
用于镁合金轮毂的反挤压模锻方法.pdf

小代****回来


1/8
2/8

3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于镁合金轮毂的反挤压模锻方法.pdf
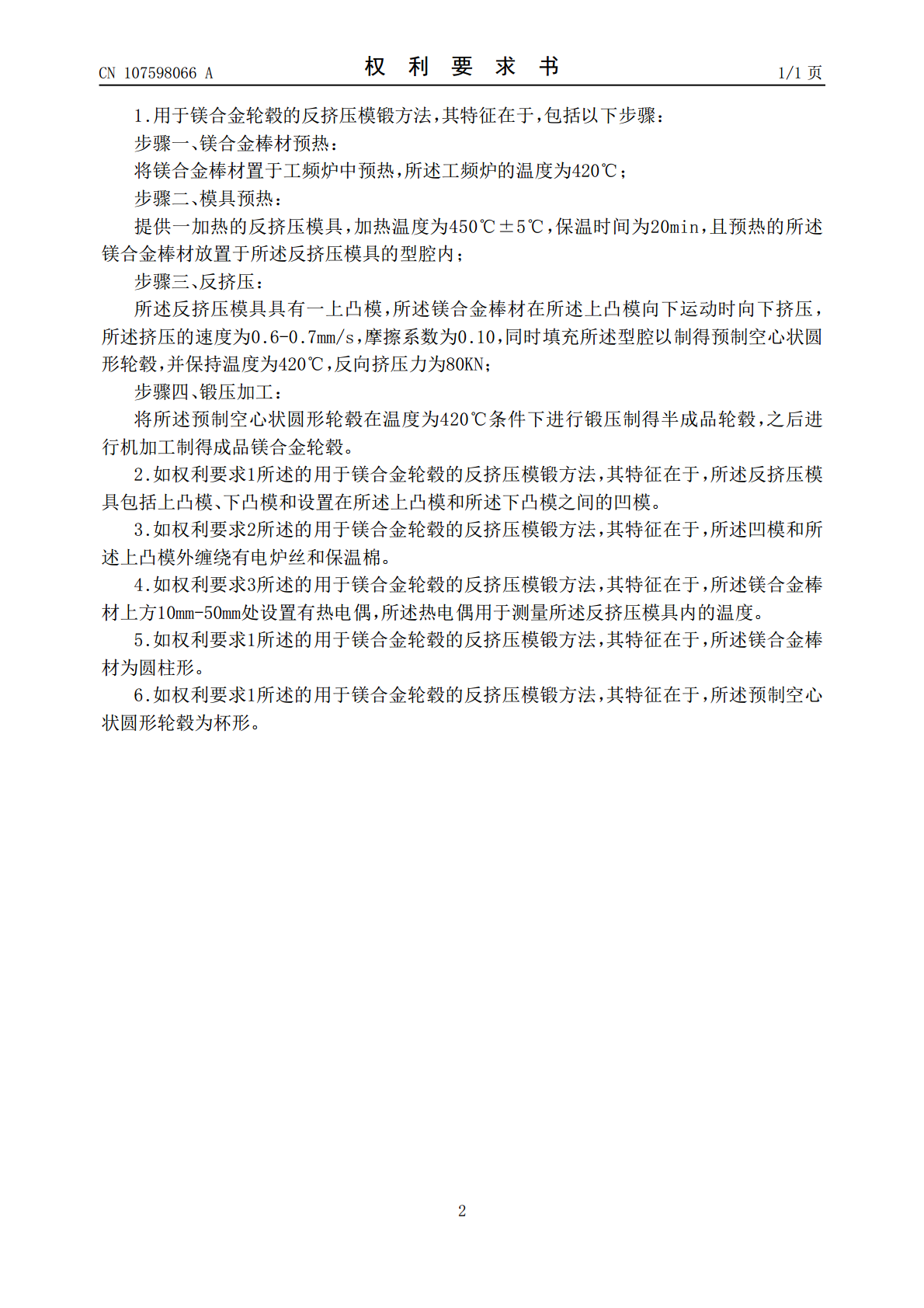
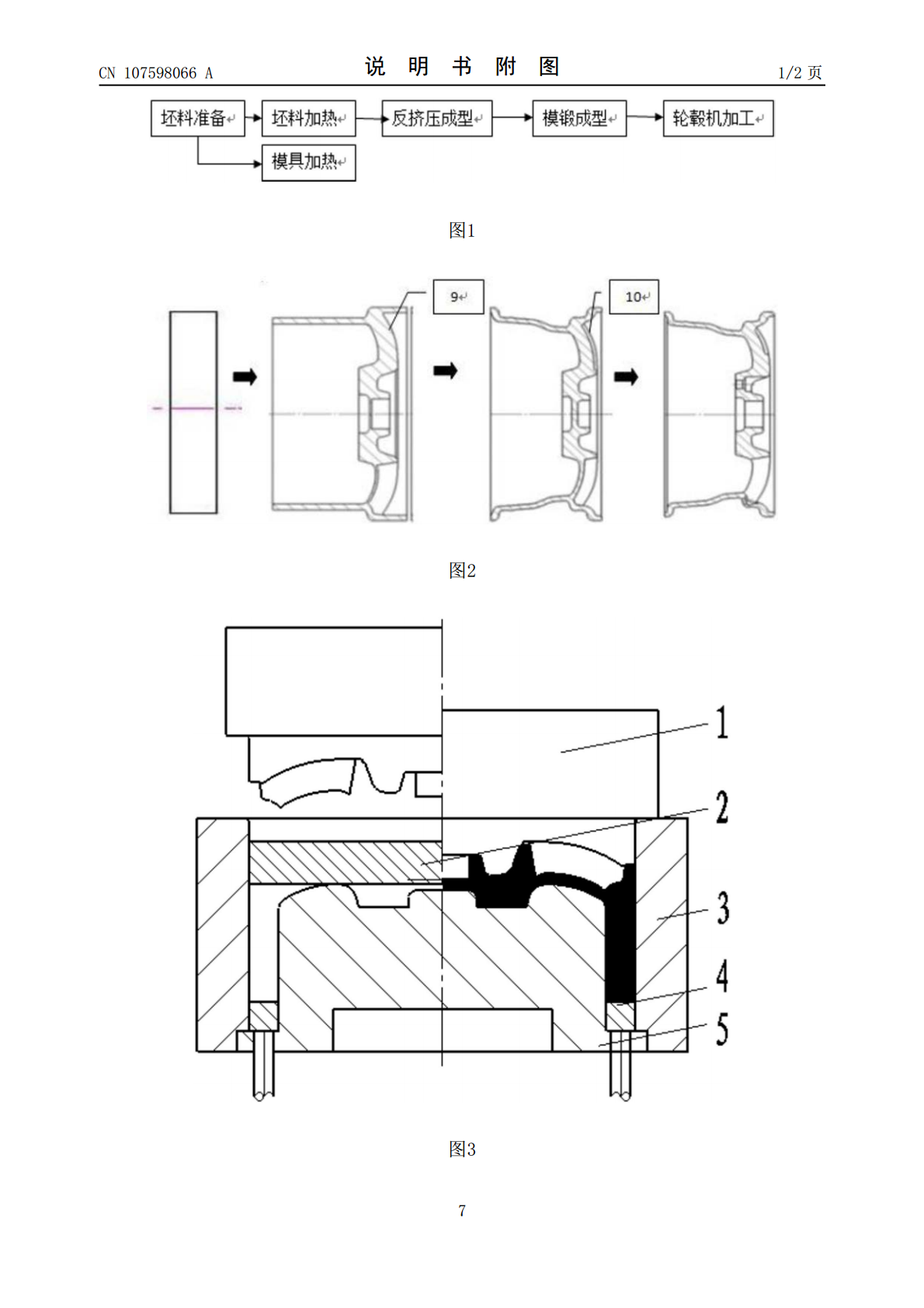
本发明提供一种用于镁合金轮毂的反挤压模锻方法,将轮毂在普通的锻压机上可实现规模化生产,模具比较简单,工序简单;并且能通过反挤压塑性变形提高镁合金的力学性能,使镁合金满足轮毂的使用要求;具有可观的经济效益。
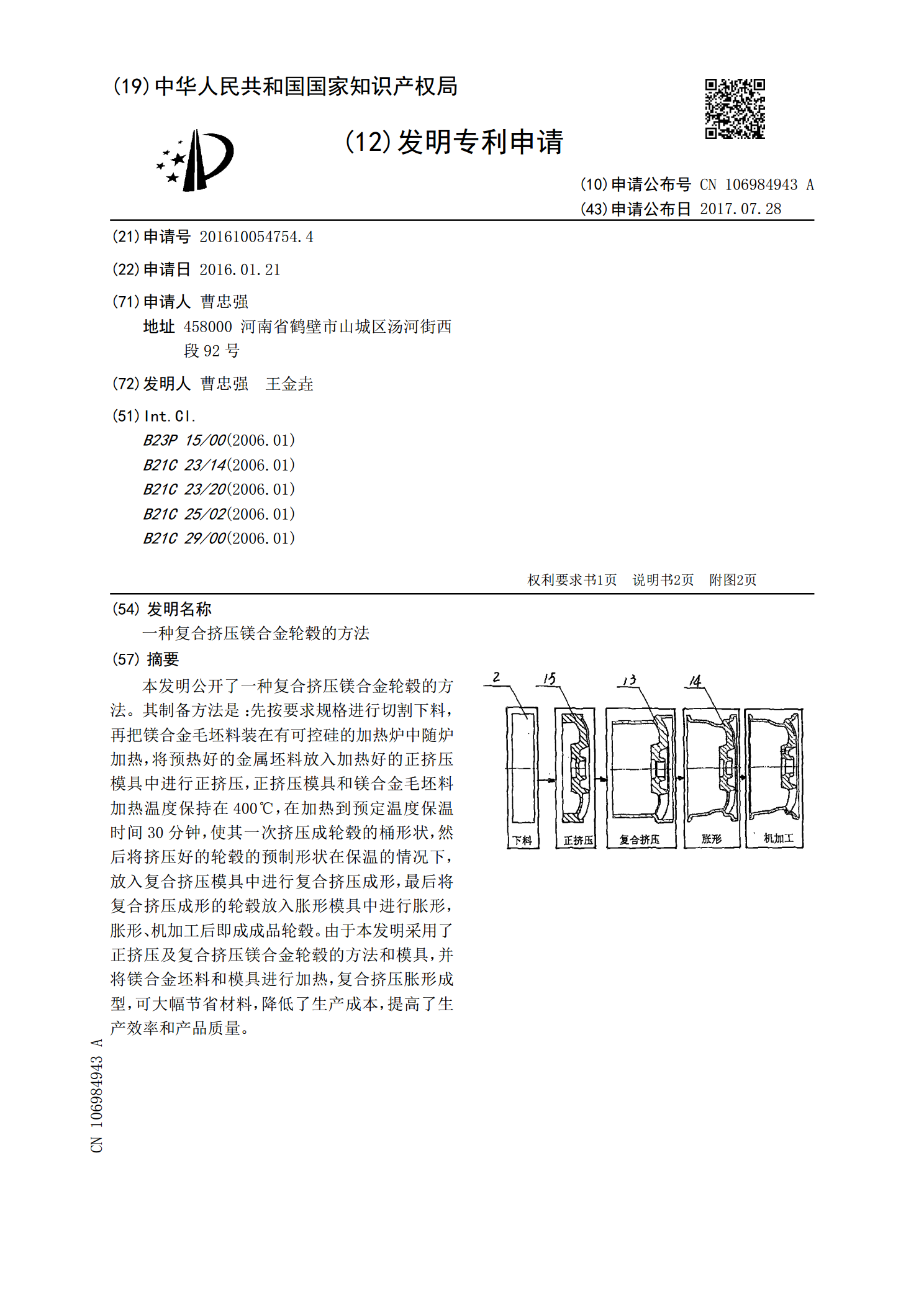
一种复合挤压镁合金轮毂的方法.pdf
本发明公开了一种复合挤压镁合金轮毂的方法。其制备方法是:先按要求规格进行切割下料,再把镁合金毛坯料装在有可控硅的加热炉中随炉加热,将预热好的金属坯料放入加热好的正挤压模具中进行正挤压,正挤压模具和镁合金毛坯料加热温度保持在400℃,在加热到预定温度保温时间30分钟,使其一次挤压成轮毂的桶形状,然后将挤压好的轮毂的预制形状在保温的情况下,放入复合挤压模具中进行复合挤压成形,最后将复合挤压成形的轮毂放入胀形模具中进行胀形,胀形、机加工后即成成品轮毂。由于本发明采用了正挤压及复合挤压镁合金轮毂的方法和模具,并将

突缘锻件模锻与反挤压联合工艺.docx
突缘锻件模锻与反挤压联合工艺标题:突缘锻件模锻与反挤压联合工艺摘要:随着工业领域对高性能、轻量化和高强度材料需求的增加,突缘锻件模锻与反挤压联合工艺已经成为一种重要的制造工艺。本文旨在探讨突缘锻件模锻与反挤压联合工艺的原理、优势、应用以及未来发展趋势。1.引言突缘锻件模锻与反挤压联合工艺是一种将突缘锻件模锻和反挤压两种工艺结合起来的制造方法。突缘锻件模锻是一种常用于制造轻质高强度零部件的先进成形技术,而反挤压则是一种利用高压挤压材料形成轴对称材料的工艺。通过将这两种工艺相结合,可以获得更加优良的制造效果。
一种镁合金轮毂挤压铸造工艺.pdf
本发明公开了一种镁合金轮毂挤压铸造工艺,其浇注温度为670℃‑690℃,模具预热温度为240℃‑260℃,冲头压射速度0.14‑0.16m/s,挤压铸造压力为60‑100MPa,加压时间为50ms‑100ms,保压压力为75‑85MPa。本发明针对镁合金的组成特性,选择特定的工艺条件,挤压铸造得到的镁合金轮毂重量轻,强大度,满足轮毂的服役性能。

轮毂闭式反挤压成形工艺研究.docx
轮毂闭式反挤压成形工艺研究标题:轮毂闭式反挤压成形工艺研究摘要:轮毂在汽车制造中扮演着重要的角色,它不仅影响了汽车性能和驾驶体验,还对整车的安全性和舒适度起着至关重要的作用。随着汽车工业的发展,对于轮毂材质和成形工艺的要求也在不断提高。本文基于闭式反挤压成形工艺,综述了该工艺的原理和特点,分析了闭式反挤压成形工艺在轮毂制造中的应用,并探讨了该工艺的发展趋势和面临的挑战。关键词:轮毂;闭式反挤压成形;工艺;应用;发展趋势1.引言轮毂是汽车的关键部件之一,它直接与地面接触,承受了来自地面的重力和摩擦力。传统的