
一种全自动上拉头机.pdf

Ja****23

1/10
2/10
3/10

4/10

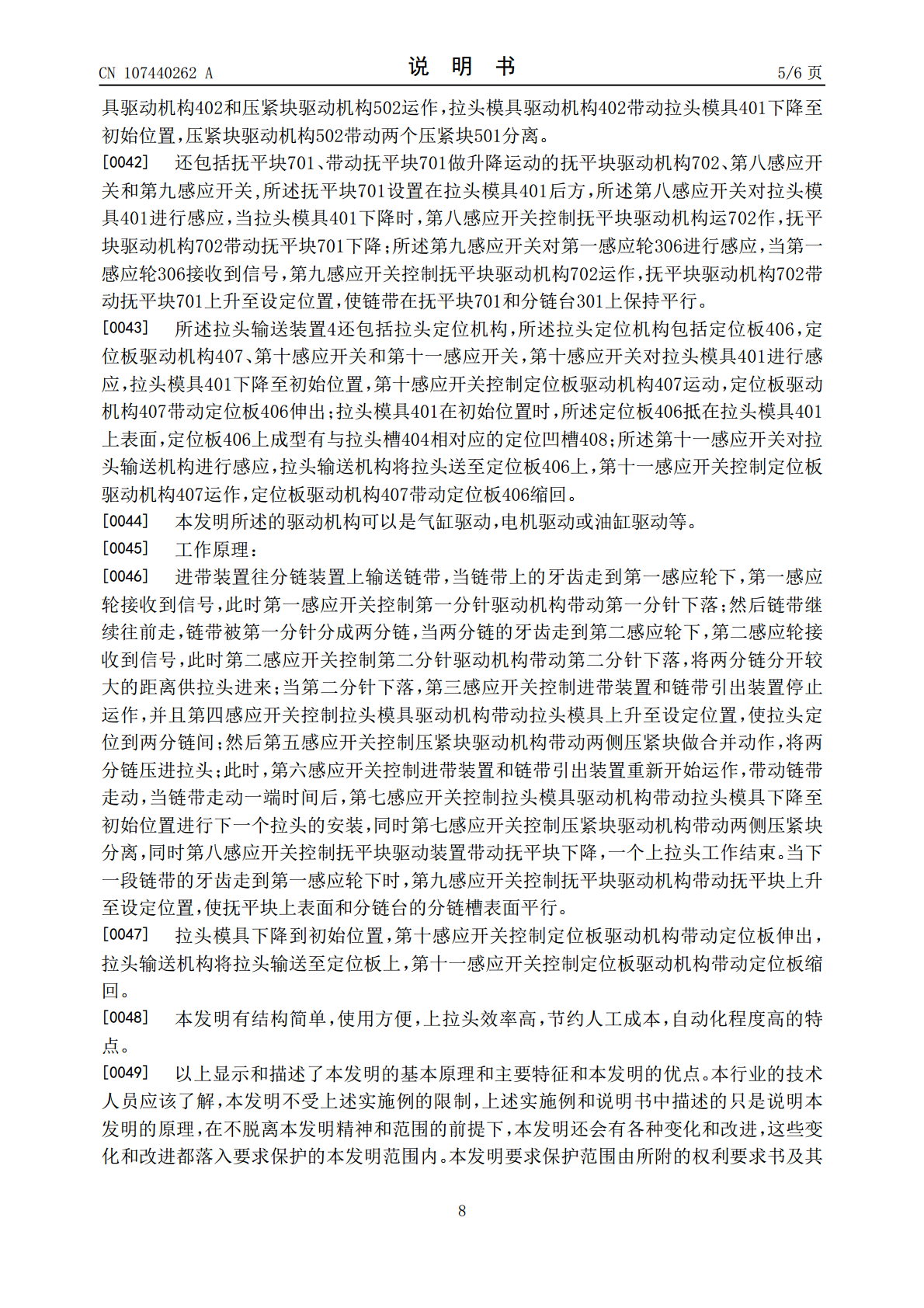
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种全自动上拉头机.pdf
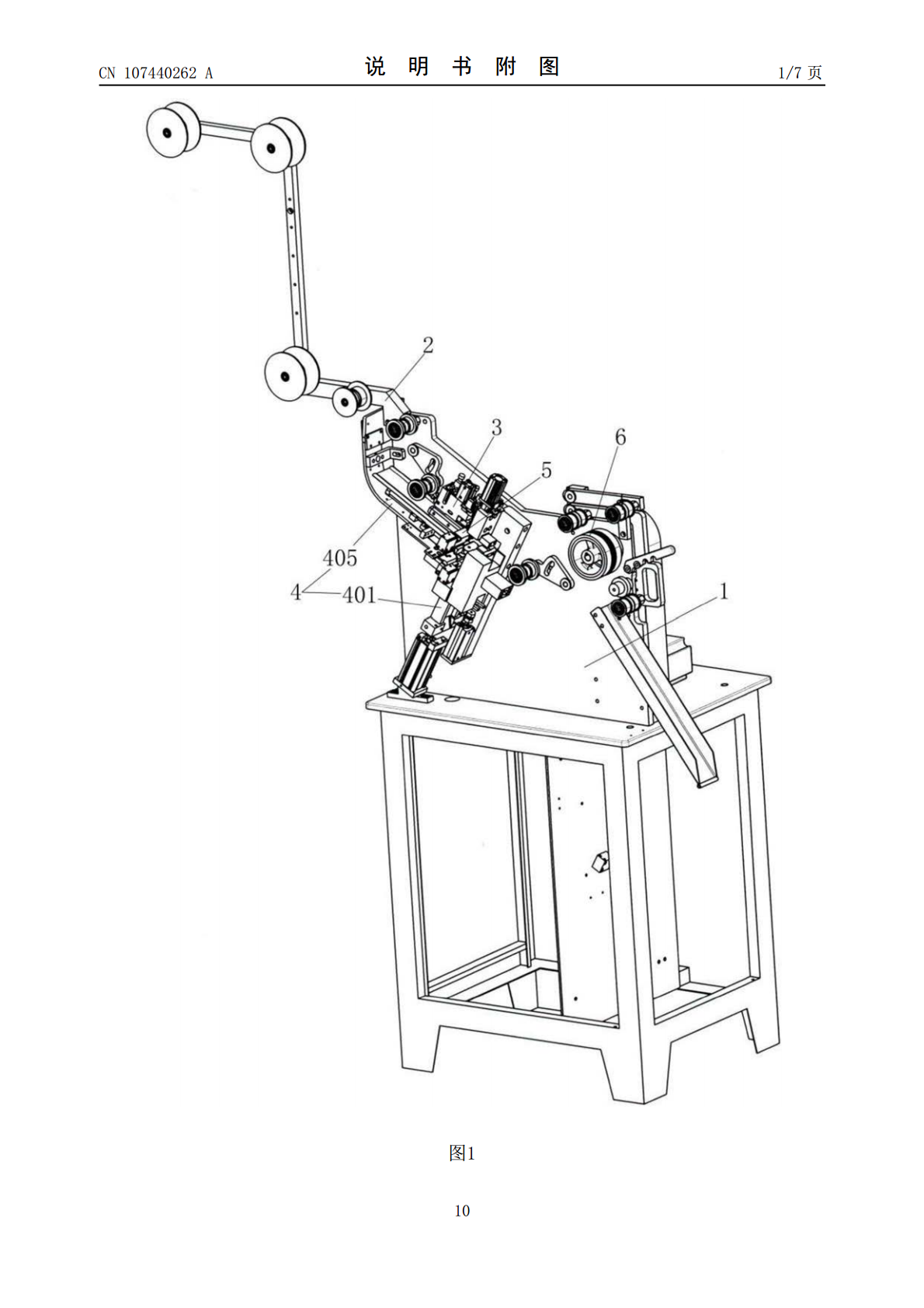
本发明属于拉链机领域,特指一种新型的全自动上拉头机,包括机架,所述机架上设置有进带装置,分链装置,拉头输送装置,并链装置和链带引出装置,所述分链装置包括分链台、第一感应机构、由第一感应机构控制的第一分针驱动机构、第一分针、第二感应机构、由第二感应机构控制的第二分针驱动机构、第二分针和感应第二分针并控制进带装置和链带引出装置的第三感应开关,所述第一感应机构包括第一感应轮以及与第一感应轮相对应的第一感应开关,所述第二感应机构包括两个并排设置的第二感应轮以及与两个第二感应轮相对应的第二感应开关;本发明具有结构简

全自动拉头抛光机.pdf
本发明提供了一种全自动拉头抛光机,用于抛光拉头,包括机架和驱动装置,机架内设有抛光轮和平行设置的导轨;导轨间隔设置,形成用于放置待抛光拉头的容置空间;待抛光拉头包括拉头顶面和拉头底面,拉头顶面和拉头底面之间设有两个内槽,相邻的两个导轨分别与两个内槽套接,用以实现待抛光拉头与导轨的滑动连接;抛光轮包括第一抛光轮和第二抛光轮,驱动装置用于驱动第一抛光轮和第二抛光轮转动;第一抛光轮置于待抛光拉头的上部,第一抛光轮的周面与拉头顶面接触;第二抛光轮置于待抛光拉头的下部,第二抛光轮的周面与拉头底面接触。本发明解决了现
一种全自动拉布机.pdf
本发明涉及一种全自动拉布机,它包括:放料组件,所述放料组件包括放料架体、安装在所述放料架体上的至少一组料卷卡槽、固定在所述放料架体上且与所述料卷卡槽相配合的张力调节辊;切割组件,所述切割组件包括设置于所述支撑架体一侧的第一支撑架、安装在所述第一支撑架顶部的固定架、可上下升降地安装在所述固定架内的压布板、可运动地安装在所述固定架侧面的转接头、固定在所述转接头上的切刀以及安装在所述第一支撑架顶部且间隔设置的多根垫板;收料组件。能够实现布料的自动化夹取、切割,提高了自动化程度和生产效率。
一种全自动注头机.pdf
本发明公开了一种全自动注头机,包括机架,机架上设有工作台,工作台上设有进管装置,进管装置一侧为挤料装置,进管装置另一侧为进管吐料装置,伺服电机通过电机轴连接转轴,转轴上设有主动轮,转轴通过轴承安装在滑块滑动组件上,主动轮通过同步传动带连接从动轮,从动轮连接旋转轴,旋转轴通过轴承固定在滑块滑动组件上,旋转轴上端连接旋转轮,旋转轮一侧为模棒,模棒设于注头机机体上,本发明采用同步射模注压成型的注头,型腔肩模与成型芯棒各自配对,以软管所需重量先吐料射模的型腔肩模内,型腔肩模与成型芯棒温度保持在10度‑15度之间,
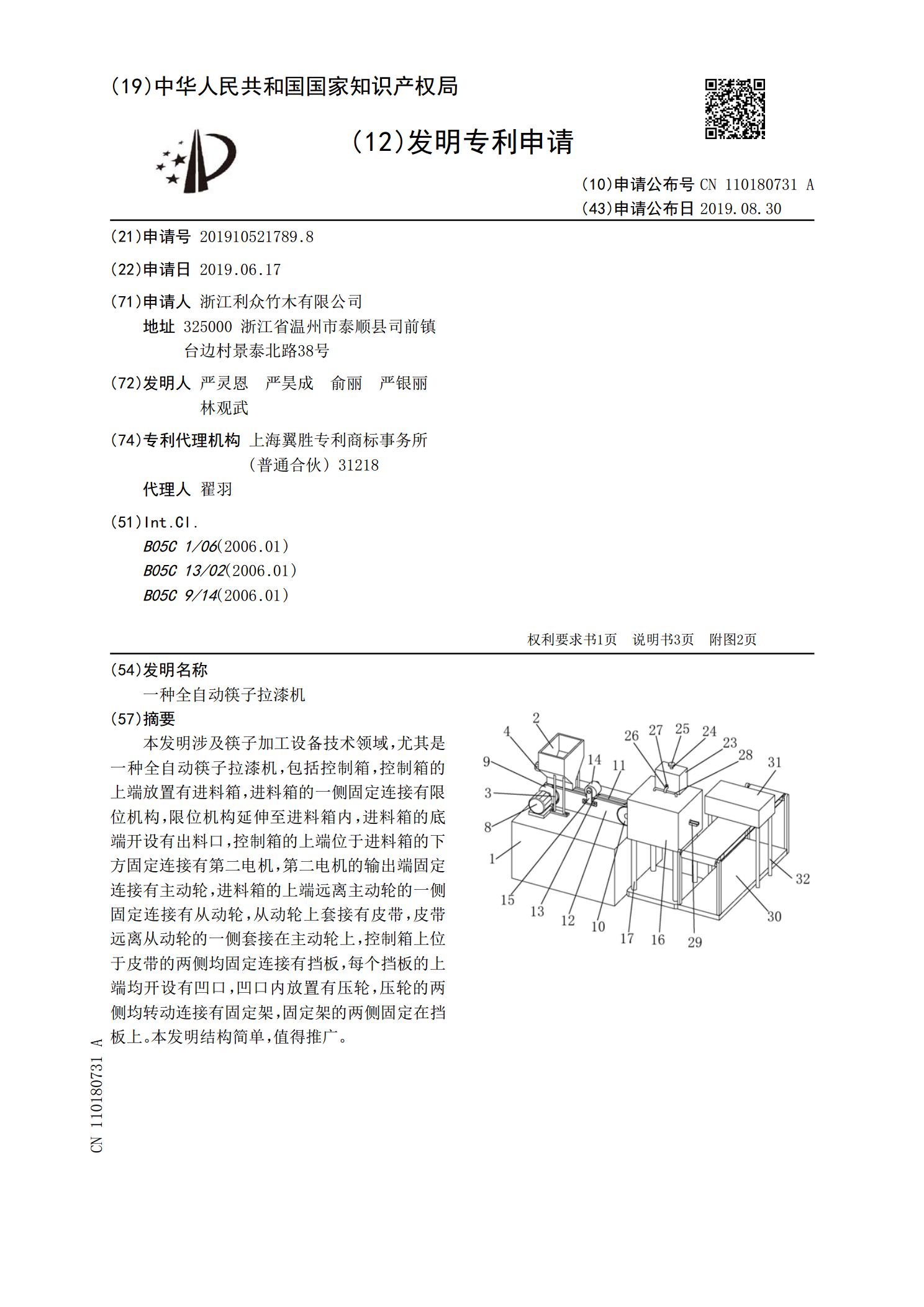
一种全自动筷子拉漆机.pdf
本发明涉及筷子加工设备技术领域,尤其是一种全自动筷子拉漆机,包括控制箱,控制箱的上端放置有进料箱,进料箱的一侧固定连接有限位机构,限位机构延伸至进料箱内,进料箱的底端开设有出料口,控制箱的上端位于进料箱的下方固定连接有第二电机,第二电机的输出端固定连接有主动轮,进料箱的上端远离主动轮的一侧固定连接有从动轮,从动轮上套接有皮带,皮带远离从动轮的一侧套接在主动轮上,控制箱上位于皮带的两侧均固定连接有挡板,每个挡板的上端均开设有凹口,凹口内放置有压轮,压轮的两侧均转动连接有固定架,固定架的两侧固定在挡板上。本发