
一种汽轮机转子安装汽封齿方法.pdf

梦影****主a


1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
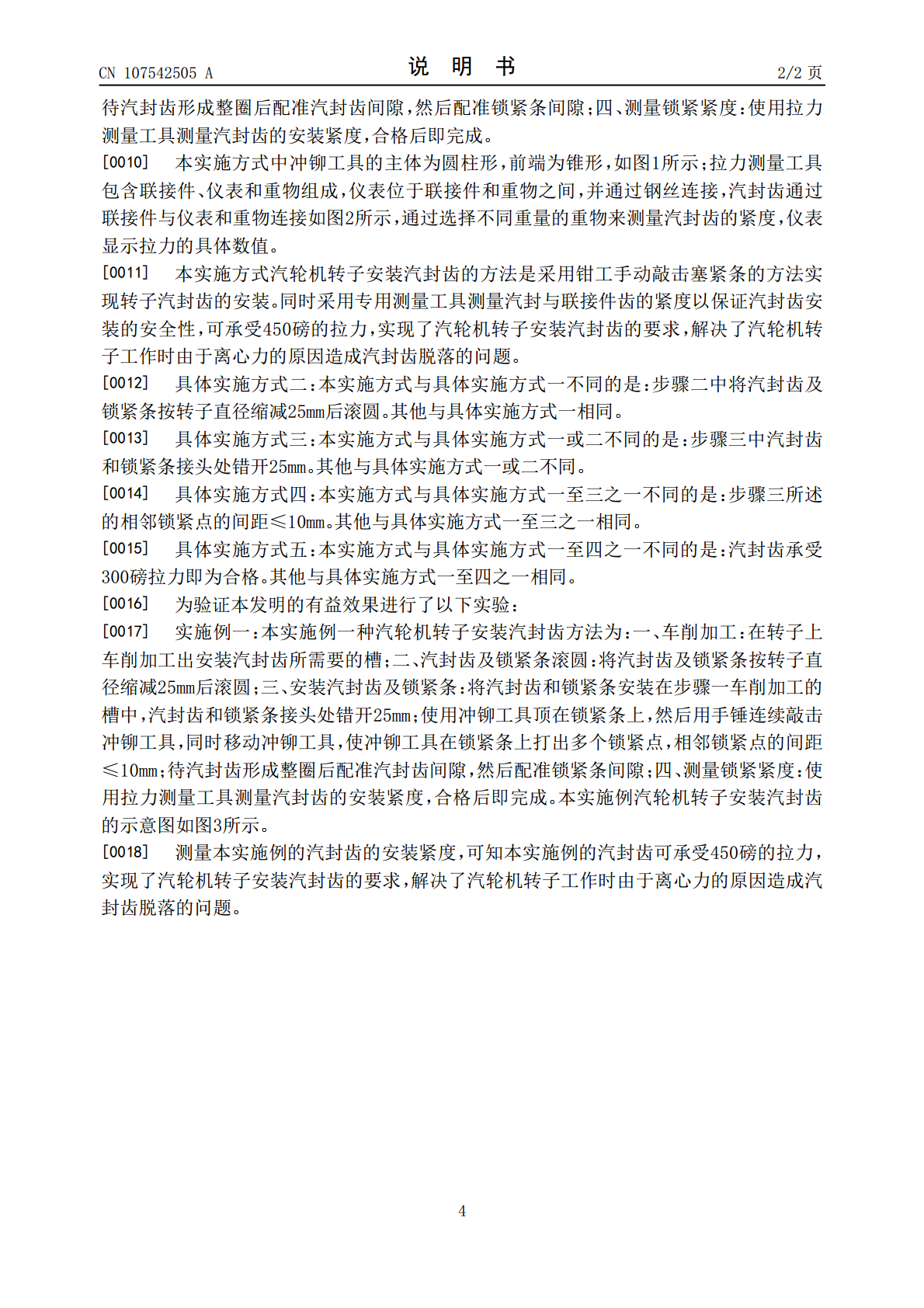
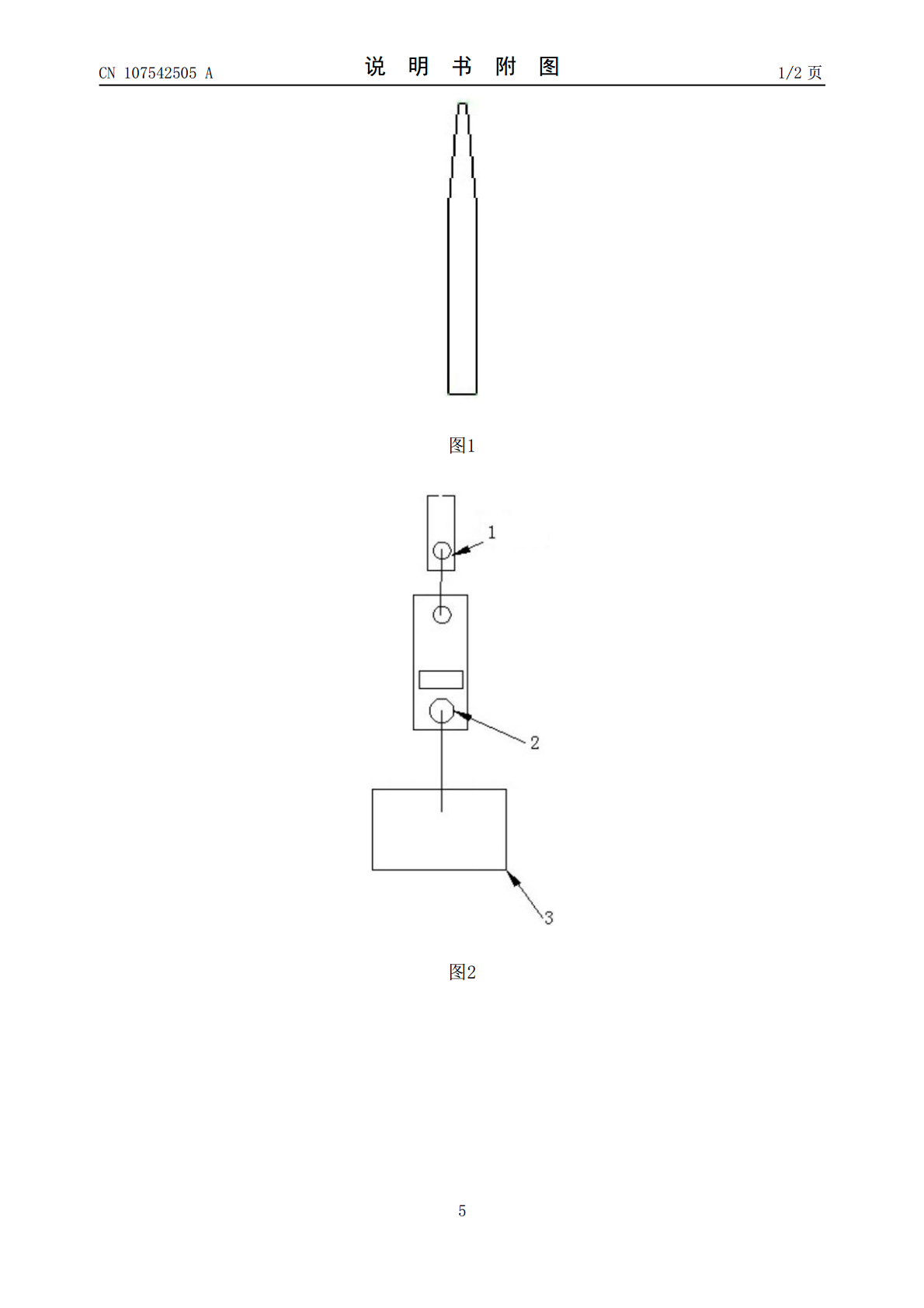
一种汽轮机转子安装汽封齿方法.pdf
一种汽轮机转子安装汽封齿方法,本发明涉及一种汽轮机转子安装汽封齿方法。本发明的目的是为了解决现阶段汽轮机转子工作时由于离心力的原因造成汽封齿脱落的问题。本发明方法为:一、车削加工;二、汽封齿及锁紧条滚圆;三、安装汽封齿及锁紧条;四、四、测量锁紧紧度。本发明的汽封齿可承受450磅的拉力,实现了汽轮机转子安装汽封齿的要求。本发明可应用于汽轮机领域。

汽轮机转子汽封齿修复系统及方法.pdf
本发明提供了一种汽轮机转子汽封齿修复系统及方法,涉及汽轮机转子的修复技术领域。汽轮机转子汽封齿修复系统包括底座以及设置于底座上的车削加工装置和激光熔覆装置;车削加工装置包括设于汽轮机转子的两端并用于装夹汽轮机转子的卡盘、设于汽轮机转子的下部并用于支撑汽轮机转子的支撑座以及用于对汽轮机转子进行车削加工的移动式刀架;激光熔覆装置包括设于汽轮机转子的侧部并能沿汽轮机转子移动的激光器,解决了现有技术中存在的汽轮机高中压转子重量较大,体积庞大,采用传统的车削工装无法满足转子的装夹要求,导致汽轮机转子的修复困难的技术

一种汽轮机汽封齿的铆齿装置及其方法.pdf
本发明涉及一种汽轮机汽封齿的铆齿装置及其方法,包括与外部刀架固定的连接座、扁平铲头和驱动组件。在连接座上设置有限位装置,用于防止扁平铲头在铆齿过程中转动,限位装置内部为方形通槽,扁平铲头通过限位连接杆连接于驱动组件,限位连接杆为与方形通槽相配合的、且断面呈方形的杆体结构。驱动组件用于驱动限位连接杆沿其轴向往复运动,以使限位连接杆带动扁平铲头进行铆齿。其有益效果是,限位装置的设置使扁形铲头不会因与圆柱体夹持柄活动连接的弹簧有一定的转动范围而绕其轴线转动,有效的防止误伤该固定汽封齿片。

一种汽轮机J型汽封齿装配工具及方法.pdf
本发明提供一种汽轮机J型汽封齿装配工具,包括:铲头、气铲;所述铲头包括冲铆段和卡接段;所述冲铆段设有定位槽,所述定位槽将所述冲铆段分割为端面一与端面二;所述端面一设有防滑纹;所述铲头的卡接段与所述气铲连接。本发明还提供了一种汽轮机J型汽封齿装配工具装配J型汽封齿的方法:包括清洁、调试、装配、紧固、检测、修整。本发明通过定位槽的定位解决了汽封齿装配不规整的问题,有效的提高了装配质量,运用气铲带动铲头,装配效率提高了10倍以上。

一种用于汽轮机转子汽封片拆卸工具及汽封片拆卸方法.pdf
一种用于汽轮机转子汽封片拆卸工具及汽封片拆卸方法,本发明涉及汽封片拆卸工具及汽封片拆卸方法,本发明为了解决现有技术汽轮机转子上的汽封片进行检修时,由于设备条件有限,操作空间小,汽封片安装强度高等原因,汽封片的检修拆卸工作存在较大的困难,本发明为解决上述问题而采用的技术方案是:方案一:它包括连接螺栓和两个夹具体,两个夹具体相对设置,两个夹具体通过连接螺栓转动连接。方案二:它包括连接销钉、第一剪切板和第二剪切板;第一剪切板一端靠近第二剪切板的一端设置,第一剪切板的另一端与第二剪切板的另一端相对设置,第一剪切板