
砂轮罩装置.pdf

一条****杉淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

砂轮罩装置.pdf
本发明提供一种砂轮罩装置,砂轮是直径大的大径砂轮与直径小的小径砂轮(57)中的任一者,所述砂轮罩装置具备:大径用砂轮罩装置,其形成收纳上述大径砂轮的第一内部空间(S1);小径用砂轮罩装置(60S),其以能够装卸的方式配设于由上述大径用砂轮罩装置形成的第一内部空间(S1)内,并形成收纳上述小径砂轮(57)的第二内部空间(S2)。

研磨机上的砂轮罩的止挡装置.pdf
本发明提供一种手持式研磨机上的砂轮罩的止挡装置。在手持式研磨机中,为了防止粉尘飞散,对覆盖砂轮侧方的砂轮罩进行位置调整,此时,由于现有技术中没有特别的限制,因此存在砂轮罩绕主轴过度旋转而破坏其防止粉尘飞散的功能的情况。本发明中,在对砂轮罩进行位置调整时,防止砂轮罩过度旋转,使其可靠地发挥其防止粉尘飞散的功能。其结构为:在砂轮罩(20)上设置止挡突起部(27),在齿轮箱(8)侧设置止挡抵接部(8e),在使砂轮罩(20)沿砂轮旋转方向旋转约60度的位置,使止挡突起部(27)与止挡抵接部(8e)相抵接,限定砂轮

砂轮机集尘罩.pdf
本发明提供了一种砂轮机集尘罩,属于机械技术领域。它解决了现有的砂轮机集尘罩拆装麻烦等技术问题。本砂轮机集尘罩,其特征在于,本集尘罩包括用于罩在砂轮底部的基体和用于罩在砂轮顶部和后侧部的罩体组件;罩体组件包括固定罩板和位于固定罩板一侧的活动罩板;所述的固定罩板与基体固定连接,活动罩板与基体和/或罩体组件的固定罩板之间通过能使活动罩板与固定罩板分离的锁接结构相连。本砂轮机集尘罩在更换砂轮时只需通过操纵锁接结构使活动罩板和固定罩板分离,而无需将整个集尘罩卸除,由此具有方便更换砂轮,即降低了操作难度,提高了更换效

移动式砂轮打磨机集尘罩、集尘装置及除尘方法.pdf
本发明公开了一种移动式砂轮打磨机集尘罩、集尘装置及除尘方法,所述集尘罩为半密闭式砂轮集尘罩,所述集尘罩可沿垂直方向上下移动。与现有的相比,本发明保护的移动式砂轮打磨机集尘罩集尘罩密封效果好,粉尘外溢少;砂轮与打磨面间隙恒定,工作稳定;处理气体量少,结构简单紧凑,制造成本低。
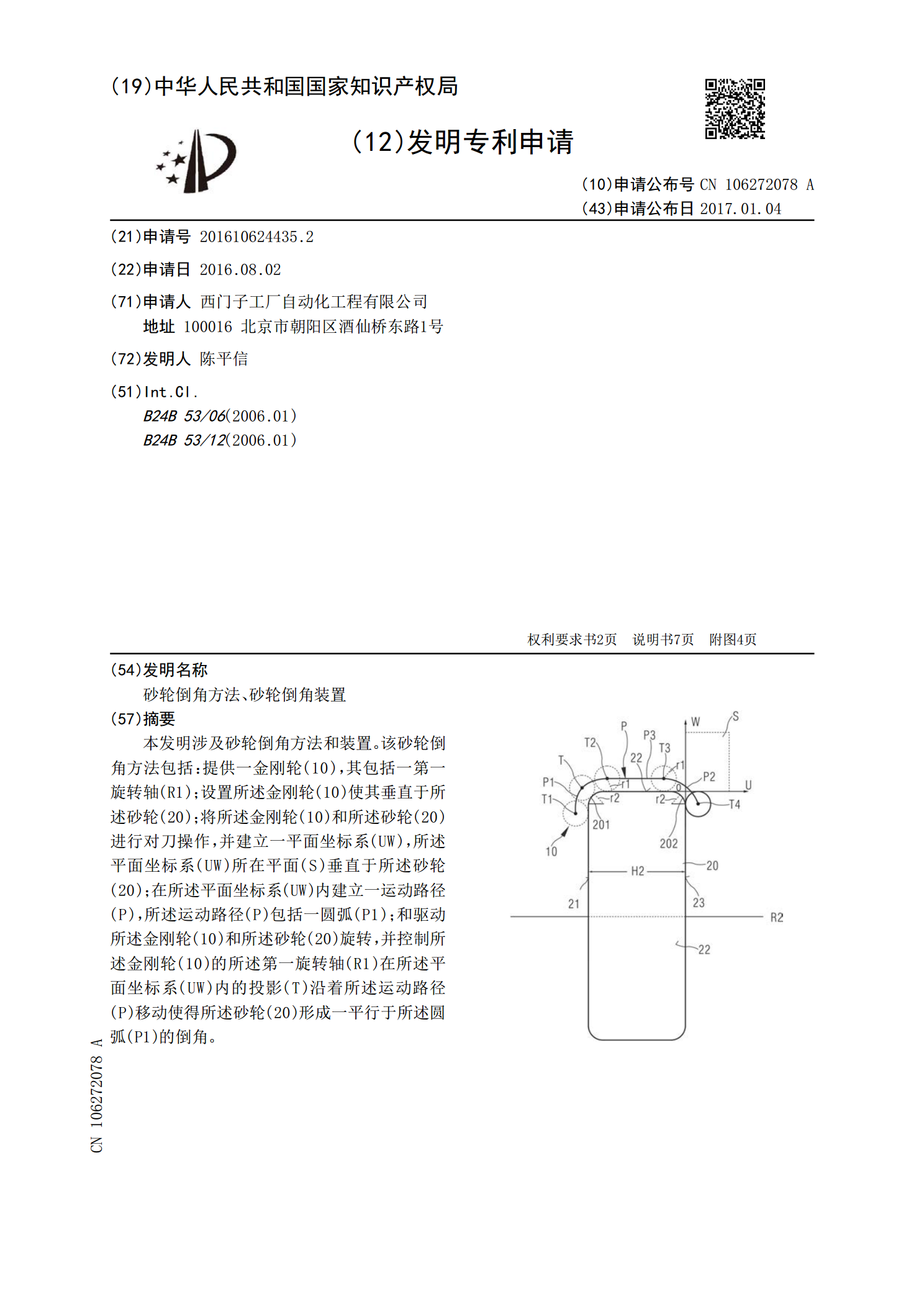
砂轮倒角方法、砂轮倒角装置.pdf
本发明涉及砂轮倒角方法和装置。该砂轮倒角方法包括:提供一金刚轮(10),其包括一第一旋转轴(R1);设置所述金刚轮(10)使其垂直于所述砂轮(20);将所述金刚轮(10)和所述砂轮(20)进行对刀操作,并建立一平面坐标系(UW),所述平面坐标系(UW)所在平面(S)垂直于所述砂轮(20);在所述平面坐标系(UW)内建立一运动路径(P),所述运动路径(P)包括一圆弧(P1);和驱动所述金刚轮(10)和所述砂轮(20)旋转,并控制所述金刚轮(10)的所述第一旋转轴(R1)在所述平面坐标系(UW)内的投影(T)