
高铁轮对踏面残余应力高能声束调控方法.pdf

努力****甲寅

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高铁轮对踏面残余应力高能声束调控方法.pdf
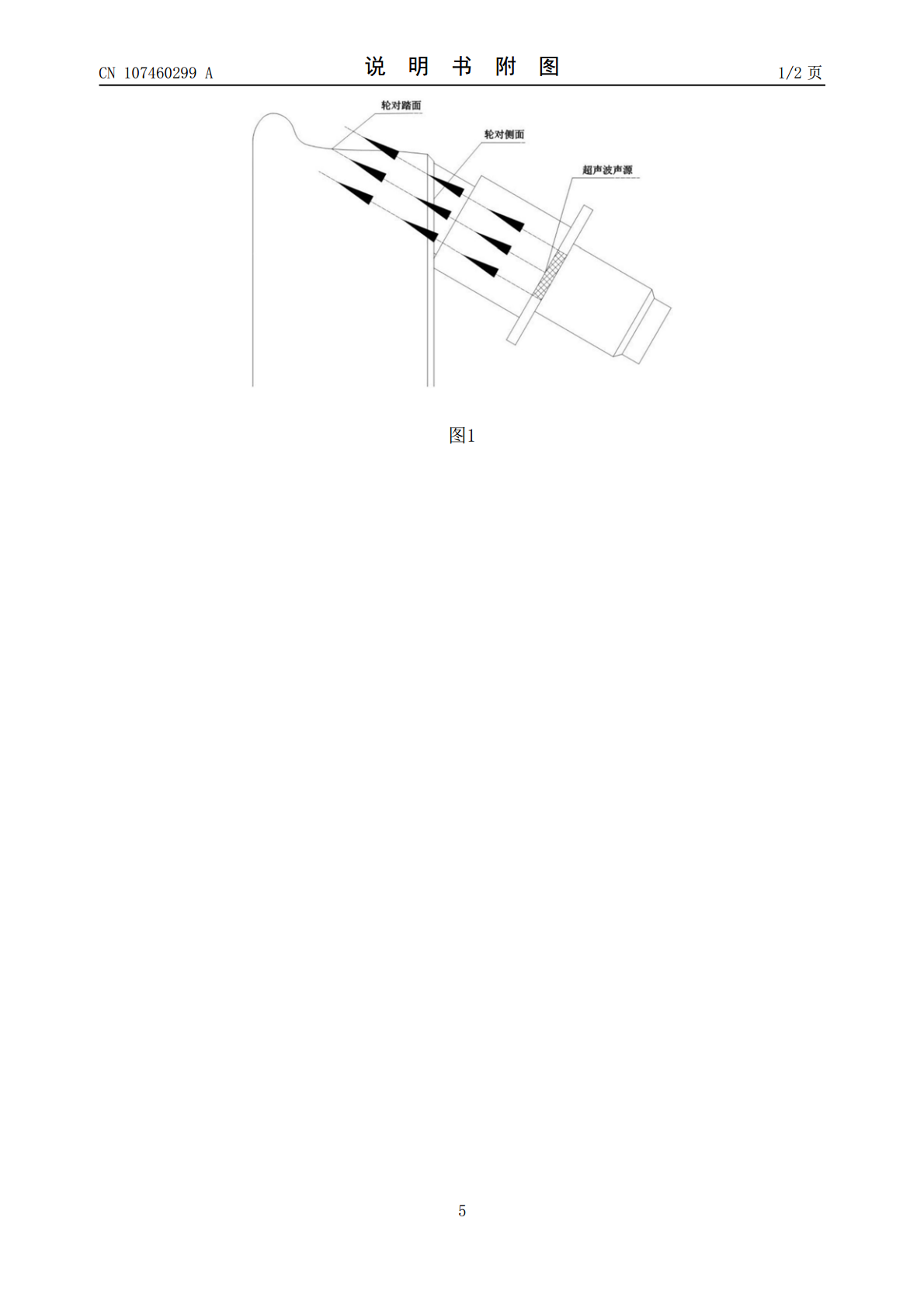
本发明提出了一种高铁轮对踏面残余应力高能声束调控方法,该方法适用于轮对踏面应力无损消减。通过超声应力调控系统、超声换能器的结合,激发出对应力敏感的高能声束,根据高能超声塑性诱导效应,将高能超声波动能量提供给应力施加区域或残余应力区域的位错原子以足够的动力,克服其阻力,通过滑移出晶体内部,实现晶格畸变的减少,从而达到施加应力或残余应力消减的目的。该方法效果明显,对调控轮对表面质量无特殊要求,对人体和环境无害,调控时间短,可实现原位调控作业,现场操作方便简单。
高铁轮对踏面残余应力高能声束消除装置.pdf
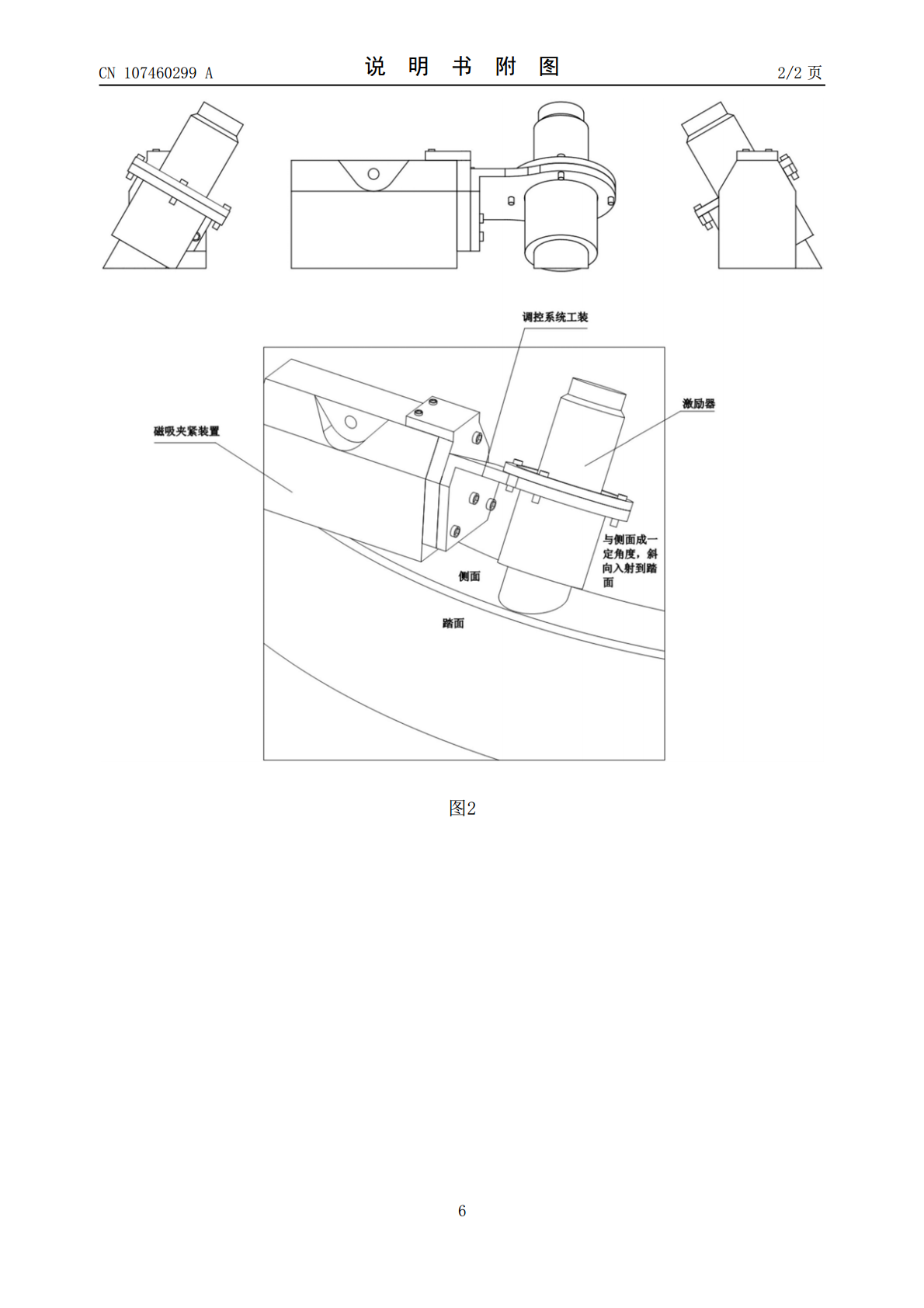
本发明涉及高铁轮对踏面残余应力高能声束消除装置,本装置无需借助支撑架等复杂辅助装置,仅通联接板、支撑环、套筒、拧紧螺栓和永磁铁,就可以在轮对侧面固定残余应力调控装置,完成对轮对踏面残余应力调控工作。装置贴合程度可由拧紧螺杆控制,便于现场操作。利用特定的超声换能器完成超声波残余应力调控,从而最大程度地保证残余应力调控结果的可靠性。
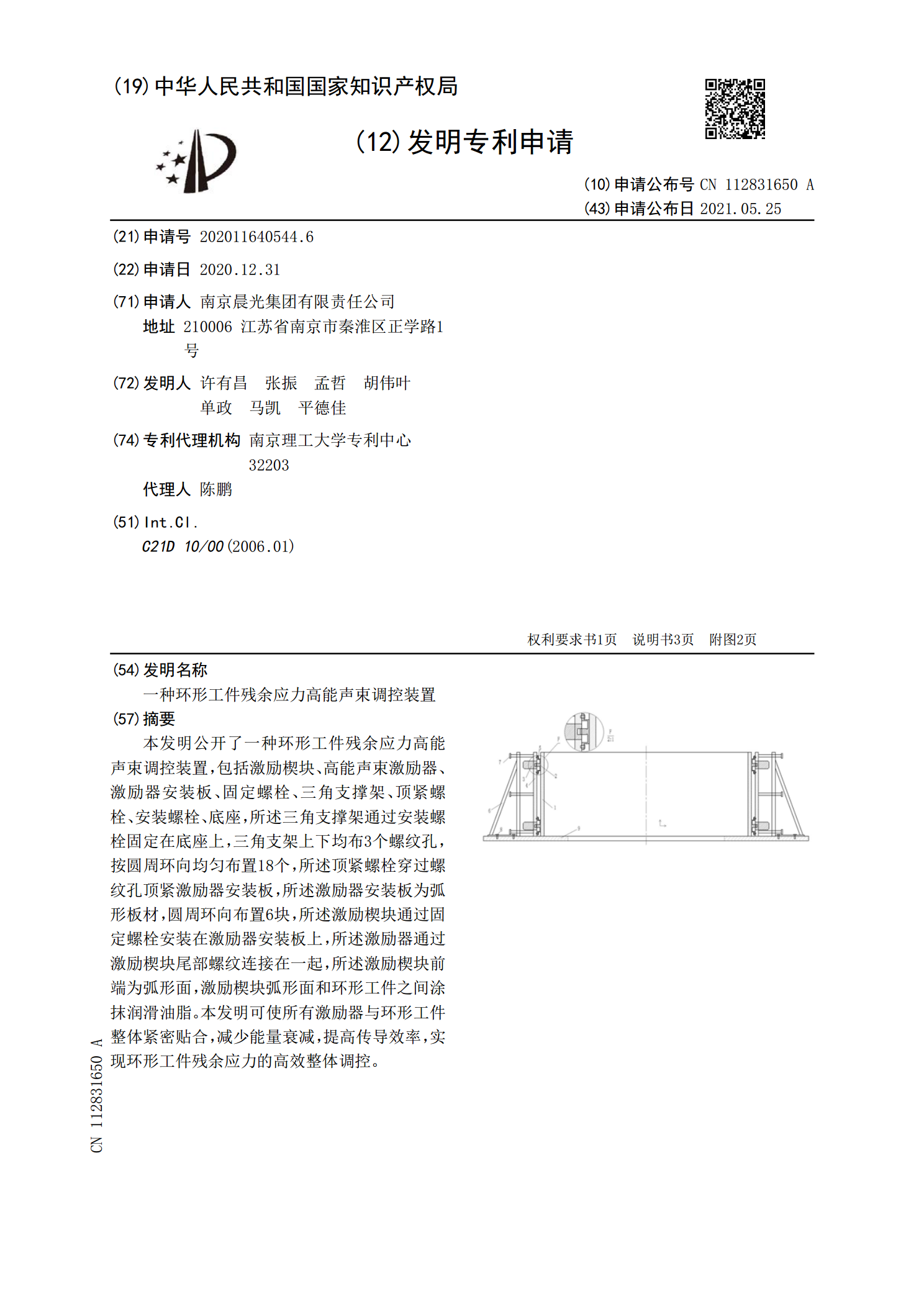
一种环形工件残余应力高能声束调控装置.pdf
本发明公开了一种环形工件残余应力高能声束调控装置,包括激励楔块、高能声束激励器、激励器安装板、固定螺栓、三角支撑架、顶紧螺栓、安装螺栓、底座,所述三角支撑架通过安装螺栓固定在底座上,三角支架上下均布3个螺纹孔,按圆周环向均匀布置18个,所述顶紧螺栓穿过螺纹孔顶紧激励器安装板,所述激励器安装板为弧形板材,圆周环向布置6块,所述激励楔块通过固定螺栓安装在激励器安装板上,所述激励器通过激励楔块尾部螺纹连接在一起,所述激励楔块前端为弧形面,激励楔块弧形面和环形工件之间涂抹润滑油脂。本发明可使所有激励器与环形工件整
高铁轮对踏面应力超声无损检测方法.pdf
本发明提出了一种用于测量高铁轮对踏面应力超声无损检测方法,该方法适用于轮对踏面残余应力无损测量。通过超声应力测量系统、超声换能器、楔块的结合,激发出对应力最敏感的L

局部温差调控残余应力热处理方法.pdf
本发明公开了一种局部温差调控残余应力热处理方法,具体涉及热处理调控残余应力领域。本发明基于常规加热方法对设备进行热处理升温保温操作,热处理保温操作后,针对设备外壁保留覆盖于其上的保温棉,使其缓慢降温,同时对设备内壁进行水冷处理,根据设备类型设置喷洒体积范围,利用喷淋装置喷洒设备内壁或焊缝进行降温,直至设备冷却至室温,基于设备内外壁间存在的巨大温差形成畸变温度场调控残余应力,控制设备变形情况。本发明降低了设备的残余应力,实现了热处理后设备应力的均匀分布,将设备表面产生的拉应力转变为压应力,提高了设备的耐应力