
气隙砂轮、磁芯研磨装置及磁芯研磨方法.pdf

努力****凌芹

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
气隙砂轮、磁芯研磨装置及磁芯研磨方法.pdf
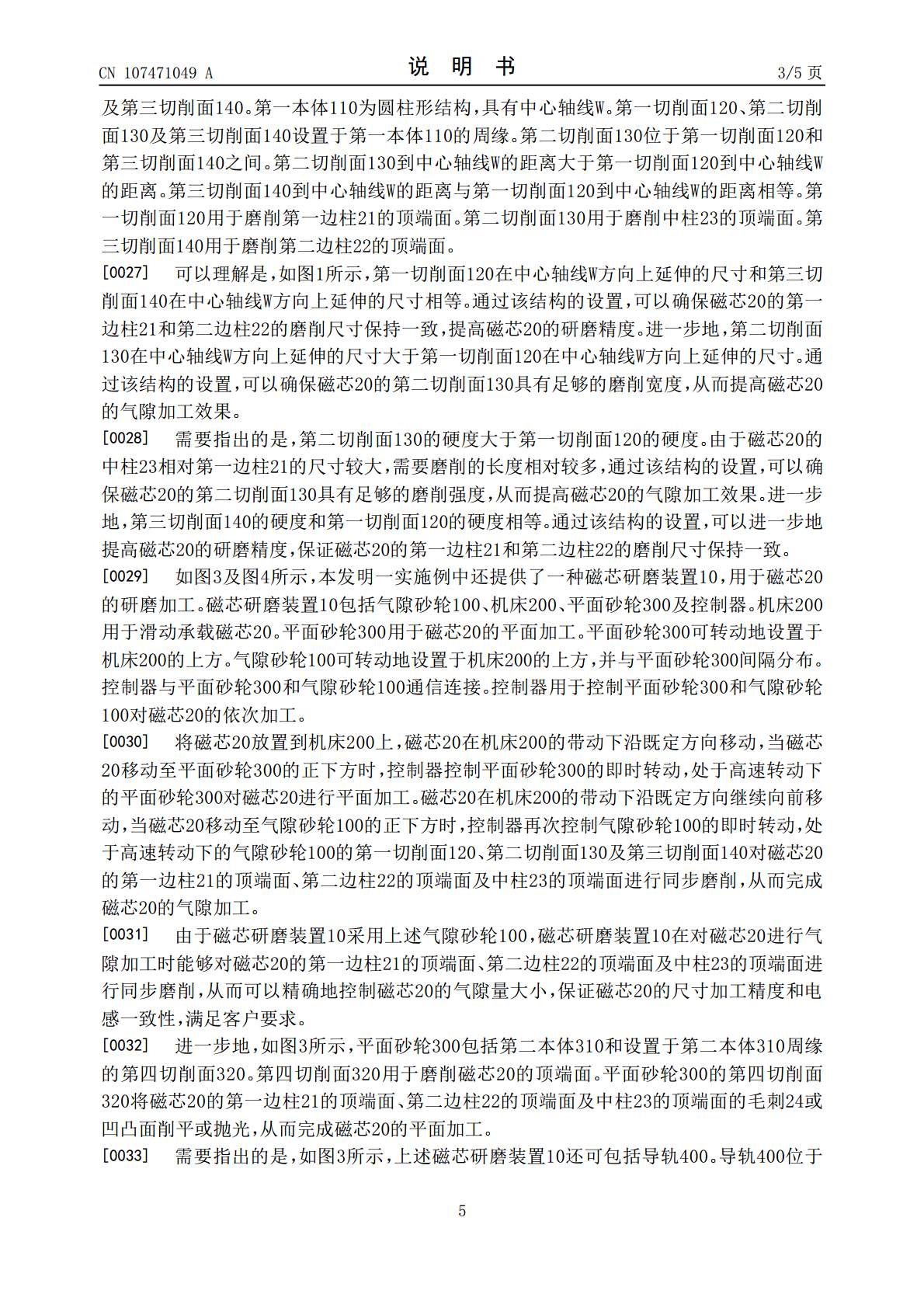
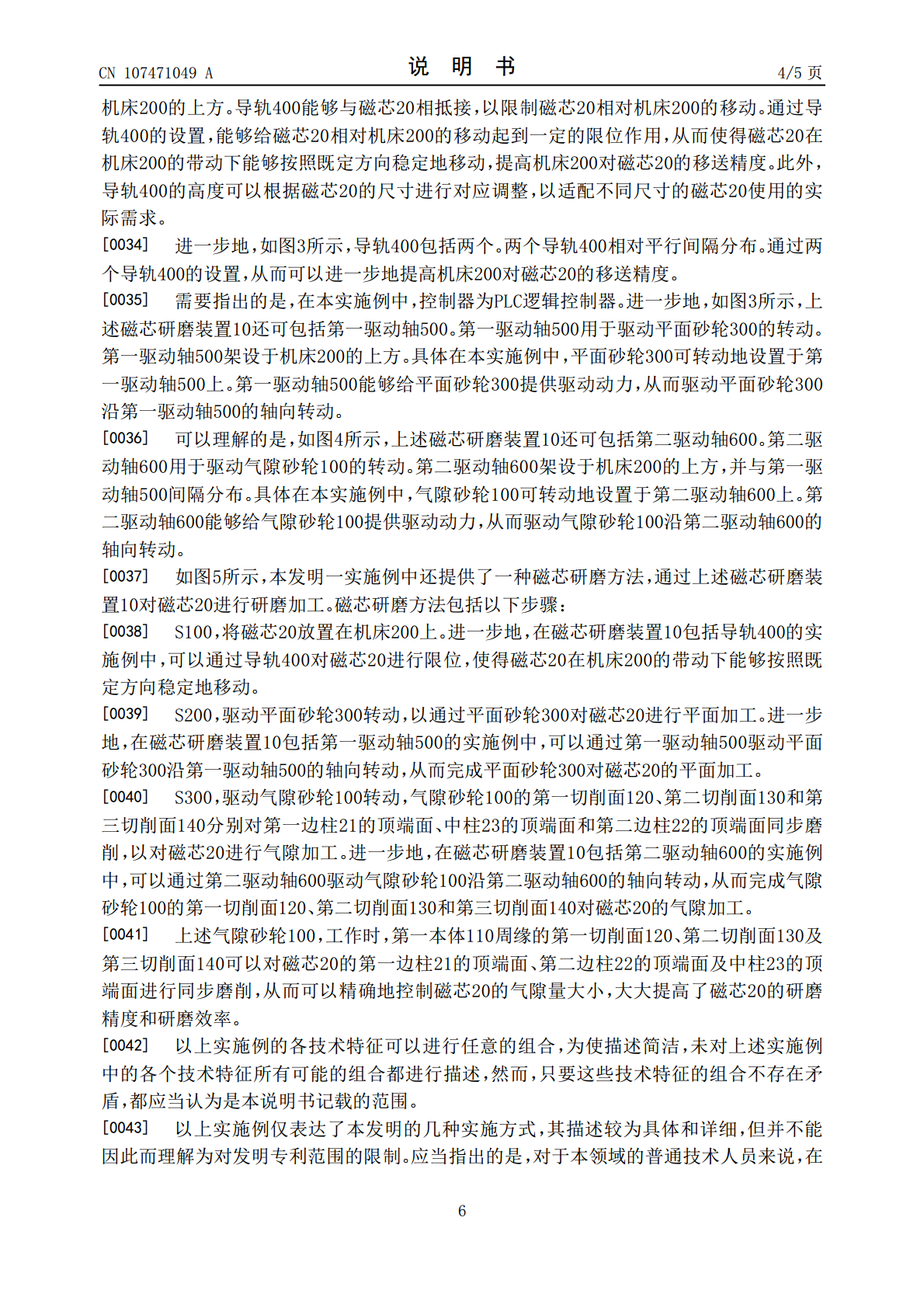
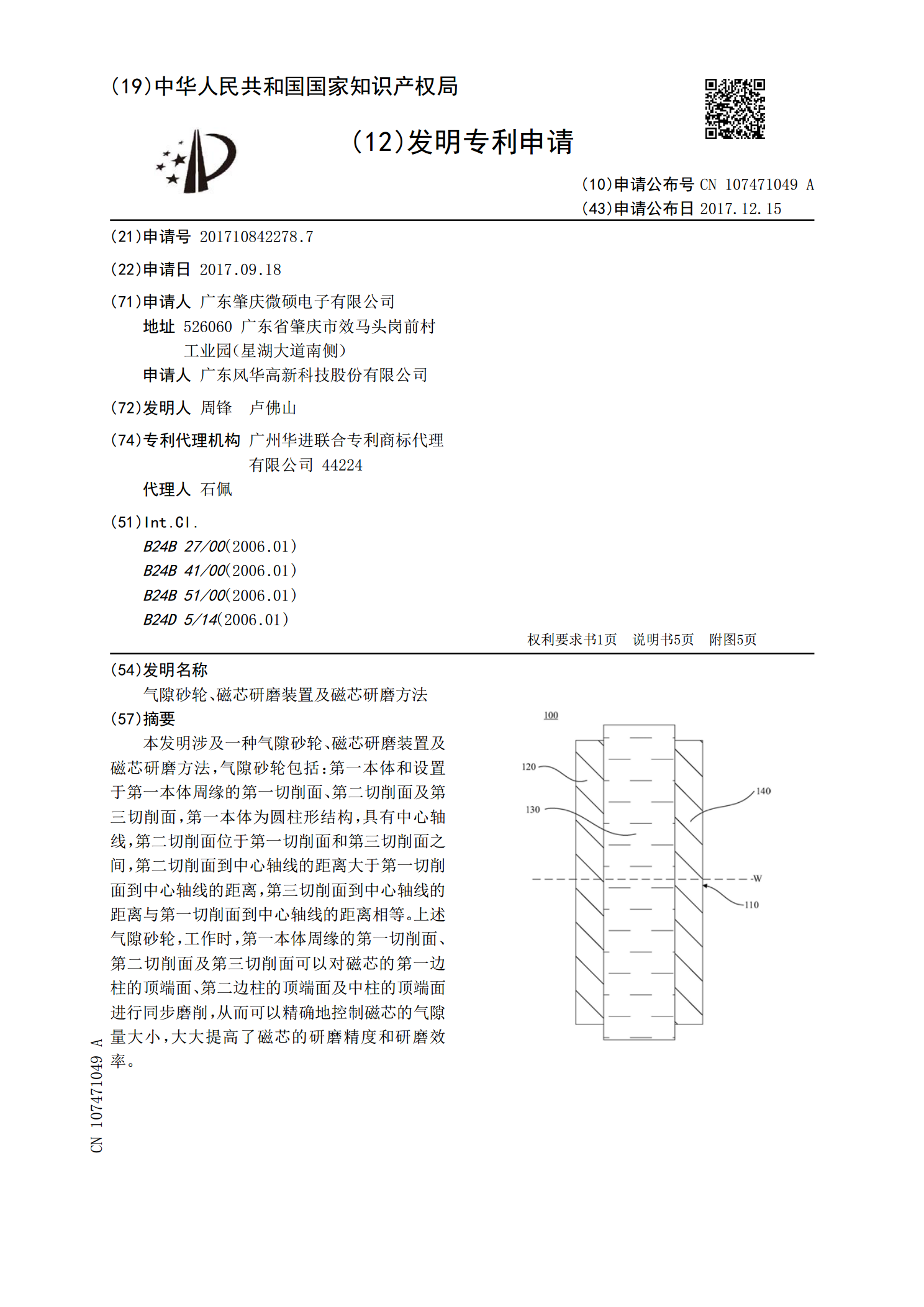
本发明涉及一种气隙砂轮、磁芯研磨装置及磁芯研磨方法,气隙砂轮包括:第一本体和设置于第一本体周缘的第一切削面、第二切削面及第三切削面,第一本体为圆柱形结构,具有中心轴线,第二切削面位于第一切削面和第三切削面之间,第二切削面到中心轴线的距离大于第一切削面到中心轴线的距离,第三切削面到中心轴线的距离与第一切削面到中心轴线的距离相等。上述气隙砂轮,工作时,第一本体周缘的第一切削面、第二切削面及第三切削面可以对磁芯的第一边柱的顶端面、第二边柱的顶端面及中柱的顶端面进行同步磨削,从而可以精确地控制磁芯的气隙量大小,大

一种E型磁芯研磨装置.pdf
本发明公开了一种E型磁芯研磨装置,包括支座、电机、丝杠螺母机构、微调机构、竖直滑轨、砂轮和隔板,所述电机的外壳通过支架与螺母固定,竖直滑轨固定在支座上,螺母与竖直滑轨相适配、安装在竖直滑轨上,螺杆竖直位置恒定;所述微调机构包括微调螺母板板和微调螺栓,在微调螺母板上设有螺母孔,微调螺母固定在支座上,微调螺栓旋入螺母孔内、且底端压在支座上;所述电机的输出轴水平,砂轮固定在电机的输出轴上;隔板水平放置,在隔板上设置有透孔,所述透孔的宽度大于砂轮的宽度,砂轮位于透孔的正下方。本发明提供的E型磁芯研磨装置,通过粗、
一种软磁磁芯研磨用球磨机.pdf
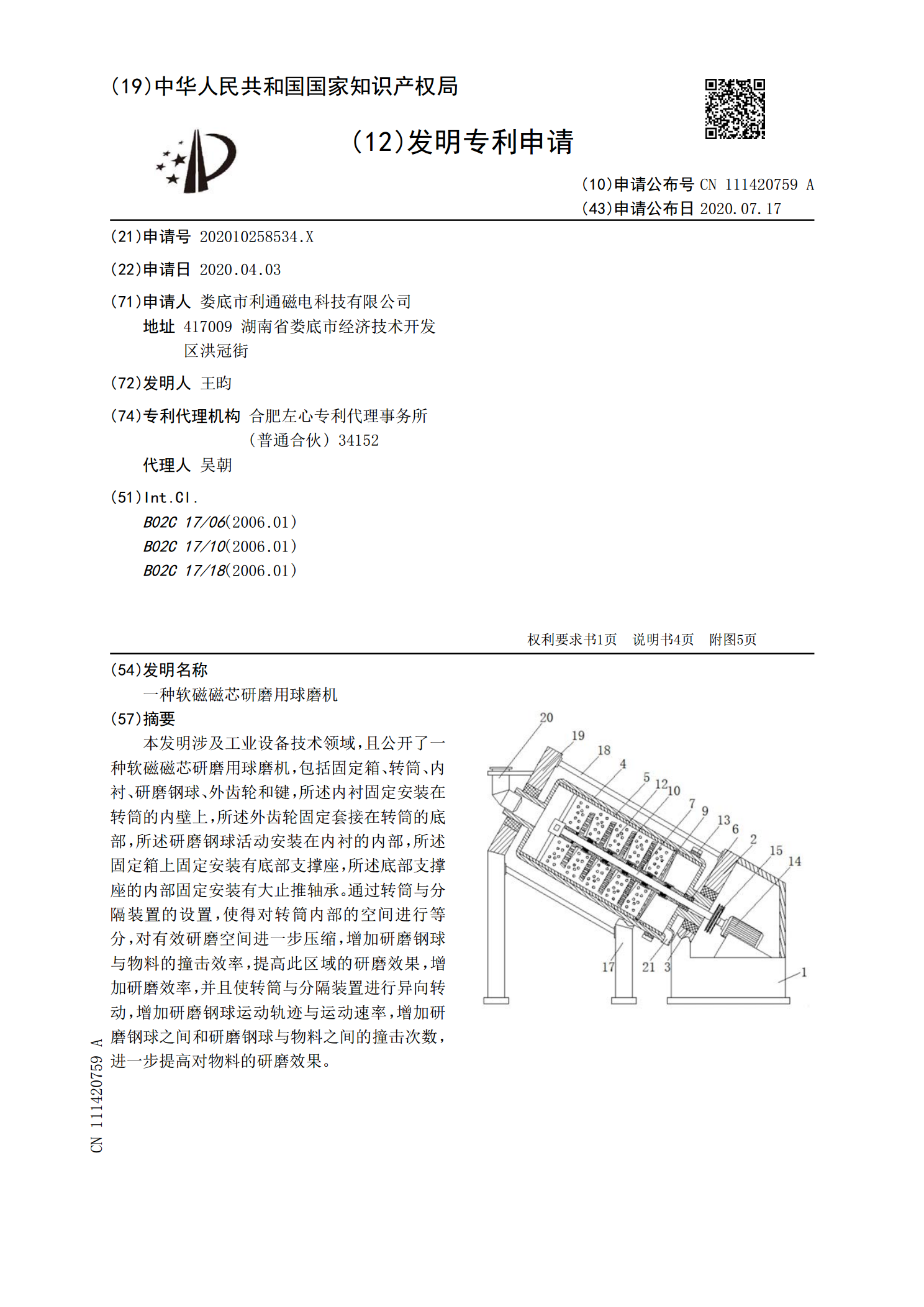
本发明涉及工业设备技术领域,且公开了一种软磁磁芯研磨用球磨机,包括固定箱、转筒、内衬、研磨钢球、外齿轮和键,所述内衬固定安装在转筒的内壁上,所述外齿轮固定套接在转筒的底部,所述研磨钢球活动安装在内衬的内部,所述固定箱上固定安装有底部支撑座,所述底部支撑座的内部固定安装有大止推轴承。通过转筒与分隔装置的设置,使得对转筒内部的空间进行等分,对有效研磨空间进一步压缩,增加研磨钢球与物料的撞击效率,提高此区域的研磨效果,增加研磨效率,并且使转筒与分隔装置进行异向转动,增加研磨钢球运动轨迹与运动速率,增加研磨钢球之
制造转子电机磁芯的方法和冷却该磁芯的装置.pdf
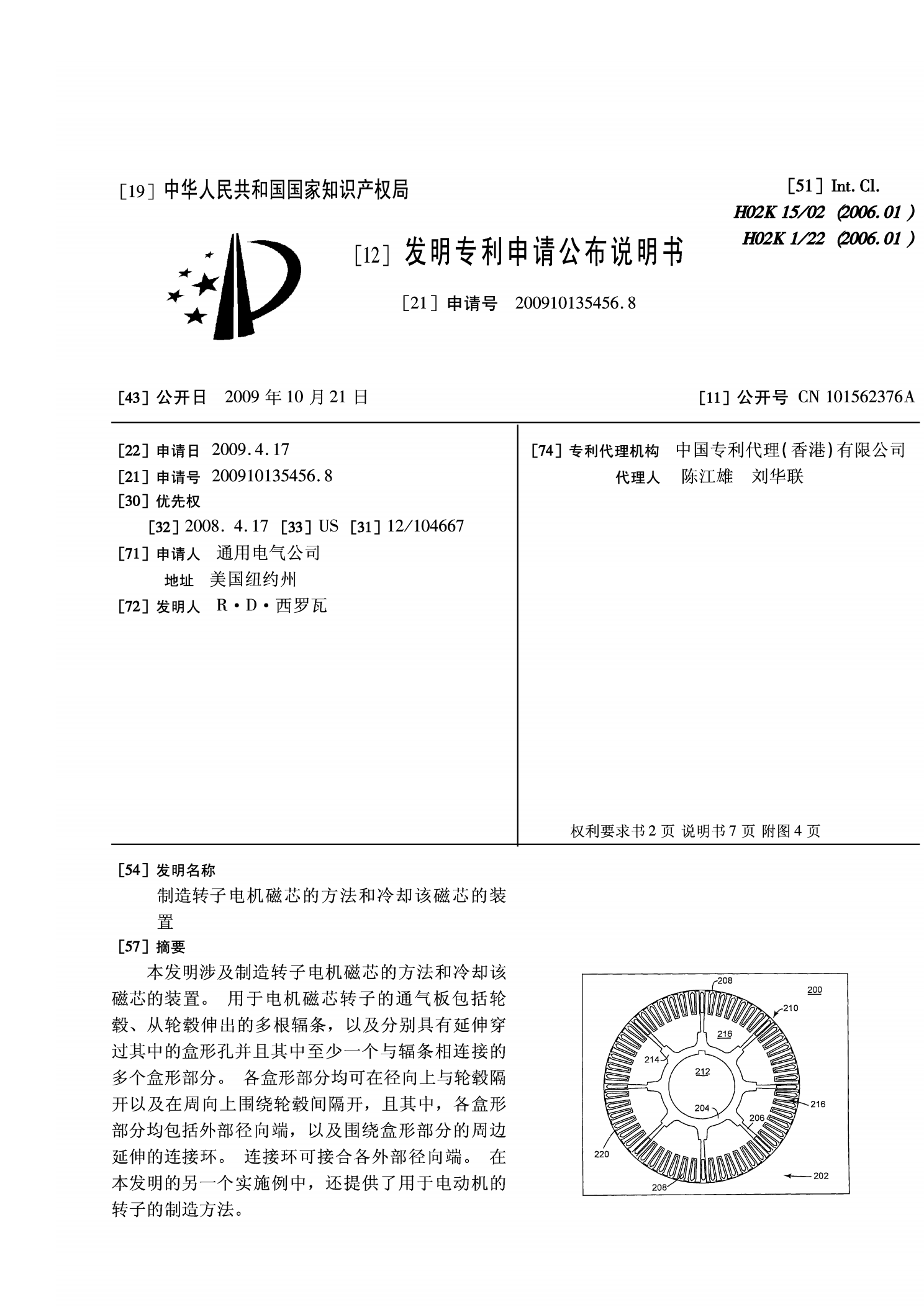
本发明涉及制造转子电机磁芯的方法和冷却该磁芯的装置。用于电机磁芯转子的通气板包括轮毂、从轮毂伸出的多根辐条,以及分别具有延伸穿过其中的盒形孔并且其中至少一个与辐条相连接的多个盒形部分。各盒形部分均可在径向上与轮毂隔开以及在周向上围绕轮毂间隔开,且其中,各盒形部分均包括外部径向端,以及围绕盒形部分的周边延伸的连接环。连接环可接合各外部径向端。在本发明的另一个实施例中,还提供了用于电动机的转子的制造方法。

软磁铁氧体磁芯的开隙方法.pdf
本发明提供一种软磁铁氧体磁芯的开隙方法,应用于对具有待磨面及待开隙面的软磁铁氧体磁芯原胚的研磨环节中,首先提供一用于研磨待磨面的第一磨床及一用于研磨开隙面的第二磨床;然后,设置一用于传送所述软磁铁氧体磁芯原胚的传送带;接着在第二磨床上设置一双头开隙砂轮,并依据软磁铁氧体磁芯的尺寸预设双头开隙砂轮的参数;当在传送带上放置多排原胚时,依次运行第一磨床、第二磨床及传送带,由第一磨床研磨所述原胚的待磨面后,再由传送带将原胚输送至第二磨床,由该双头开隙砂轮对原胚的待开隙面进行一次开隙作业,以此来提高生产效率、节约设