
一种用于汽轮机通流部位的汽路封严方法.pdf

子安****吖吖


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于汽轮机通流部位的汽路封严方法.pdf
一种用于汽轮机通流部位的汽路封严方法,涉及汽轮机通流部位的汽路封严技术领域。本发明是为了解决现有汽路封严方法中,汽封齿在刮擦过程中高度发生损失,通流间隙变大,机组效率降低的问题。本发明所述的一种用于汽轮机通流部位的汽路封严方法,该方法为:在汽轮机高、中、低压通流部分的静子部套上封涂可磨耗封严涂层,在汽轮机相邻的两级动叶之间和端部汽封位置设置汽封齿。本发明适用于汽轮机通流部位的汽路封严领域。

一种汽轮机汽封、隔板及通流部分测量装置.pdf
本发明涉及一种测量装置,尤其涉及一种汽轮机汽封、隔板及通流部分测量装置。它包括中心导杆,在所述中心导杆的两端设置有磁力固定架,在中心导杆上设置有测量滑块,在测量滑块上装配有百分表。本发明避免了拉钢丝法和假轴法存在的绕度问题,且制作工艺简单,采用百分表、内径千分尺、塞尺均可测量,测量数据精确,计算方法简单,方便初学者和专业技术人员使用。?

汽轮机通流级动静汽封泄漏对汽轮机功率损失的评估方法.pdf
本发明公开了一种汽轮机通流级动静汽封泄漏对汽轮机功率损失的评估方法,其先利用汽封流量计算公式分别计算汽轮机某通流级级间汽封及叶顶汽封的泄漏量Fitspli及Ftspli;然后计算汽轮机通流叶顶汽封泄漏量;最后计算由于汽轮机某通流级汽封泄漏造成的机组功率损失Pi,其中Pi=P1i+P2i。采用本发明方法可以评估各通流叶片动静部分汽封间隙变化对汽轮机整体性能的影响程度,最终可以对通流叶片汽封间隙影响汽轮机功率的大小进行定量的评估和评价。
汽轮机通流改造用多直径隔板汽封环的汽封齿铆接工装.pdf
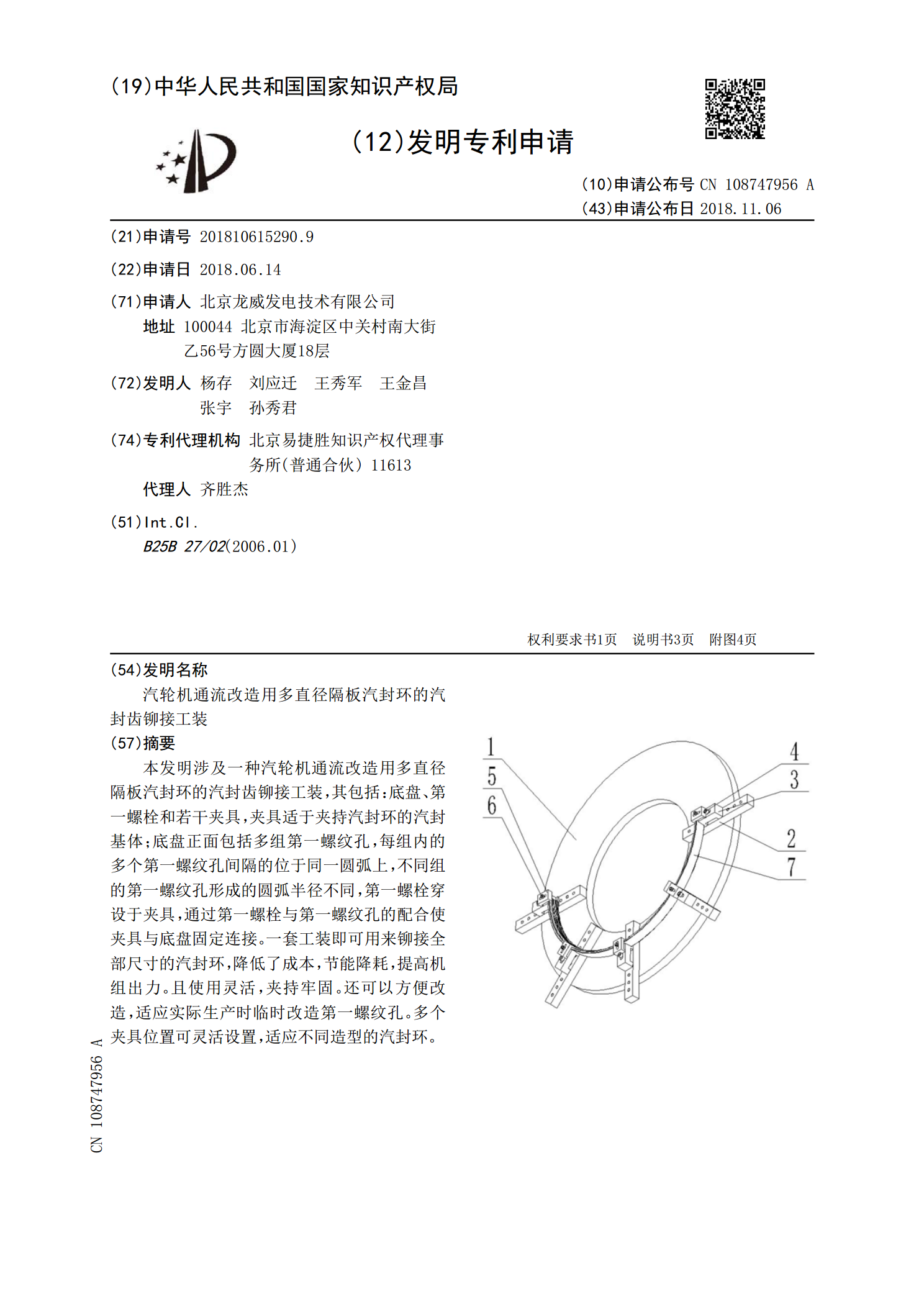
本发明涉及一种汽轮机通流改造用多直径隔板汽封环的汽封齿铆接工装,其包括:底盘、第一螺栓和若干夹具,夹具适于夹持汽封环的汽封基体;底盘正面包括多组第一螺纹孔,每组内的多个第一螺纹孔间隔的位于同一圆弧上,不同组的第一螺纹孔形成的圆弧半径不同,第一螺栓穿设于夹具,通过第一螺栓与第一螺纹孔的配合使夹具与底盘固定连接。一套工装即可用来铆接全部尺寸的汽封环,降低了成本,节能降耗,提高机组出力。且使用灵活,夹持牢固。还可以方便改造,适应实际生产时临时改造第一螺纹孔。多个夹具位置可灵活设置,适应不同造型的汽封环。

一种用于蒸汽轮机上的自动闭合汽封及其运行方法.pdf
本发明公开了一种用于蒸汽轮机上的自动闭合汽封及其运行方法,包括机体,所述机体内设置有汽轮机活动腔,所述汽轮机活动腔左侧设置有第一空腔,所述第一空腔左侧设置有第二空腔,所述第二空腔与所述汽轮机活动腔之间可转动的设置有贯穿所述第一空腔的主动转轴,所述主动转轴上设置有位于所述第一空腔内的第一带轮,所述第一空腔左侧设置有第三空腔,所述第三空腔左侧设置有第四空腔,所述第四空腔与所述第一空腔之间可转动的设置有贯穿所述第三空腔的第一转轴,所述第一转轴上设置有位于所述第一空腔内的第二带轮,所述第二带轮与所述第一带轮之间传