
空心叶片精铸用陶瓷模壳成型方法.pdf

文光****iu

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
空心叶片精铸用陶瓷模壳成型方法.pdf
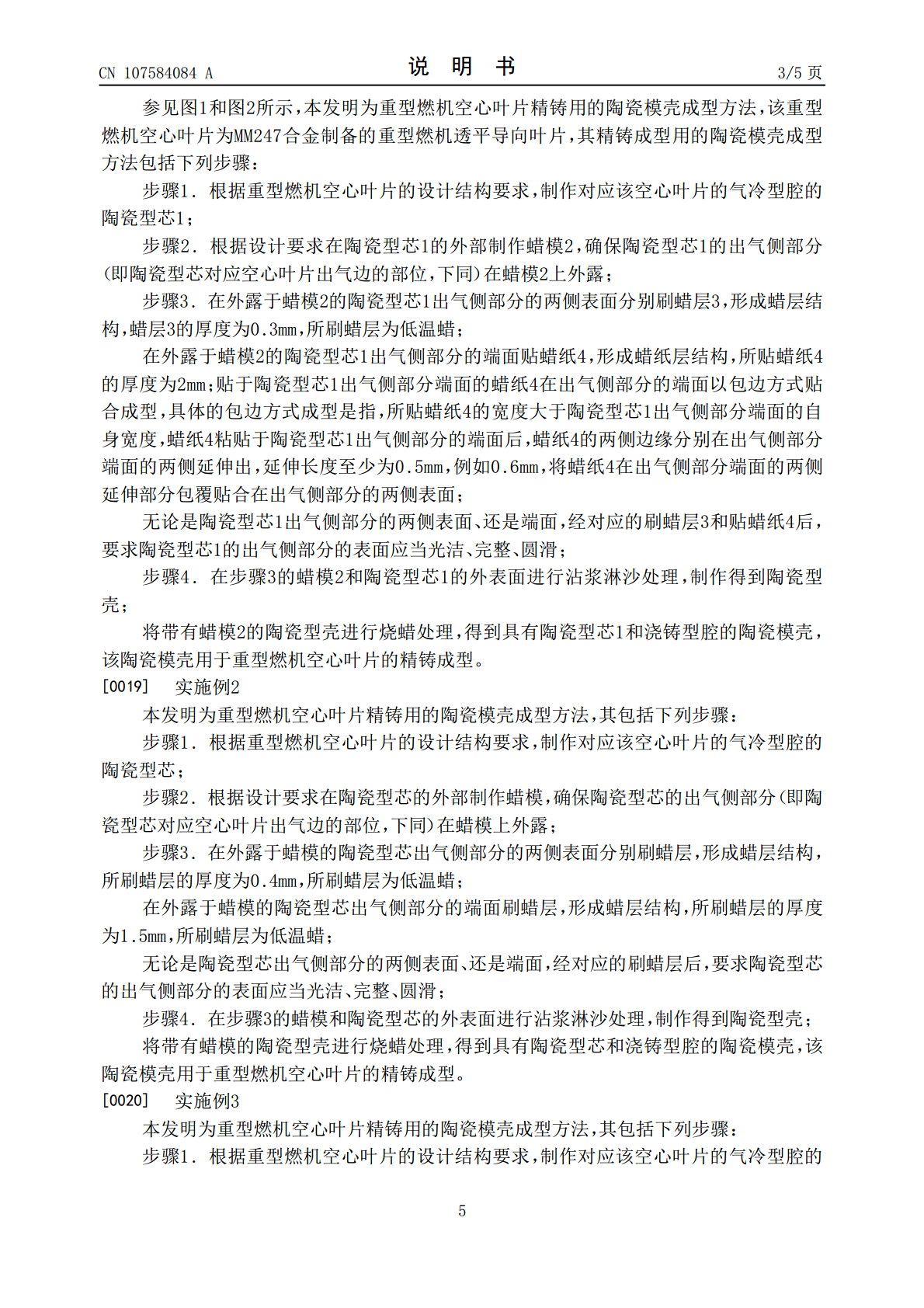
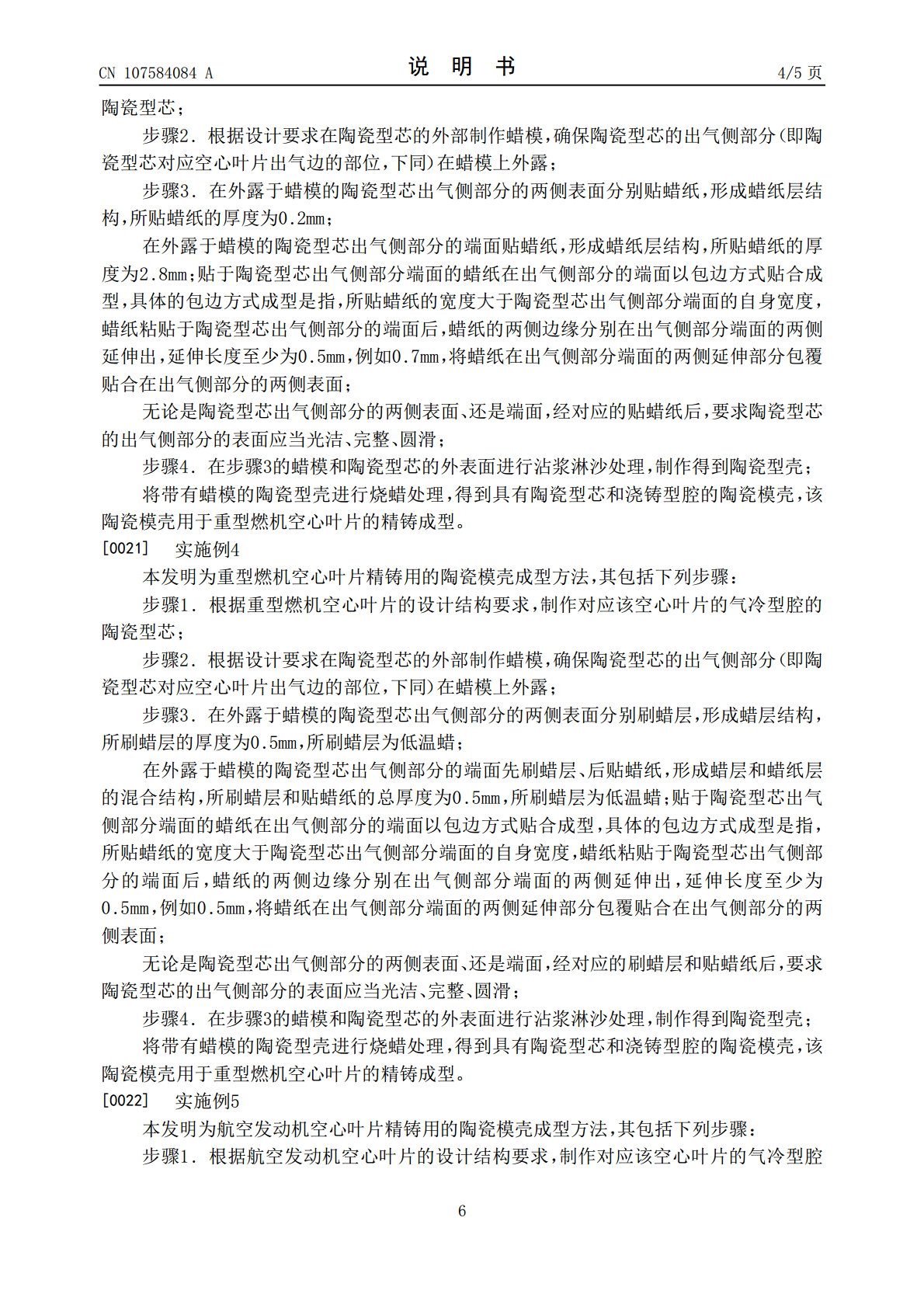
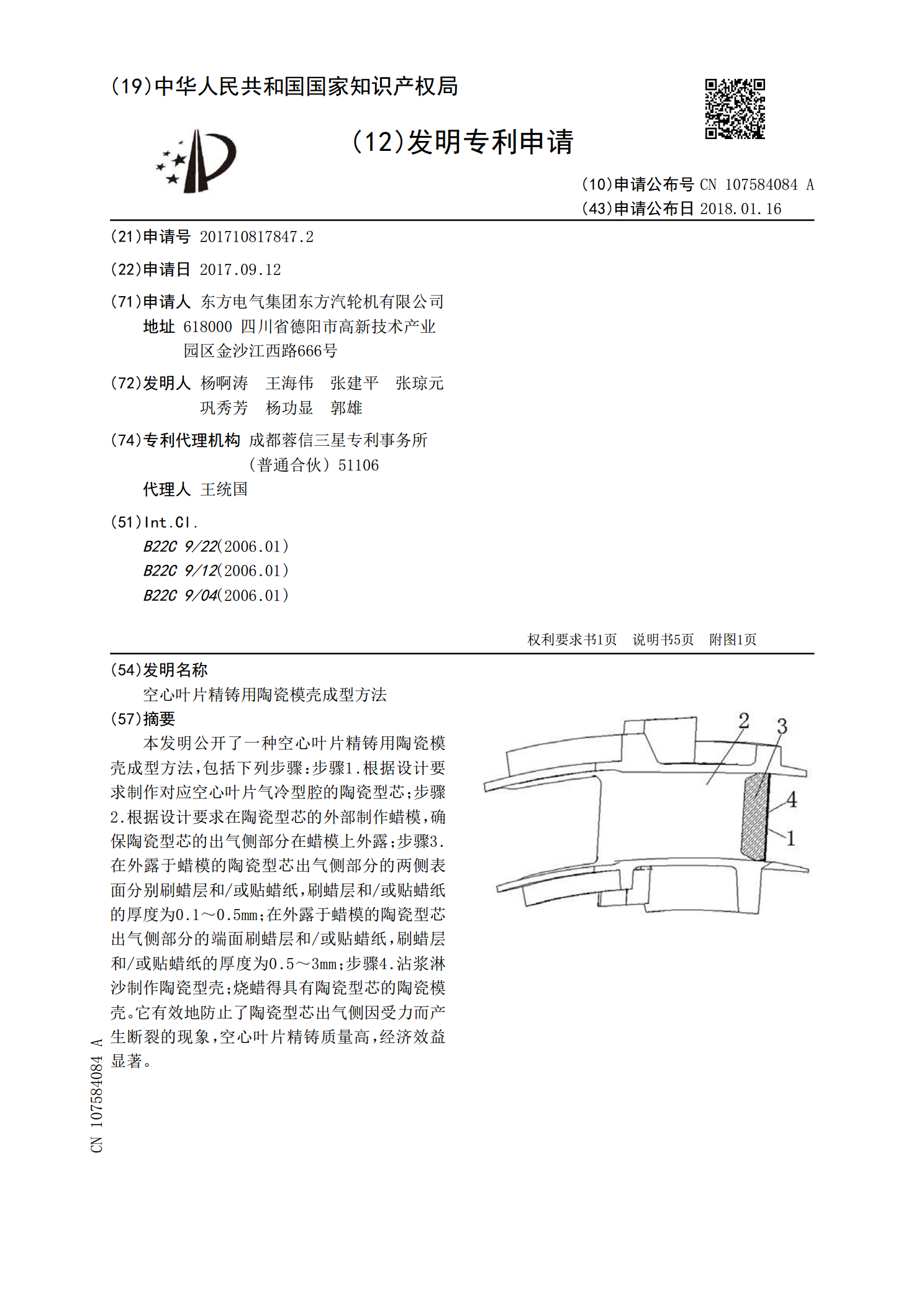
本发明公开了一种空心叶片精铸用陶瓷模壳成型方法,包括下列步骤:步骤1.根据设计要求制作对应空心叶片气冷型腔的陶瓷型芯;步骤2.根据设计要求在陶瓷型芯的外部制作蜡模,确保陶瓷型芯的出气侧部分在蜡模上外露;步骤3.在外露于蜡模的陶瓷型芯出气侧部分的两侧表面分别刷蜡层和/或贴蜡纸,刷蜡层和/或贴蜡纸的厚度为0.1~0.5mm;在外露于蜡模的陶瓷型芯出气侧部分的端面刷蜡层和/或贴蜡纸,刷蜡层和/或贴蜡纸的厚度为0.5~3mm;步骤4.沾浆淋沙制作陶瓷型壳;烧蜡得具有陶瓷型芯的陶瓷模壳。它有效地防止了陶瓷型芯出气侧

单晶叶片成型用竖式陶瓷模壳及该陶瓷模壳的成型方法.pdf
本发明公开一种单晶叶片成型用竖式陶瓷模壳及该陶瓷模壳的成型方法。所述陶瓷模壳竖立在底盘上方,该底盘与陶瓷模壳之间设有选晶器和多根支撑柱,这些支撑柱环绕布置在选晶器外围,且这些支撑柱与陶瓷模壳一体成型。所述陶瓷模壳的成型方法包括:1)制作叶片蜡模、底盘蜡模和选晶蜡模;2)将叶片蜡模组合在选晶蜡模上,将选晶蜡模组合在底盘蜡模上;在底盘蜡模与叶片蜡模之间设置多根支撑棒,这些支撑棒环绕布置在选晶蜡模的外围;3)以粘浆淋砂方式制作陶瓷模壳。本发明对竖立的陶瓷模壳在底盘上形成可靠、稳定的支撑,整个支撑结构简单而紧凑,
多型腔陶瓷模壳及该陶瓷模壳成型方法.pdf
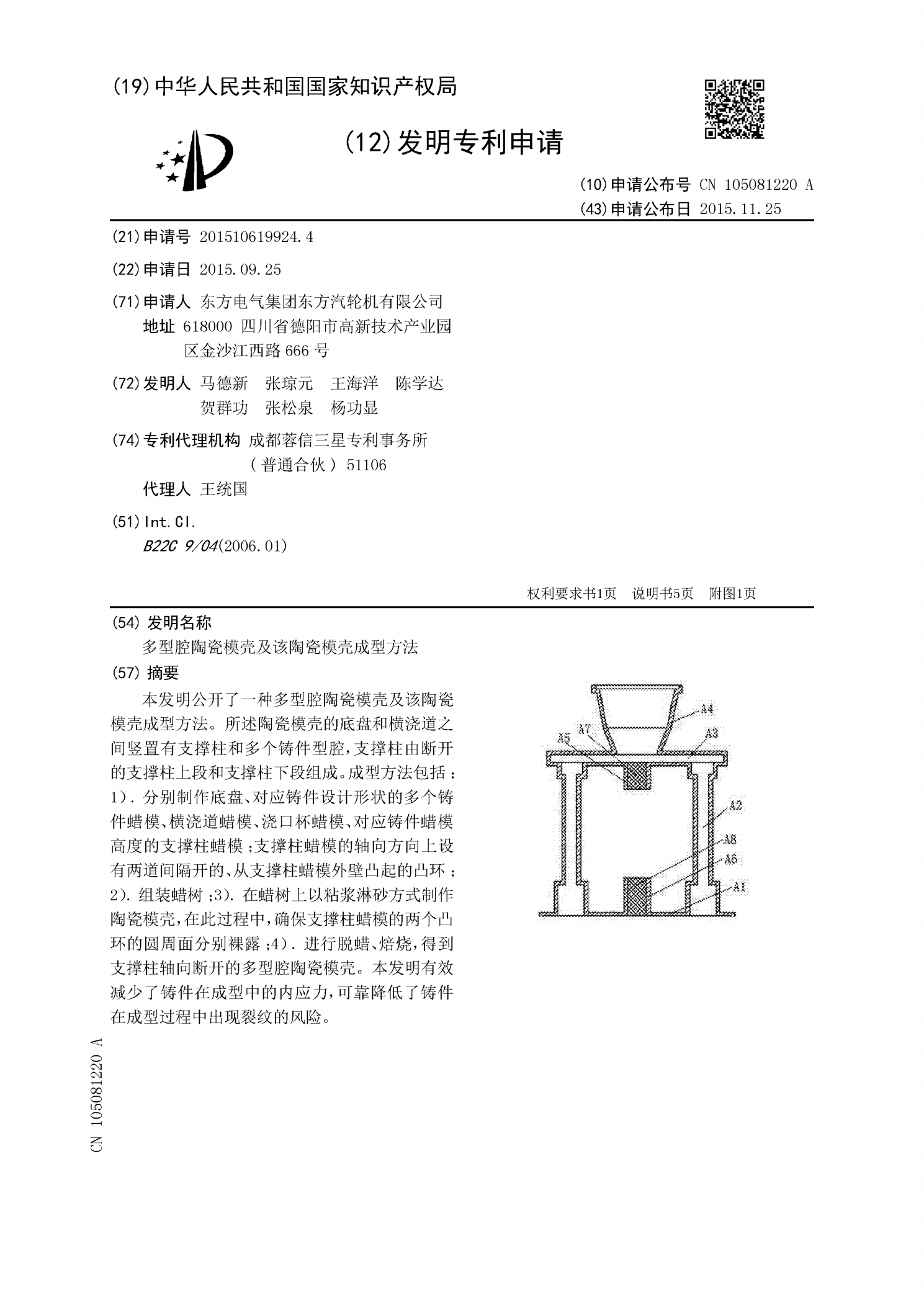
本发明公开了一种多型腔陶瓷模壳及该陶瓷模壳成型方法。所述陶瓷模壳的底盘和横浇道之间竖置有支撑柱和多个铸件型腔,支撑柱由断开的支撑柱上段和支撑柱下段组成。成型方法包括:1).分别制作底盘、对应铸件设计形状的多个铸件蜡模、横浇道蜡模、浇口杯蜡模、对应铸件蜡模高度的支撑柱蜡模;支撑柱蜡模的轴向方向上设有两道间隔开的、从支撑柱蜡模外壁凸起的凸环;2).组装蜡树;3).在蜡树上以粘浆淋砂方式制作陶瓷模壳,在此过程中,确保支撑柱蜡模的两个凸环的圆周面分别裸露;4).进行脱蜡、焙烧,得到支撑柱轴向断开的多型腔陶瓷模壳。
一种控制熔模精铸用陶瓷型芯/型壳成型质量稳定性方法.pdf
本发明公开了一种控制熔模精铸用陶瓷型芯/型壳成型质量稳定性方法,所述方法包括如下技术措施:‑所述方法是以红外热像仪对成型过程中的陶瓷型芯素坯进行温度检测,根据红外热像仪所检测的实时温度变化而分析判断陶瓷型芯素坯的冷却程度,以陶瓷型芯的当前冷却程度作为后续作业的展开基准;或者,‑所述方法是以红外热像仪对成型过程中的陶瓷型壳进行温度检测,根据红外热像仪所检测的实时温度变化而分析判断陶瓷型壳的干燥程度,以陶瓷型壳的当前干燥程度作为后续作业的展开基准。本发明有利于有效、稳定、可靠地控制熔模精密铸造用的陶瓷型芯/型

一种竖式陶瓷模壳及该陶瓷模壳成型方法.pdf
本发明公开了一种竖式陶瓷模壳及该陶瓷模壳成型方法。所述陶瓷模壳用于单晶叶片成型,该陶瓷模壳通过底部的选晶器竖立在底盘上方,底盘与选晶器之间为组合衔接结构,且底盘与陶瓷模壳之间设置有多根支撑柱,这些支撑柱环绕布置在选晶器外围。所述竖式陶瓷模壳成型方法包括:分别制作带选晶器的陶瓷模壳、带衔接头的陶瓷底盘和多根陶瓷支撑柱;将陶瓷模壳的选晶器组合在底盘的衔接头上,组合处采用耐火泥浆粘接;将支撑柱环绕布置在选晶器外围的底盘和陶瓷模壳之间,并采用耐火泥浆将支撑柱的底端与底盘粘接、顶端与陶瓷模壳粘接。它对竖立的陶瓷模壳