
一种金刚石线锯生产线.pdf

努力****冰心

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种金刚石线锯生产线.pdf
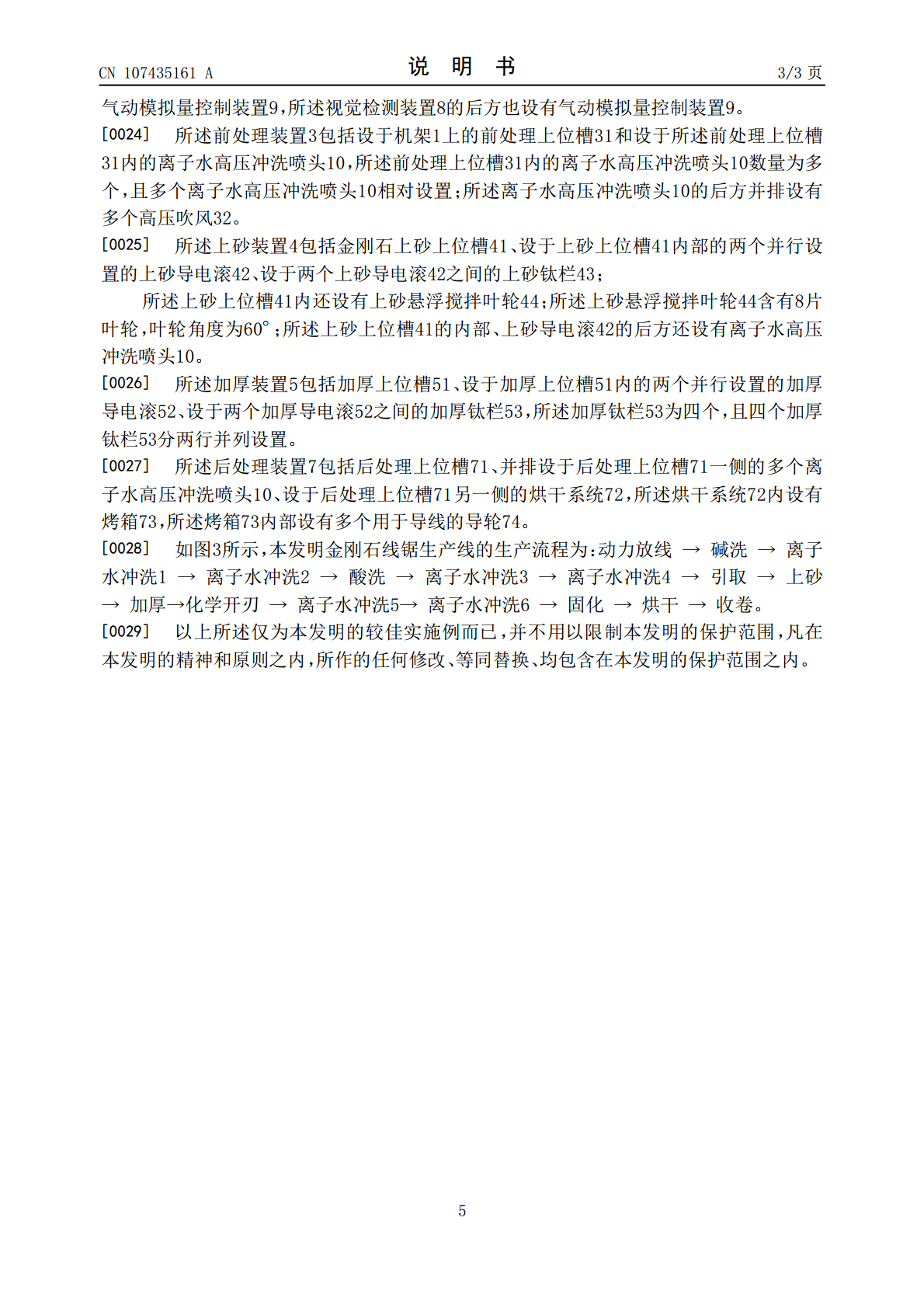
本发明公开了一种金刚石线锯生产线,其包括机架和依次设于机架上的动力放线装置、前处理装置、上砂装置、加厚装置、化学开刃装置、后处理装置和视觉检测装置;前处理装置包括前处理上位槽和设于其内的离子水高压冲洗喷头;上砂装置包括上砂上位槽、设于上砂上位槽内部的两个并行设置的上砂导电滚、设于两个上砂导电滚之间的上砂钛栏、及设于上砂上位槽内部的上砂悬浮搅拌叶轮;加厚装置包括加厚上位槽、设于加厚上位槽内的两个并行设置的加厚导电滚、设于两个加厚导电滚之间的加厚钛栏;后处理装置包括后处理上位槽、多个离子水高压冲洗喷头和烘干系
一种金刚石线锯装置.pdf
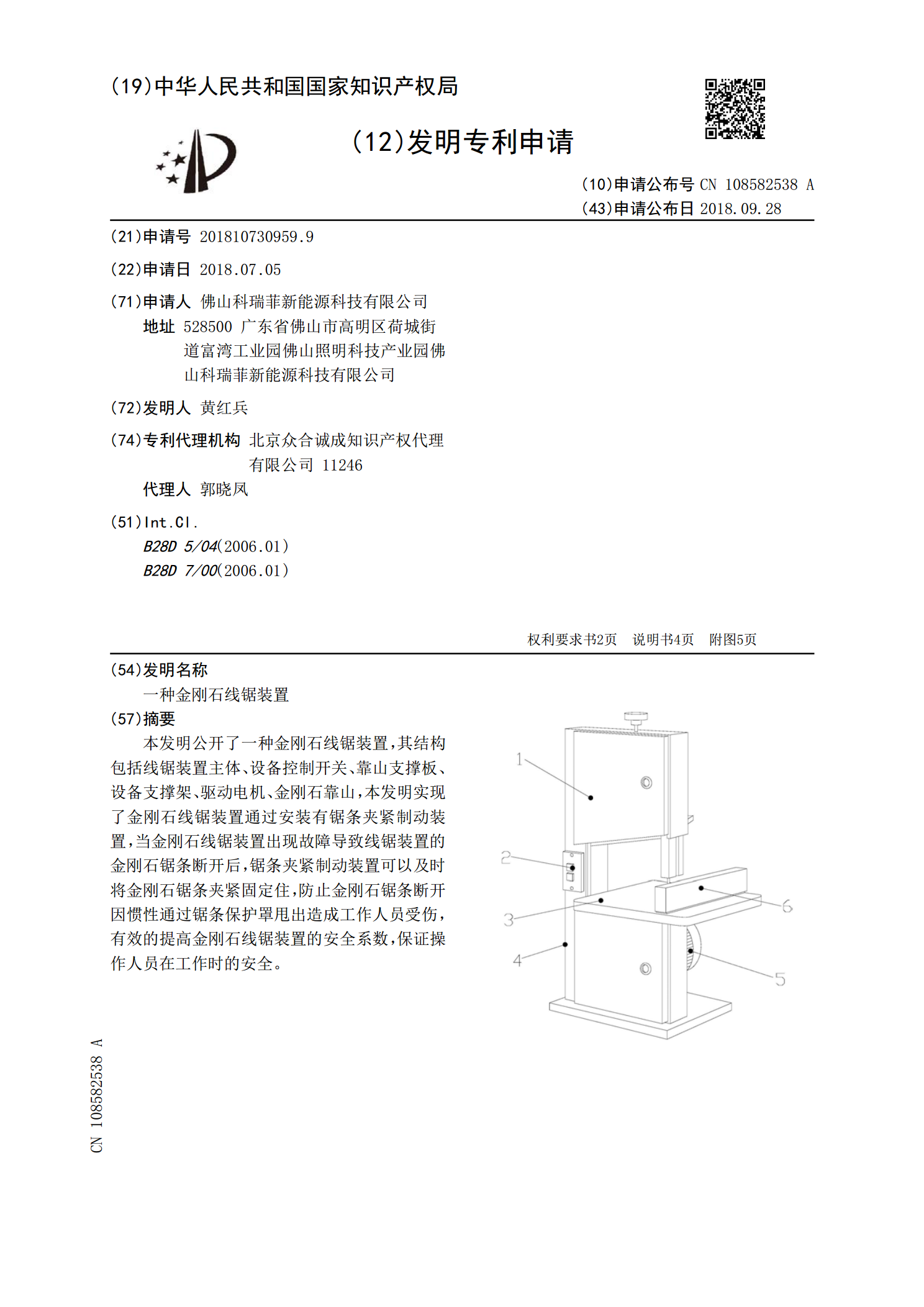
本发明公开了一种金刚石线锯装置,其结构包括线锯装置主体、设备控制开关、靠山支撑板、设备支撑架、驱动电机、金刚石靠山,本发明实现了金刚石线锯装置通过安装有锯条夹紧制动装置,当金刚石线锯装置出现故障导致线锯装置的金刚石锯条断开后,锯条夹紧制动装置可以及时将金刚石锯条夹紧固定住,防止金刚石锯条断开因惯性通过锯条保护罩甩出造成工作人员受伤,有效的提高金刚石线锯装置的安全系数,保证操作人员在工作时的安全。

金刚石线锯装置.pdf
本发明公开了一种切割硅锭的金刚石线锯装置,由金刚石锯丝相互平行缠绕在成组的导线轮上形成的线网的网面构成多层切割网面,各层切割面上的金刚石锯丝上下对齐,按切割顺序,各层切割网面金刚石锯丝的直径逐渐增大,其中金刚石锯丝的线径逐渐增粗,而其上附着的金刚石磨粒尺寸逐渐减小。本发明采用多组金刚石锯丝切割网面依次切割硅片的方法,将硅片的切割、精磨和抛光分工序由不同性质的金刚石锯丝按不同的运行参数完成,以获得更高的硅材料利用率,满足切割线缝越来越窄、硅片切割朝更薄发展要求。

一种金刚石取向控制装置、树脂金刚石线锯制备系统和树脂金刚石线锯的制备方法.pdf
本发明属于金刚石线锯领域,尤其涉及一种金刚石取向控制装置、树脂金刚石线锯制备系统和树脂金刚石线锯的制备方法。本发明提供的方法包括以下步骤:a)、金属胚线表面涂覆金刚石浆料,得到涂覆有金刚石浆料的金属胚线;所述金刚石浆料包括金刚石和树脂粘合剂;b)、以所述涂覆有金刚石浆料的金属胚线为地极,在所述涂覆有金刚石浆料的金属胚线周围施加高压静电场使金刚石进行取向排列,得到待固化金刚石线锯;c)、将所述待固化金刚石线锯进行固化处理,得到树脂金刚石线锯。实验结果表明,相比于未进行取向控制的树脂金刚石线锯,采用本发明提供

一种生产金刚石线锯的方法及装置.pdf
本发明提供了一种生产金刚石线锯的方法,包括以下步骤:S1:输送机构将线体送入滴胶机构内进行滴胶;S2:滴胶机构对线体进行滴胶,使胶滴均匀分布于线体,输送机构将沾上胶滴的线体送入固定机构内;S3:固定机构将金刚砂颗粒固定于线体上,使具有胶滴的位置上沾上一颗金刚砂,使金刚砂均匀分布于线体,输送机构将固定好金刚砂颗粒的线体送入固化机构內;S4:固化机构对线体上的胶滴进行固化,加强金刚砂的稳定性;S5:输送机构将固化机构内的线体送入电镀机构进行电镀,得到金刚石线锯,本发明加强了喷胶速度,且喷胶位置固定,使在金刚砂