
一种金属罐罐口多头螺纹的制造方法.pdf

安双****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属罐罐口多头螺纹的制造方法.pdf
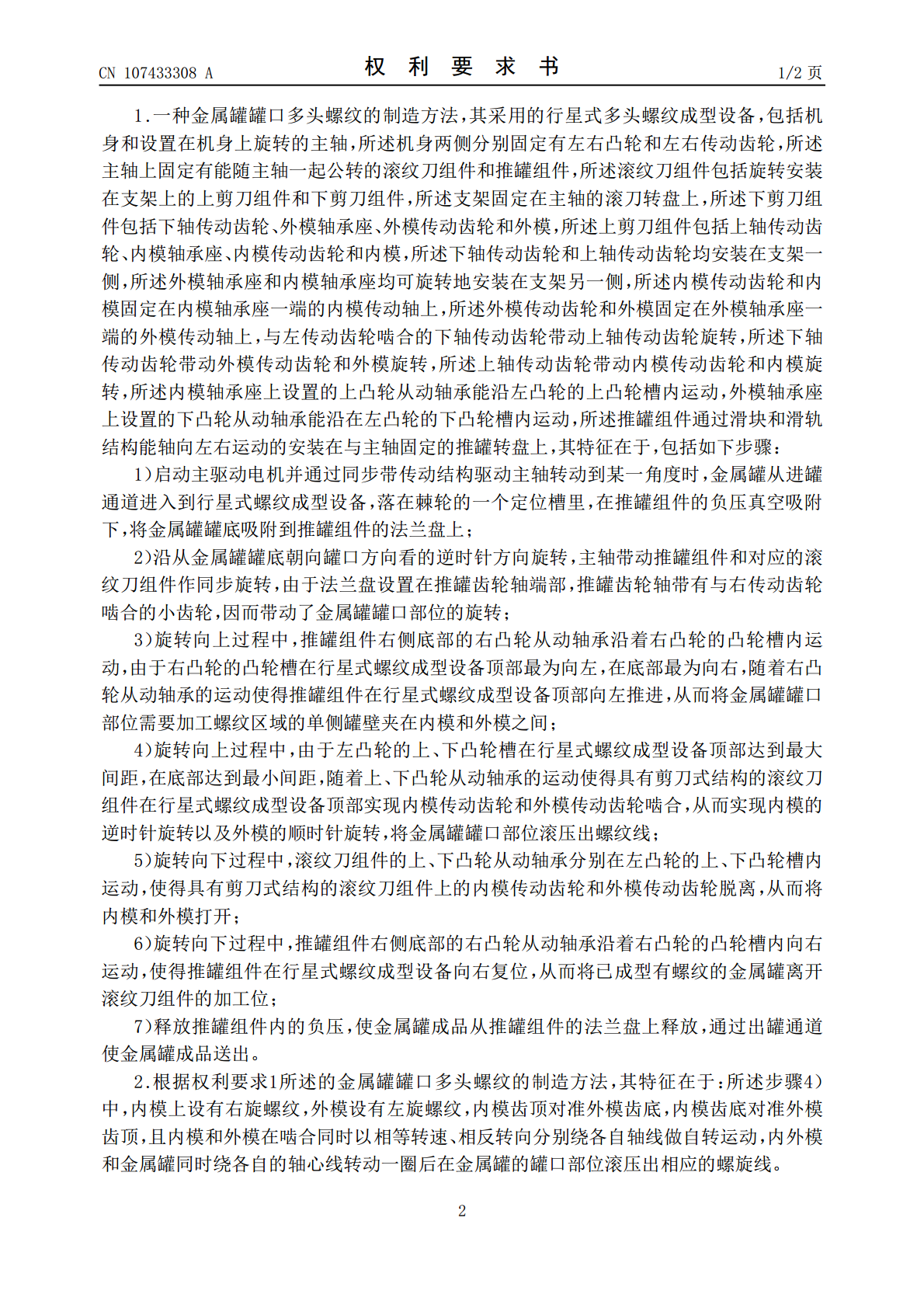
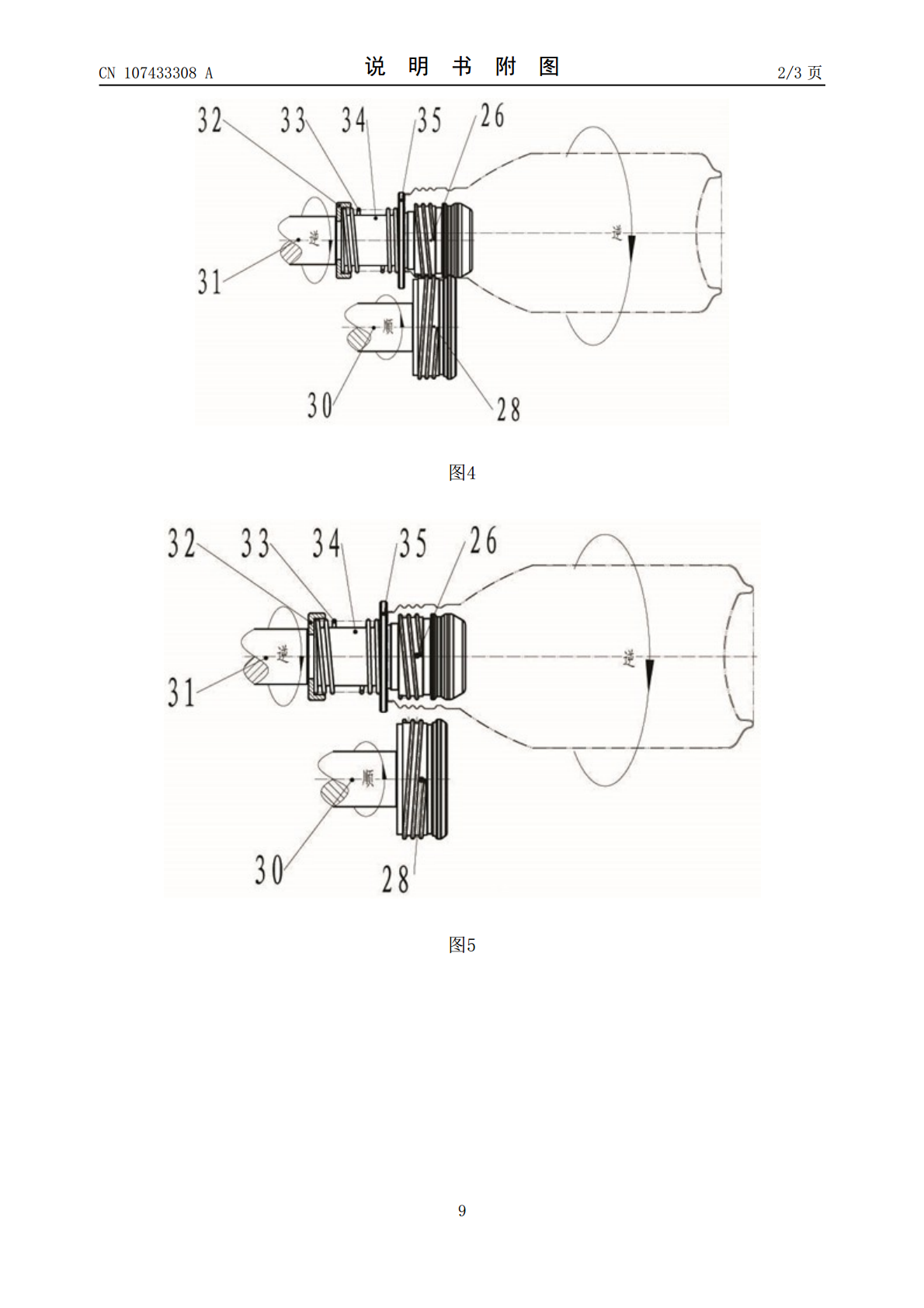
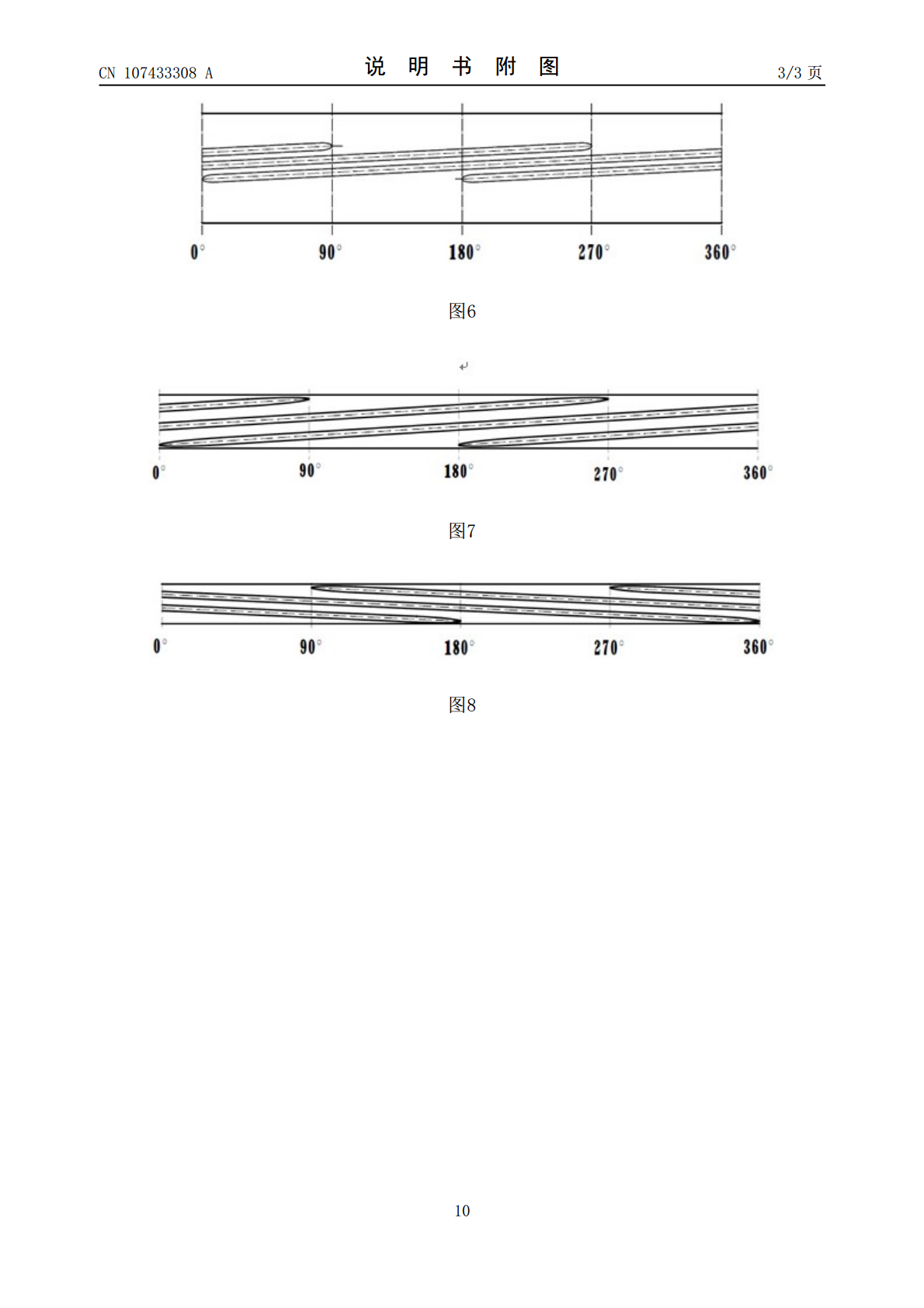
本发明提供了一种金属罐罐口多头螺纹的制造方法,包括如下步骤:1)金属罐从进罐通道进入并被负压吸附到推罐组件上;2)主轴带动推罐组件和滚纹刀组件同步旋转;3)推罐组件向左推进而将金属罐罐口部位需要加工螺纹区域的单侧罐壁夹在内模和外模之间;4)通过齿轮传动结构实现内模和外模的合拢,将金属罐罐口部位滚压出螺纹线;5)通过齿轮传动结构使得内模和外模打开;6)推罐组件向右复位而将已成型有螺纹的金属罐离开滚纹刀组件的加工位;7)释放负压使成品从出罐通道送出。本发明实现了对罐口螺纹的精加工,且运行稳定,生产效率高,制造

一种行星式多头螺纹金属罐成型设备.pdf
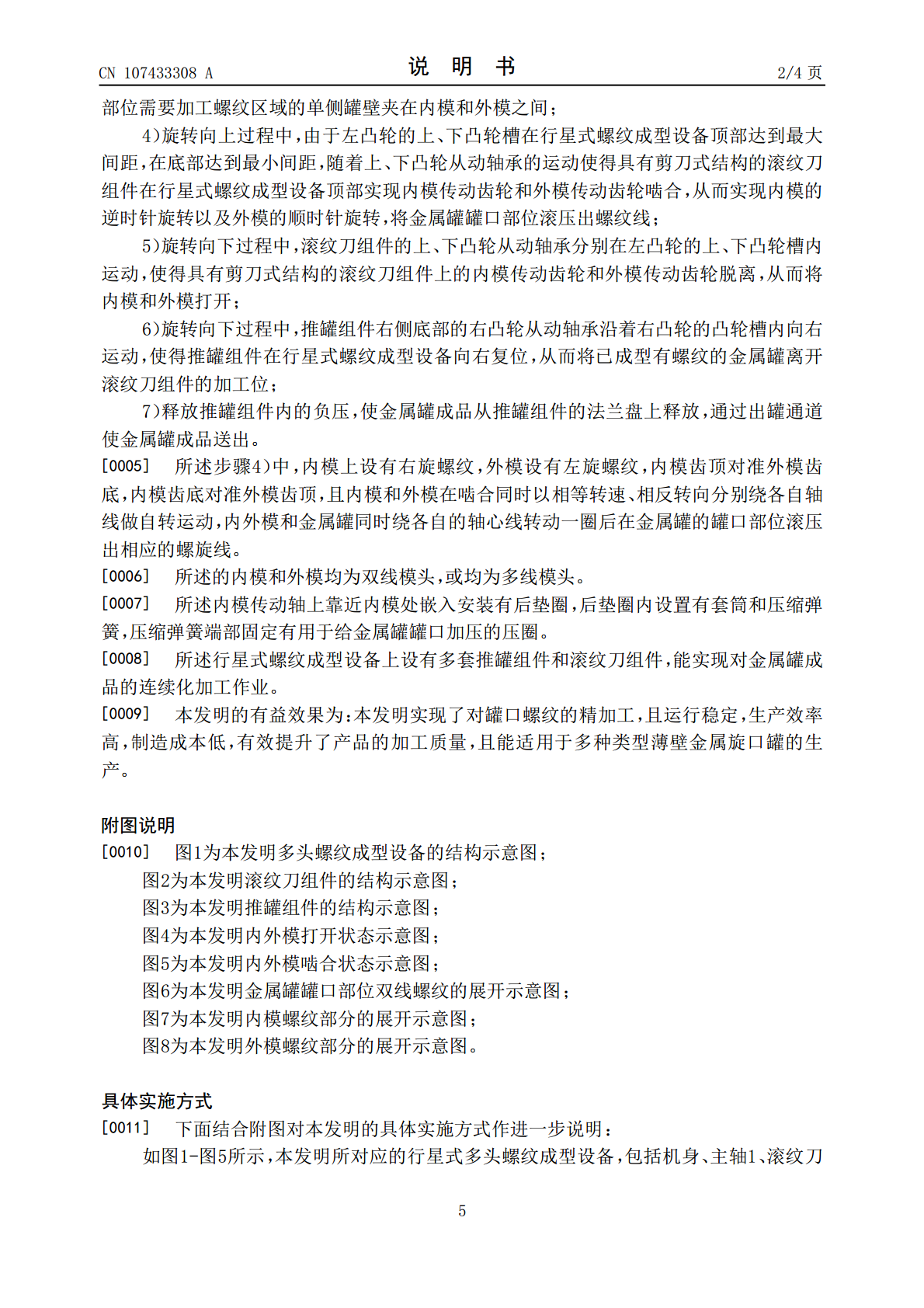
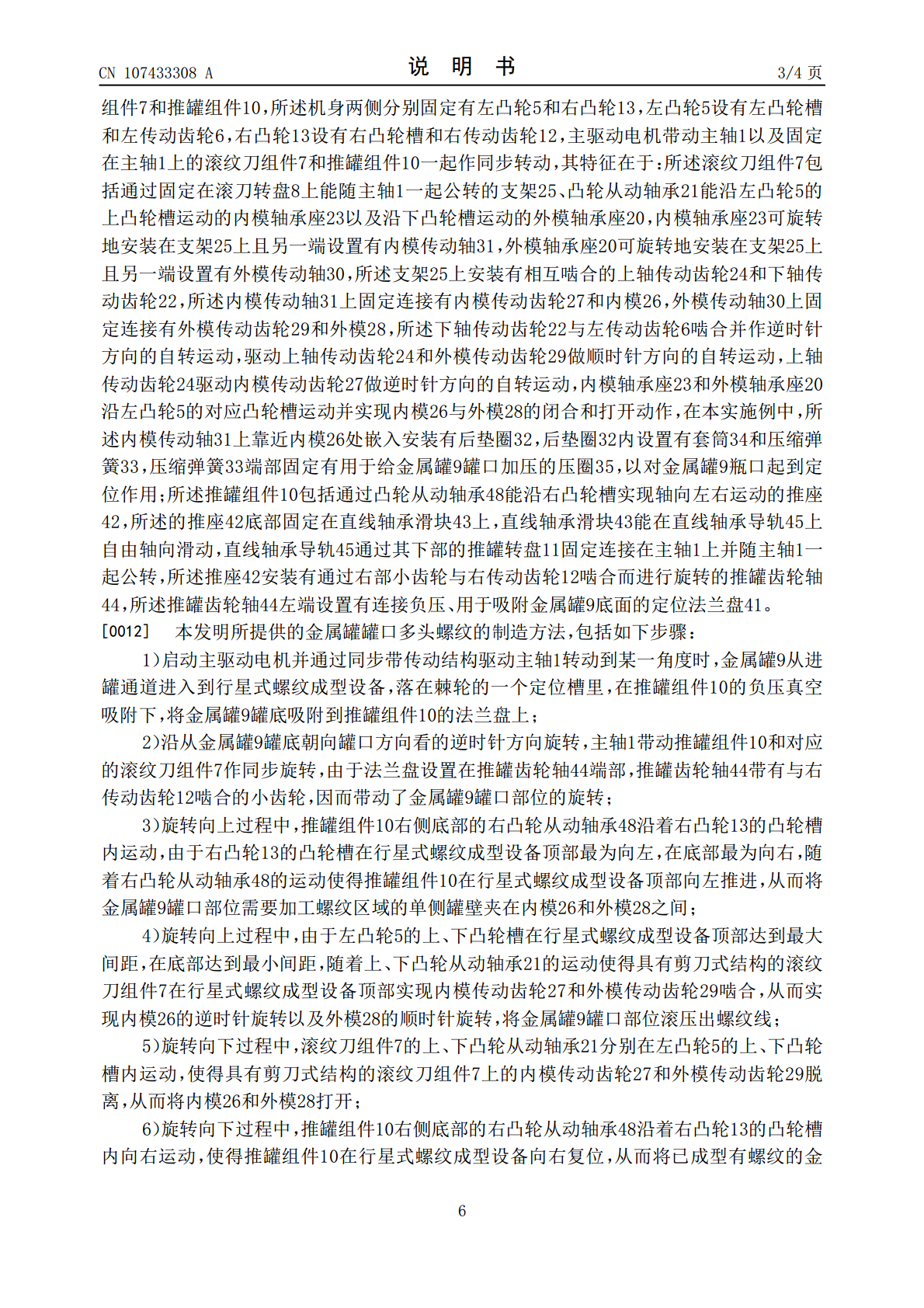
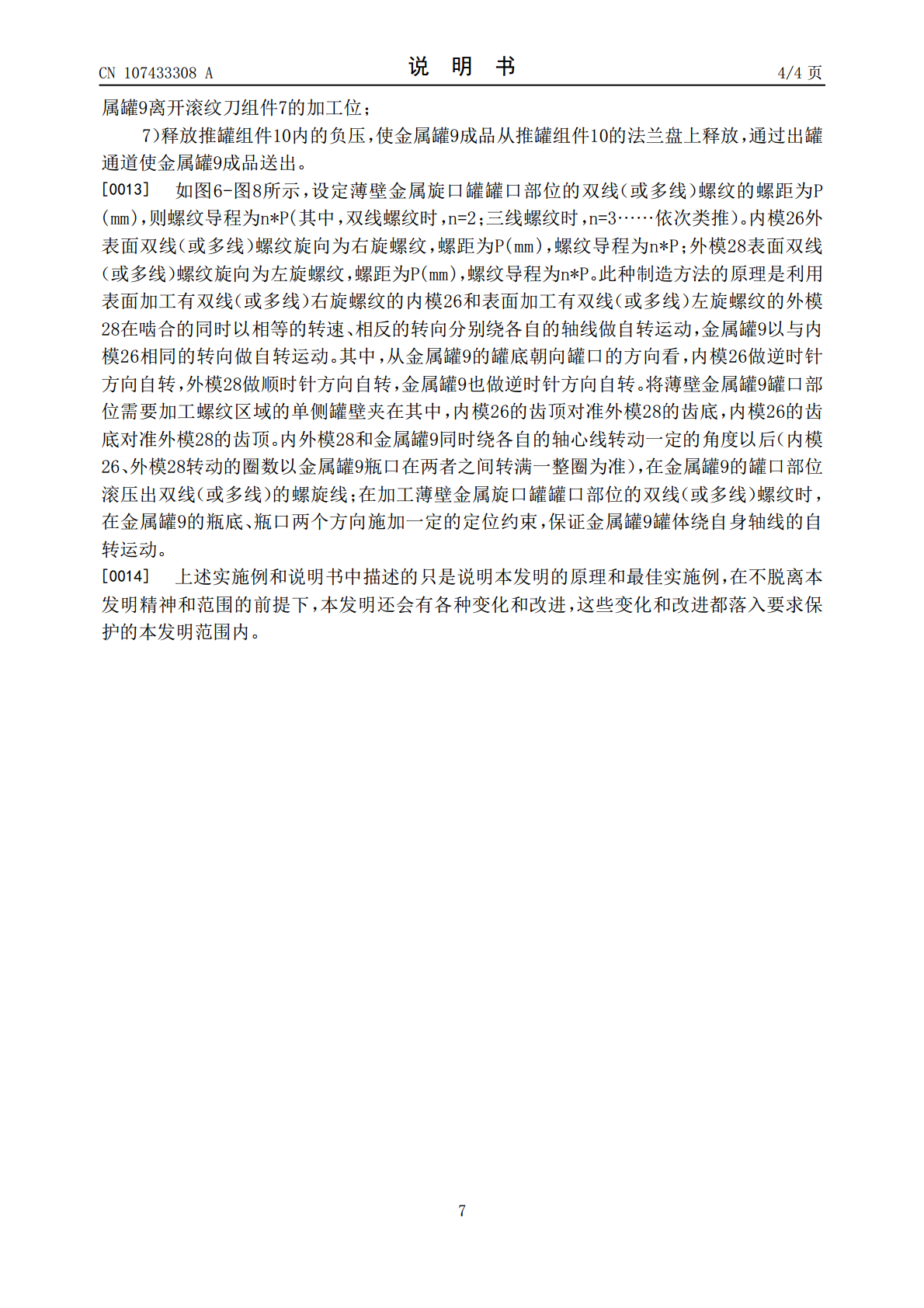
本发明公开了一种行星式多头螺纹金属罐成型设备,包括机身、主轴、滚纹刀组件和推罐组件,所述机身上固定有左支座、主轴和右支座,所述主轴一侧通过左轴承安装在左支座上,主轴另一侧通过右轴承安装在右支座上,左支座和右支座上分别固定有左凸轮和右凸轮,左凸轮固定有左传动齿轮,右凸轮固定有右传动齿轮,左凸轮和右凸轮均设有凸轮槽,主轴左侧通过滚刀转盘安装有若干个滚纹刀组件,主轴右侧通过推罐转盘安装有若干个推罐组件,主驱动电机带动主轴以及连接固定在主轴上的各组件一起作同步转动。本发明为一种生产效率更高、结构更先进、使用维护更

一种旋口金属瓶罐口螺纹制造设备.pdf
本发明公开了一种旋口金属瓶罐口螺纹制造设备,包括底板,所述底板的下端固定连接有多个支撑座,所述底板的上方设置有工作面,所述工作面与底板之间设置有用于工作面高度调节的升降机构,所述底板的上端固定连接有多个支撑杆,所述工作面的两端侧壁均固定连接有用于支撑杆穿过的固定筒,所述支撑杆上设置有提高升降机构稳定性的支撑机构,所述工作面的上端固定连接有安装底座,所述安装底座的上端面设置有用于罐口螺纹制造的滚纹机构。本发明结构设计合理,能够对不同口径大小的旋口金属瓶罐的进行加工,实现一机多用,且操作简单,可以避免人工抵紧
一种金属罐罐口滚纹机.pdf
本发明公开了一种金属罐罐口滚纹机,包括固定在机身上的左支座和右支座,其特征在于:所述的左支座和右支座通过轴承安装有主轴,左支座和右支座上分别固定有左凸轮和右凸轮,左凸轮固定有左传动齿轮,右凸轮固定有右传动齿轮,左凸轮和右凸轮均设有凸轮槽,主驱动电机带动主轴以及连接固定在主轴上的各组件一起转动,主轴左侧和右侧分别通过固定轮安装有若干个滚纹刀组件和推罐组件,主轴转动带动滚纹刀组件和推罐组件作同步转动。本发明采用行星结构运动方式,极大程度提高了生产效率,适合流水线大批量生产作业的要求,整机在运行过程中噪音较低,

一种用于金属罐的罐口切边装置.pdf
一种用于金属罐的罐口切边装置,包括第一刀(1)及第二刀(3),第一刀(1)为圆形刀;其特征在于:第二刀(3)设于第一刀(1)的上方,第二刀(3)的轴心与第一刀(1)的轴心相对位置固定;第二刀(3)为缺口刀,该缺口刀是在圆形刀的外缘上设有一让位槽(32);第二刀(3)与第一刀(1)的配合具有两个工作状态:裁切状态和上料下料状态;裁切状态是第二刀(3)以刀刃对着第一刀(1)即第二刀(3)的刀刃(31)与第一刀(1)的刀刃(11)相接触,上料下料状态是第二刀(3)以让位槽(32)对着第一刀(1)即第二刀(3)与