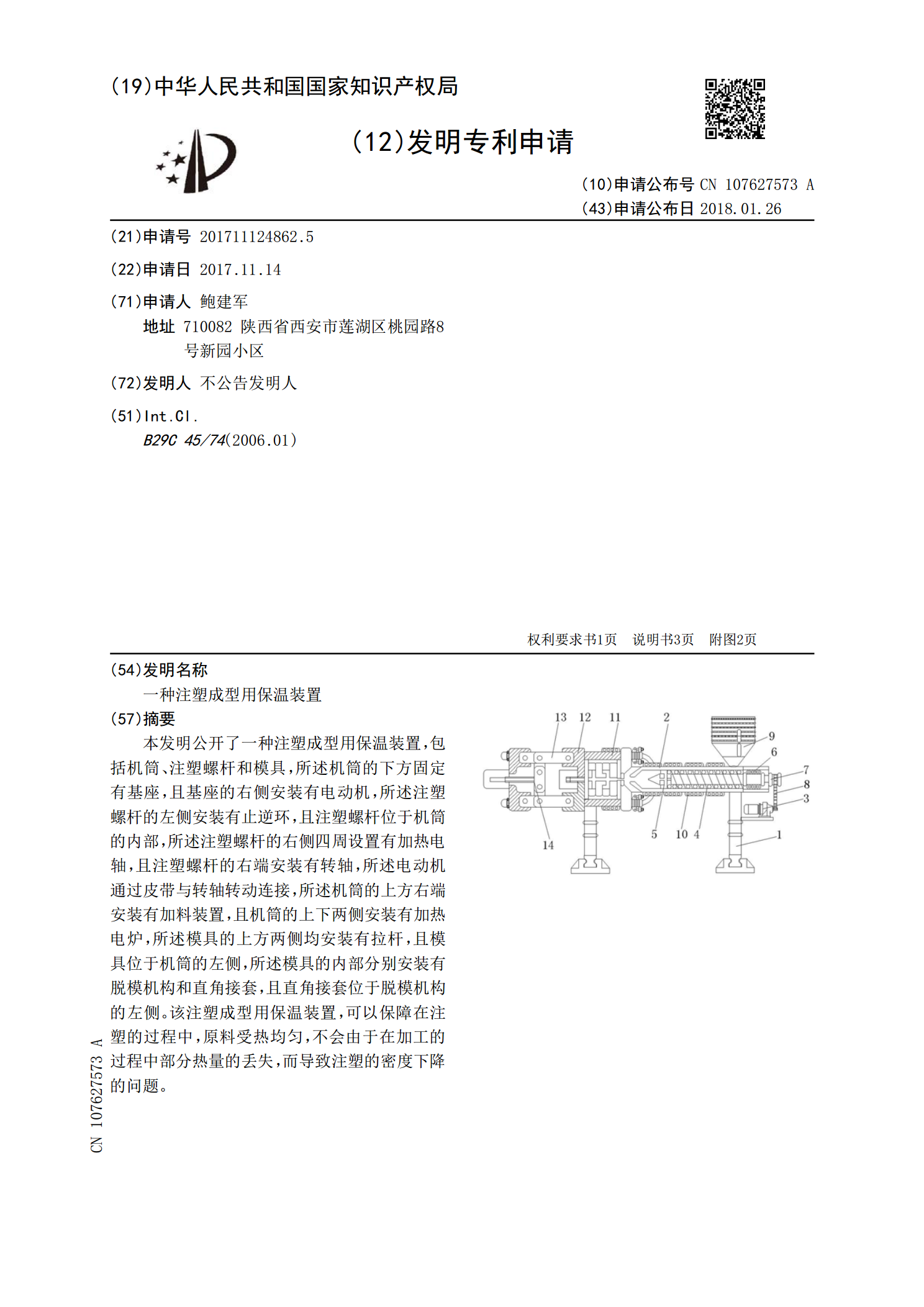
一种注塑成型用保温装置.pdf
本发明公开了一种注塑成型用保温装置,包括机筒、注塑螺杆和模具,所述机筒的下方固定有基座,且基座的右侧安装有电动机,所述注塑螺杆的左侧安装有止逆环,且注塑螺杆位于机筒的内部,所述注塑螺杆的右侧四周设置有加热电轴,且注塑螺杆的右端安装有转轴,所述电动机通过皮带与转轴转动连接,所述机筒的上方右端安装有加料装置,且机筒的上下两侧安装有加热电炉,所述模具的上方两侧均安装有拉杆,且模具位于机筒的左侧,所述模具的内部分别安装有脱模机构和直角接套,且直角接套位于脱模机构的左侧。该注塑成型用保温装置,可以保障在注塑的过程中
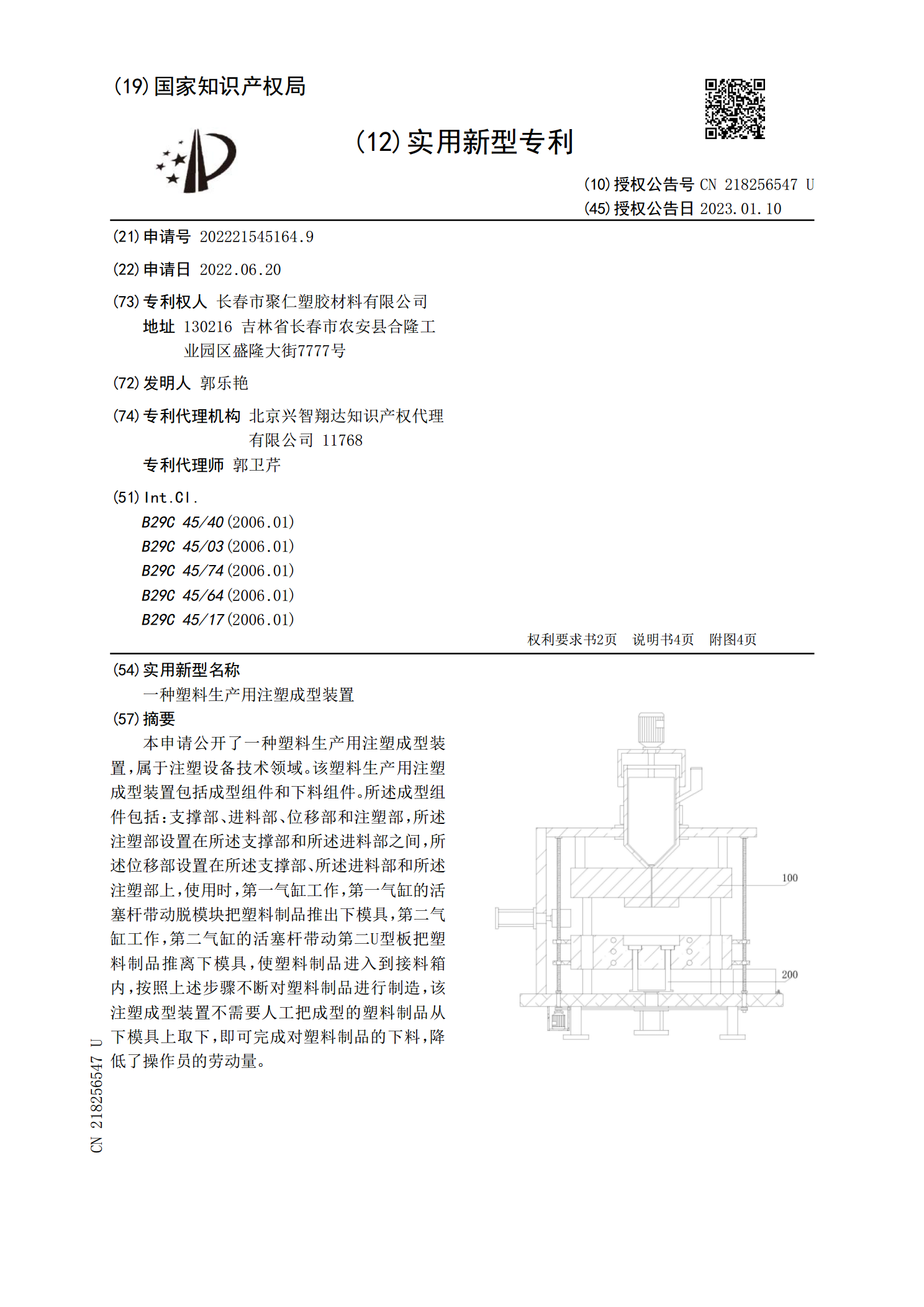
一种塑料生产用注塑成型装置.pdf
本申请公开了一种塑料生产用注塑成型装置,属于注塑设备技术领域。该塑料生产用注塑成型装置包括成型组件和下料组件。所述成型组件包括:支撑部、进料部、位移部和注塑部,所述注塑部设置在所述支撑部和所述进料部之间,所述位移部设置在所述支撑部、所述进料部和所述注塑部上,使用时,第一气缸工作,第一气缸的活塞杆带动脱模块把塑料制品推出下模具,第二气缸工作,第二气缸的活塞杆带动第二U型板把塑料制品推离下模具,使塑料制品进入到接料箱内,按照上述步骤不断对塑料制品进行制造,该注塑成型装置不需要人工把成型的塑料制品从下模具上取下