
一种用于铝合金铸旋车轮的热处理方法.pdf

是你****盟主


1/6

2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于铝合金铸旋车轮的热处理方法.pdf
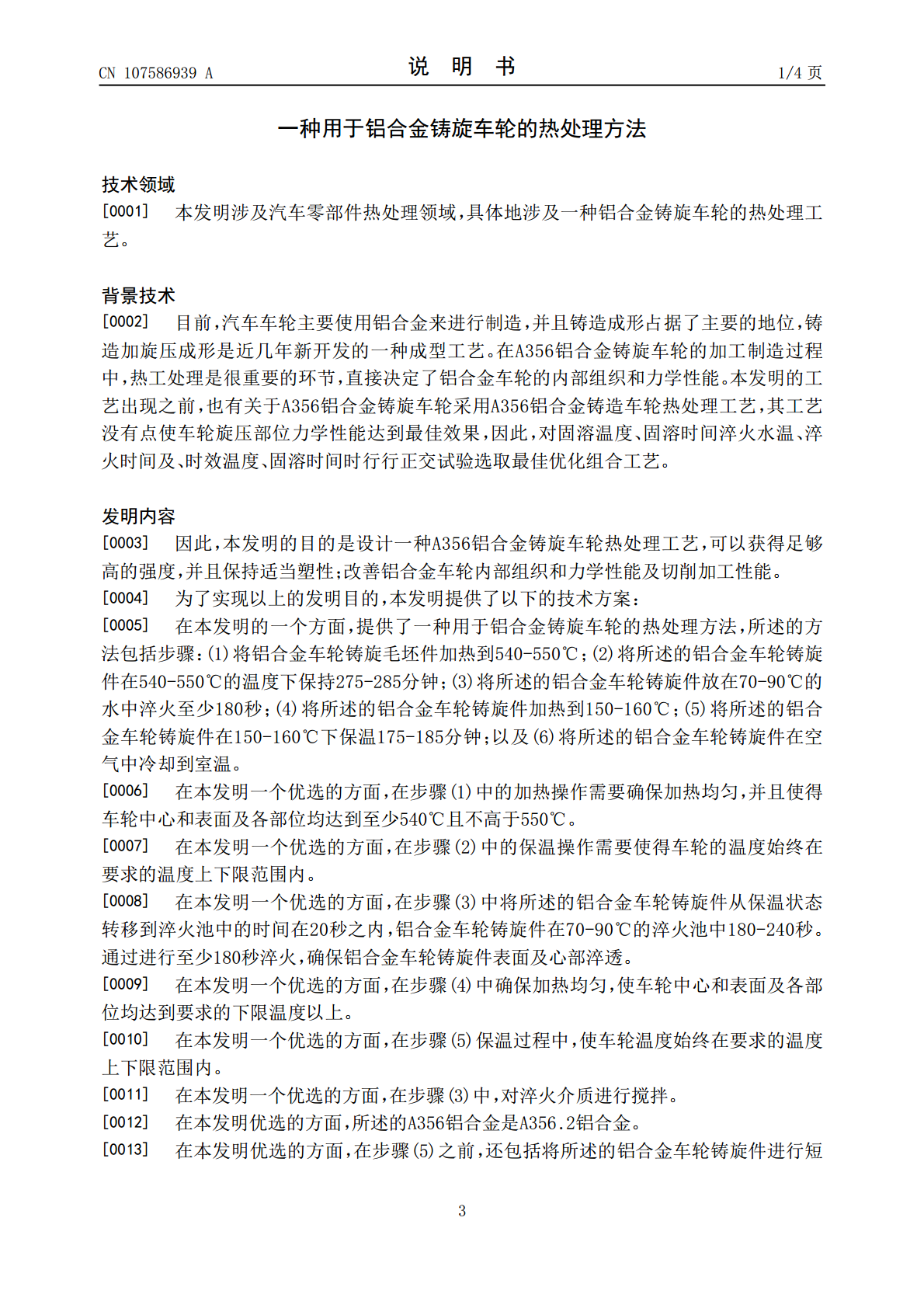
本发明提供了一种A356铝合金铸旋车轮的热处理方法,其特征在于,所述的方法包括步骤:(1)将铝合金车轮铸旋件加热到540‑550℃;(2)将所述的铝合金车轮铸旋件在540‑550℃的温度下保温275‑285分钟;(3)将所述的铝合金车轮铸旋件放在70‑90℃的水中淬火180秒;(4)将所述的铝合金车轮铸旋件加热到150‑160℃;(5)将所述的铝合金车轮铸旋件在150‑160℃下保温175‑185分钟;以及(6)将所述的铝合金车轮铸旋件在空气中冷却到室温。本发明的方法和生产流水线装置通过正交试验优化设计,

改进的铸旋铝合金车轮成形旋轮.pdf
本发明公开了一种改进的铸旋铝合金车轮成形旋轮。旋轮成形角设置为32°,去掉R86mm圆弧,增加31mm直线段(7)。旋轮外径设置为φ430mm。旋轮圆角半径设置为R10mm。过渡圆角半径设置为为R25mm。本发明改进的铸旋铝合金车轮成形旋轮可以做成标准件,由于增加了旋轮外径,可以在不同尺寸的铸旋铝合金车轮间灵活使用。
一种铸铝合金热处理方法.pdf
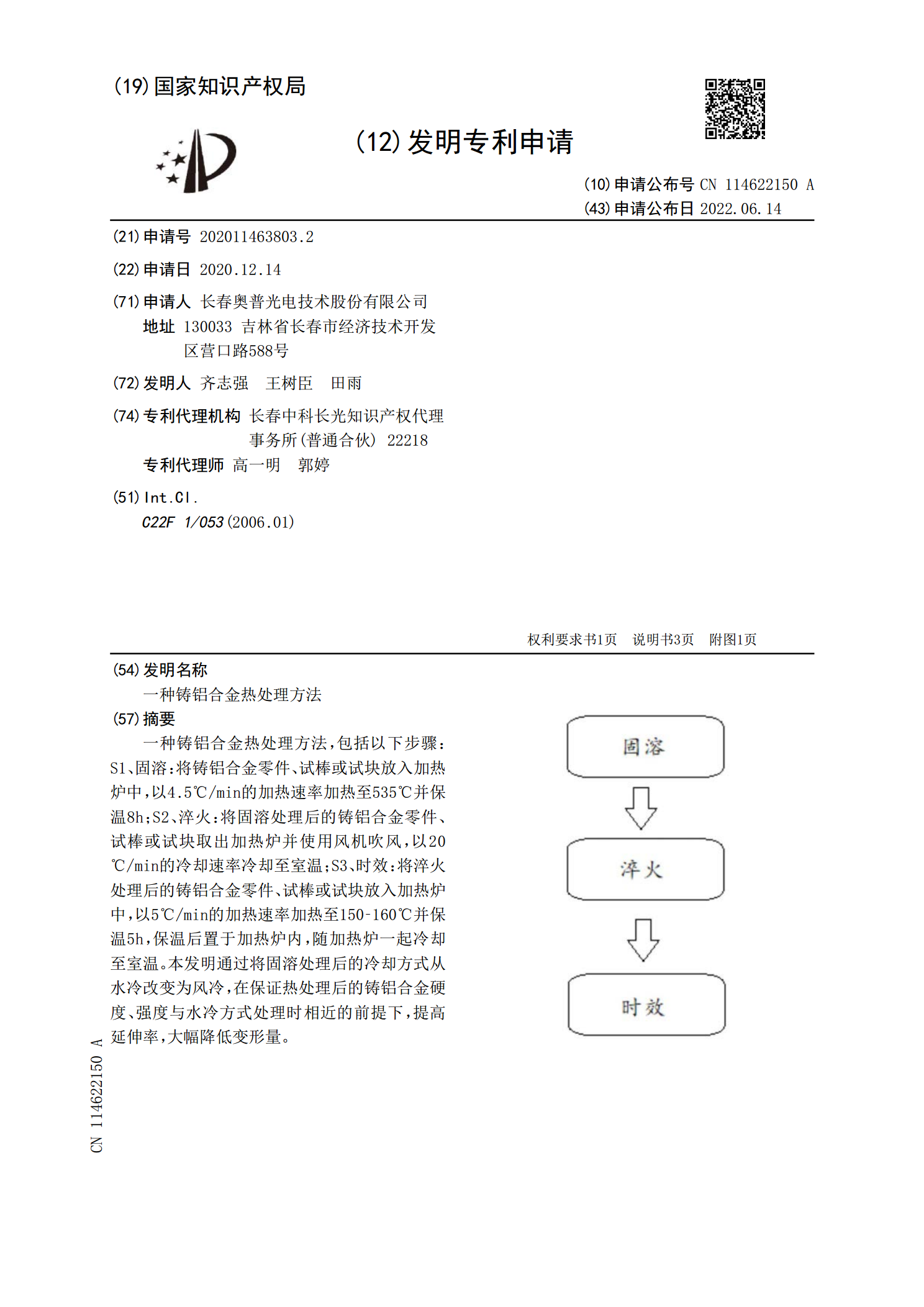
一种铸铝合金热处理方法,包括以下步骤:S1、固溶:将铸铝合金零件、试棒或试块放入加热炉中,以4.5℃/min的加热速率加热至535℃并保温8h;S2、淬火:将固溶处理后的铸铝合金零件、试棒或试块取出加热炉并使用风机吹风,以20℃/min的冷却速率冷却至室温;S3、时效:将淬火处理后的铸铝合金零件、试棒或试块放入加热炉中,以5℃/min的加热速率加热至150‑160℃并保温5h,保温后置于加热炉内,随加热炉一起冷却至室温。本发明通过将固溶处理后的冷却方式从水冷改变为风冷,在保证热处理后的铸铝合金硬度、强度与

一种用于旋压铸造铝合金车轮的模具.pdf
本发明涉及一种用于旋压铸造铝合金车轮的模具下模,其特征在于,所述的下模在对应于轮辋边缘的模具位置下方还包括平台。下模增加平台,防止车轮旋压后端面不平,影响毛坯的热处理。

一种用于旋压铸造铝合金车轮的模具.pdf
本发明涉及一种用于旋压铸造铝合金车轮的模具下模,其特征在于,所述的下模在轮井处包括垫板25,导向块26和活块27,并且垫板25通过螺栓24固定到底模21,导向块26通过螺栓212固定到垫板25。通过化导向块与新下模的连接方式,增加垫板,调整了其与活块的配合间隙,使得活块更加容易安装定位和顺利胀型。通过化导向块与新下模的连接方式,增加垫板,能够有效地解决滑块的有效胀型,解决毛坯内径不一致的问题,避免旋后毛坯尺寸变化,同时也缓解模具对车轮的刚性冲击。