
紧固砂型工装及涡轮壳铸造系统.pdf

小凌****甜蜜

1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
紧固砂型工装及涡轮壳铸造系统.pdf
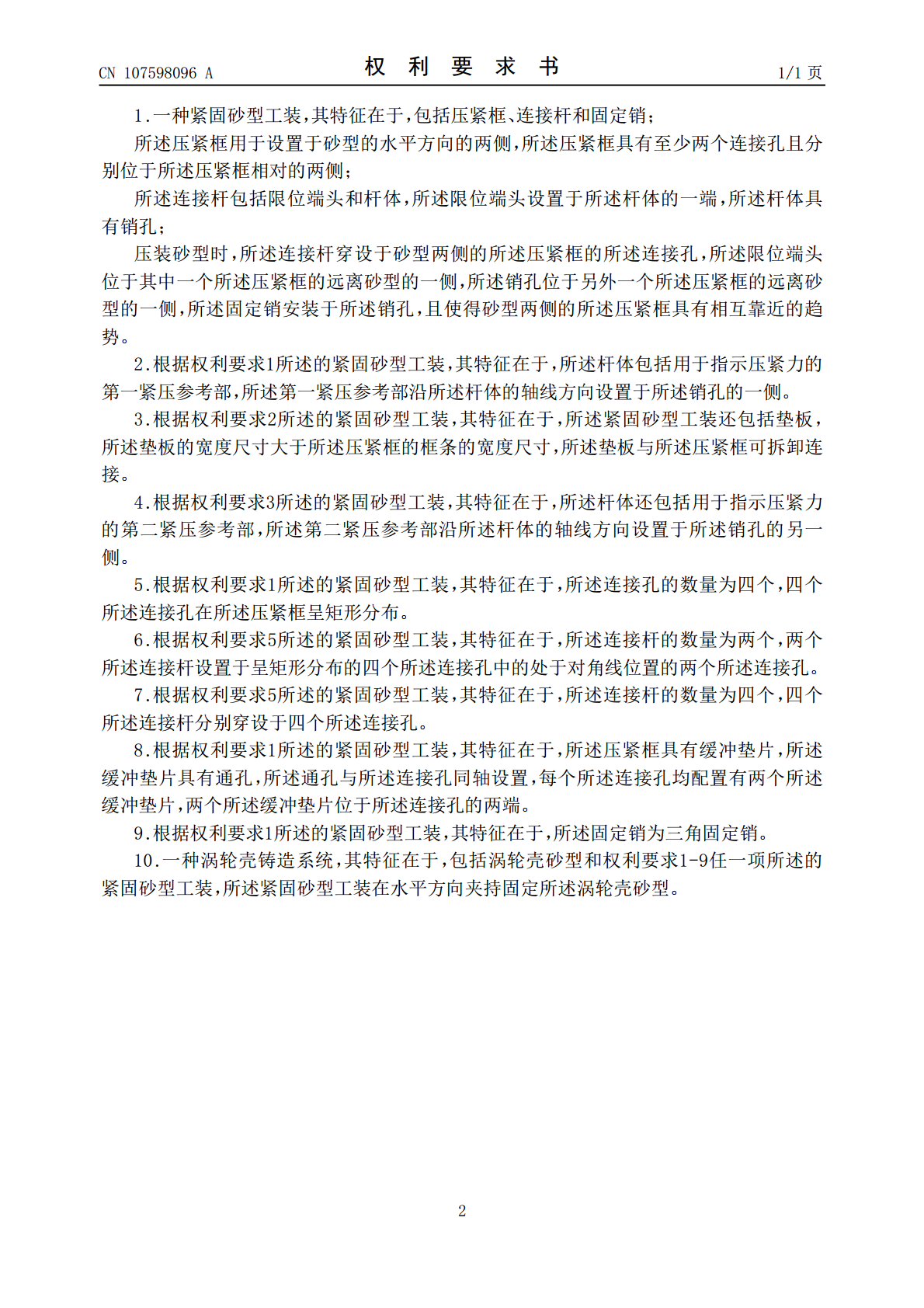
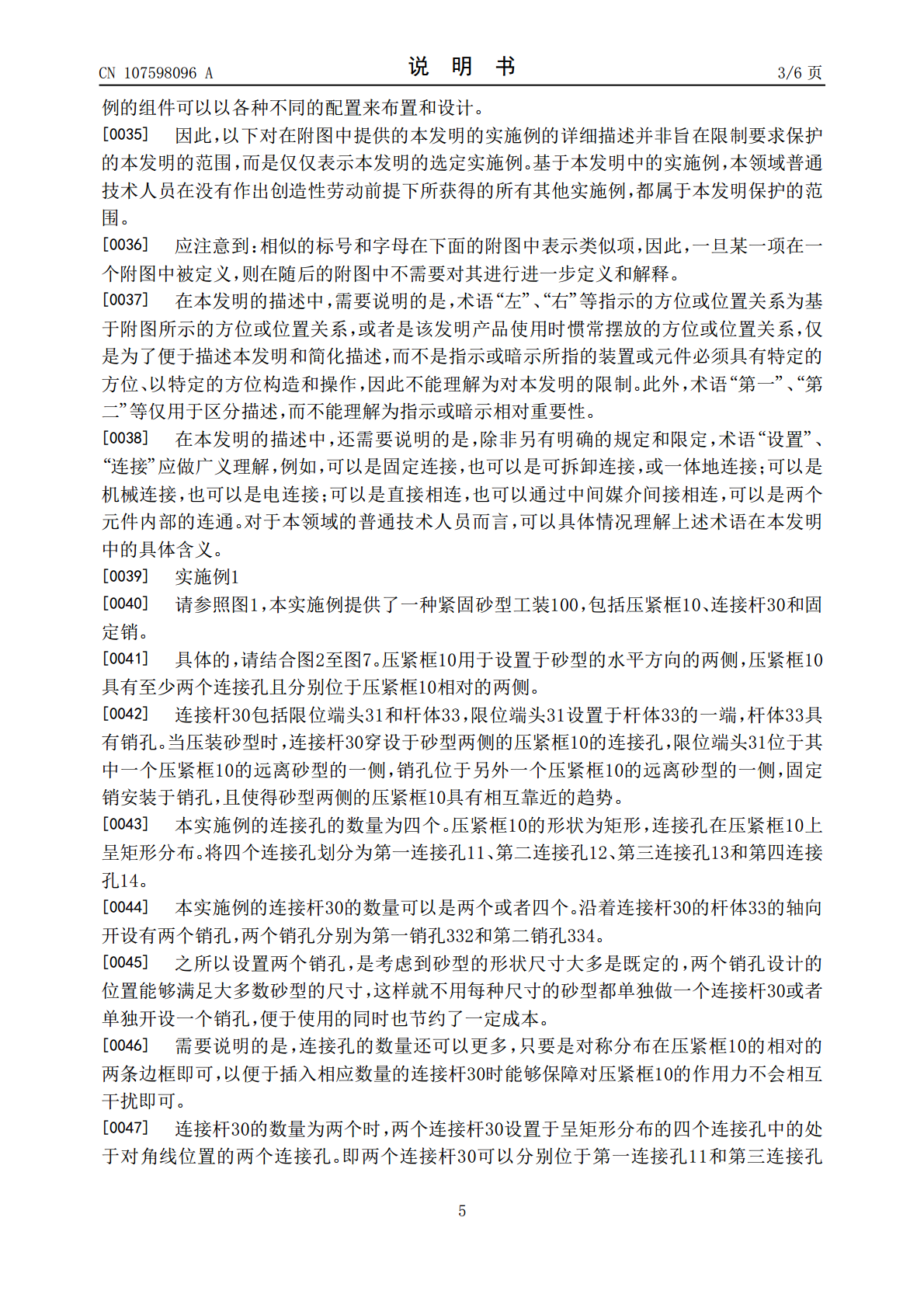
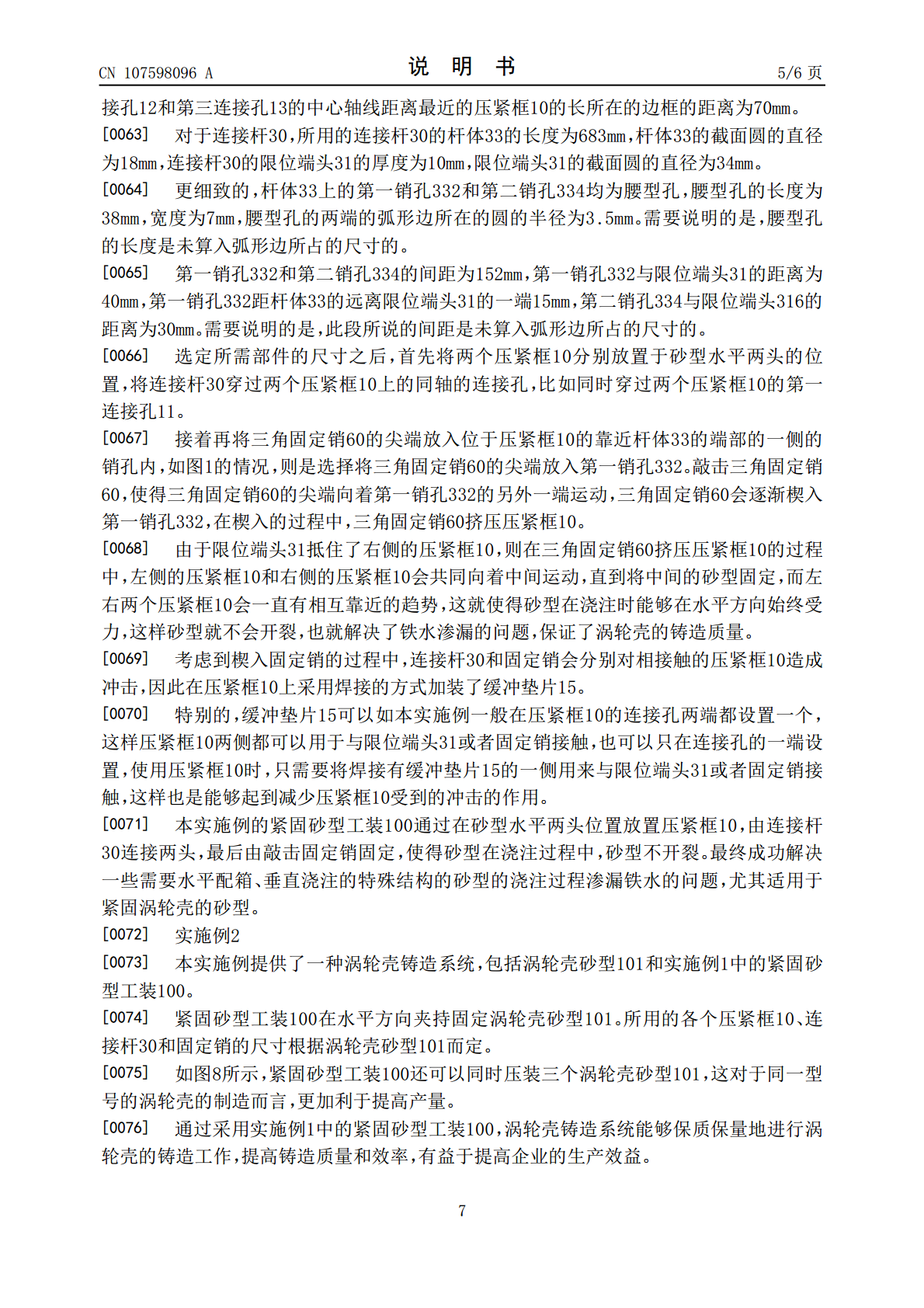
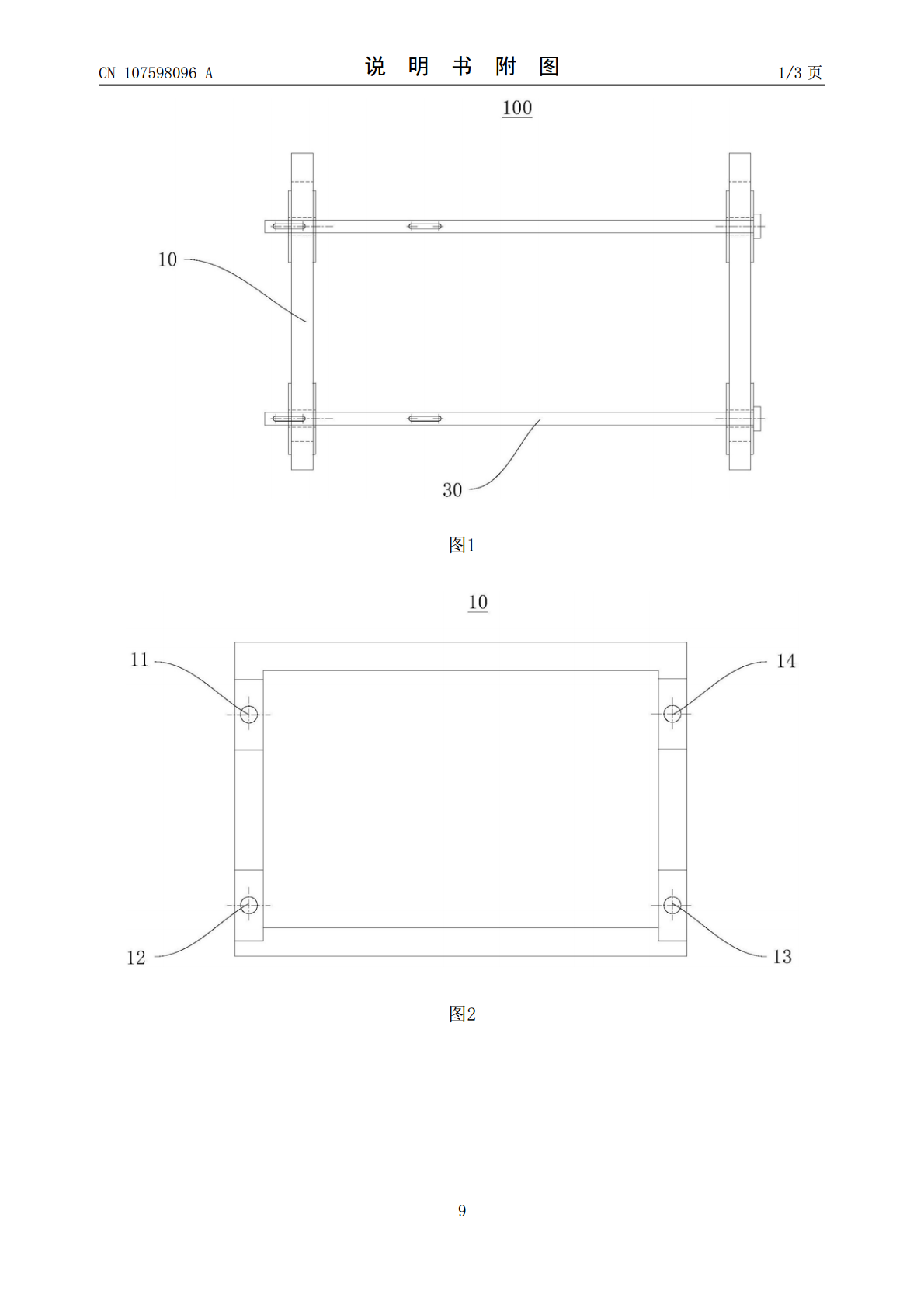
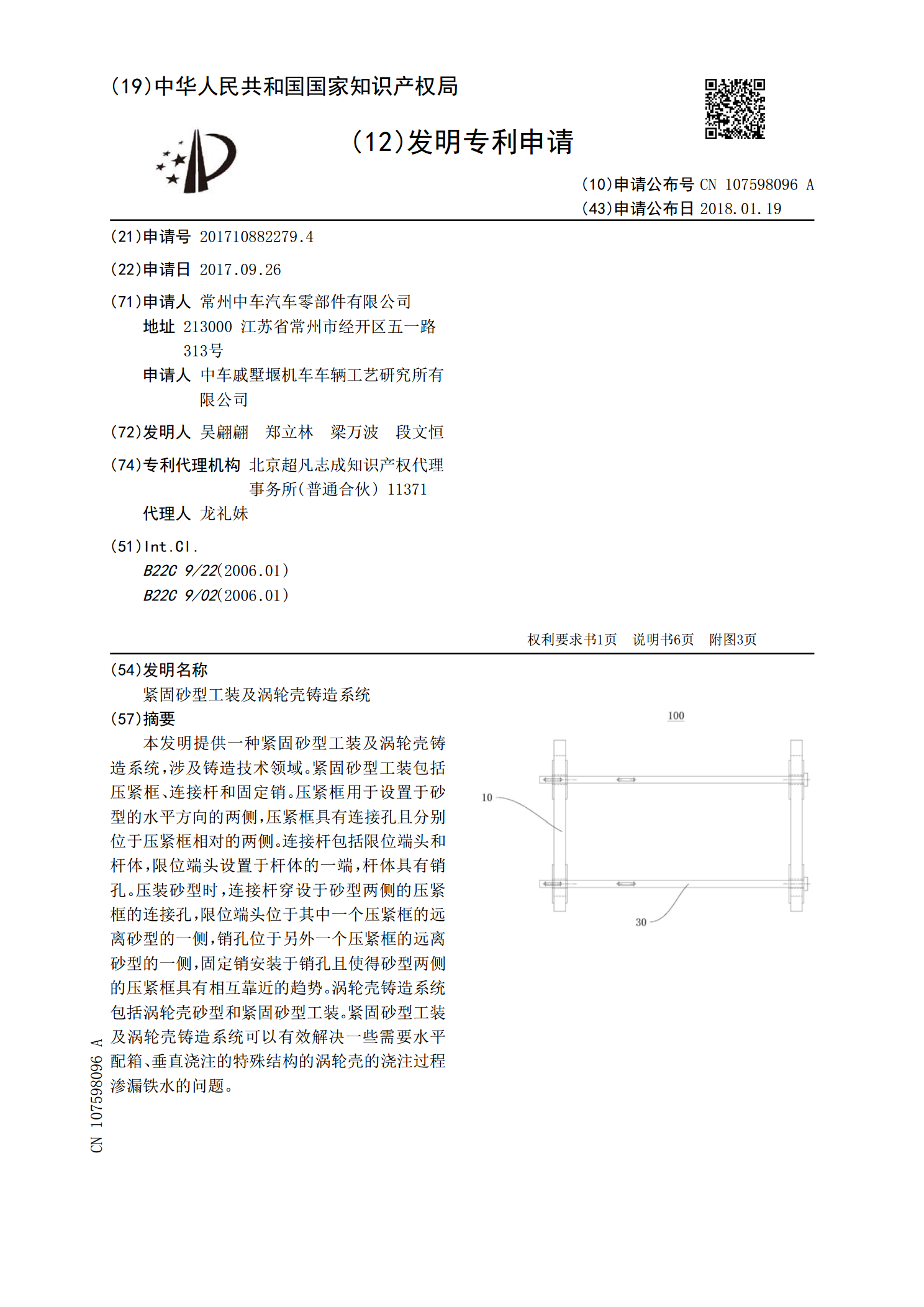
本发明提供一种紧固砂型工装及涡轮壳铸造系统,涉及铸造技术领域。紧固砂型工装包括压紧框、连接杆和固定销。压紧框用于设置于砂型的水平方向的两侧,压紧框具有连接孔且分别位于压紧框相对的两侧。连接杆包括限位端头和杆体,限位端头设置于杆体的一端,杆体具有销孔。压装砂型时,连接杆穿设于砂型两侧的压紧框的连接孔,限位端头位于其中一个压紧框的远离砂型的一侧,销孔位于另外一个压紧框的远离砂型的一侧,固定销安装于销孔且使得砂型两侧的压紧框具有相互靠近的趋势。涡轮壳铸造系统包括涡轮壳砂型和紧固砂型工装。紧固砂型工装及涡轮壳铸造
砂型铸造工艺与工装设计.ppt
第一节概念铸造工艺设计:就是根据铸造零件的特点,技术要求,生产批量和生产条件等,确定铸造方案和工艺参数,绘制工艺卡等技术文件的过程。二、设计依据(一)生产任务a.铸造零件图样b.零件的技术要求c.产品数量及生产期限(二)生产条件1.设备能力:包括起重运输机的吨位和最大起重高度,熔炉的形式,吨位和生产率,造型和制芯机的种类,机械化程度,烘干炉和热处理的能力,地坑尺寸,厂房高度和大门尺寸等。2.车间原料的应用情况和供应情况。3.工人技术水平和生产经验。4.模具等工艺装备和制造车间的加工能力及生产经验。(三)考

砂型铸造工艺与工装设计.pptx
会计学第一节概念铸造工艺设计:就是根据铸造零件的特点,技术要求,生产批量和生产条件等,确定铸造方案和工艺参数,绘制工艺卡等技术文件的过程。二、设计依据(一)生产任务a.铸造零件图样b.零件的技术要求c.产品数量及生产期限(二)生产条件1.设备能力:包括起重运输机的吨位和最大起重高度,熔炉的形式,吨位和生产率,造型和制芯机的种类,机械化程度,烘干炉和热处理的能力,地坑尺寸,厂房高度和大门尺寸等。2.车间原料的应用情况和供应情况。3.工人技术水平和生产经验。4.模具等工艺装备和制造车间的加工能力及生产经验。(
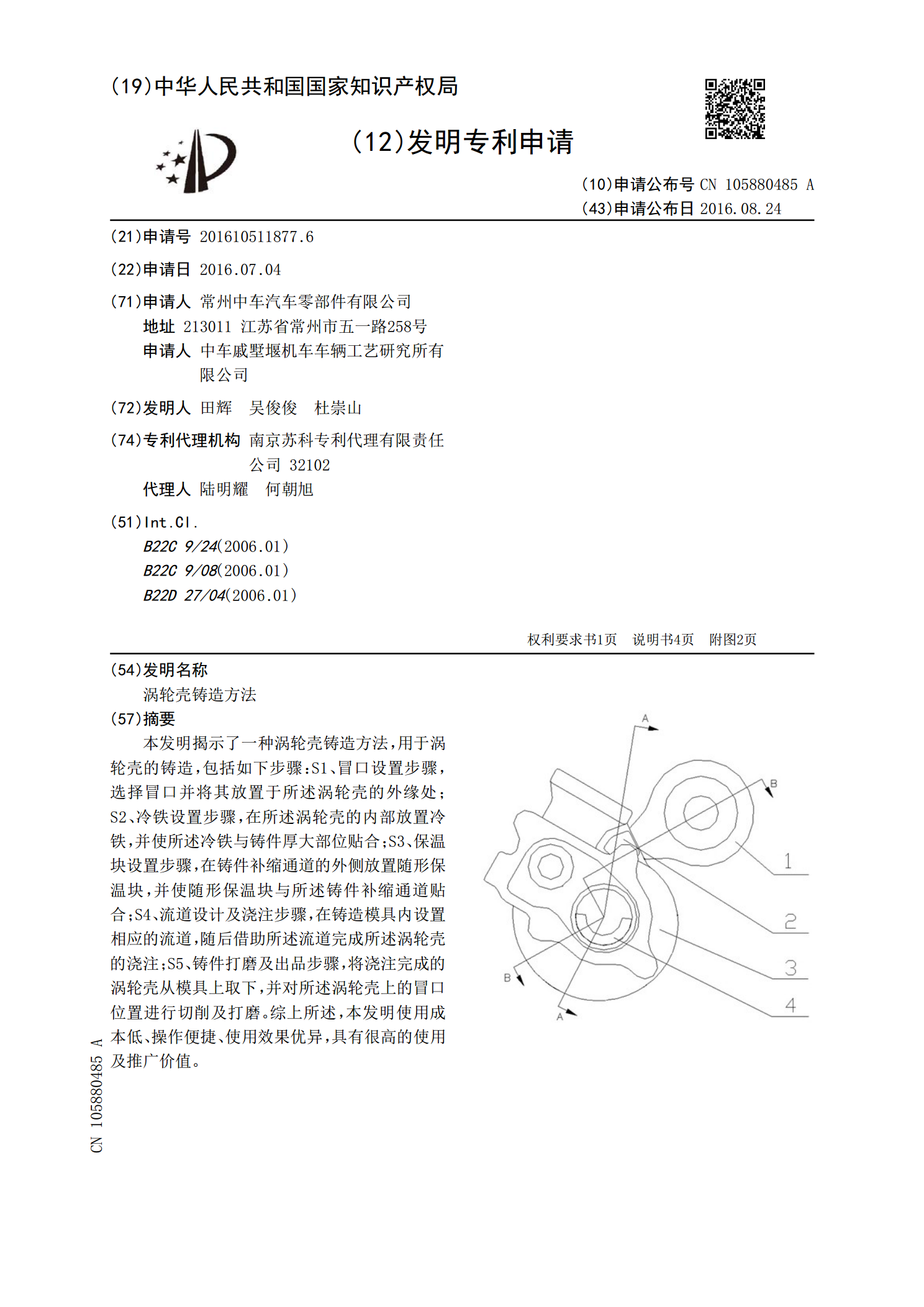
涡轮壳铸造方法.pdf
本发明揭示了一种涡轮壳铸造方法,用于涡轮壳的铸造,包括如下步骤:S1、冒口设置步骤,选择冒口并将其放置于所述涡轮壳的外缘处;S2、冷铁设置步骤,在所述涡轮壳的内部放置冷铁,并使所述冷铁与铸件厚大部位贴合;S3、保温块设置步骤,在铸件补缩通道的外侧放置随形保温块,并使随形保温块与所述铸件补缩通道贴合;S4、流道设计及浇注步骤,在铸造模具内设置相应的流道,随后借助所述流道完成所述涡轮壳的浇注;S5、铸件打磨及出品步骤,将浇注完成的涡轮壳从模具上取下,并对所述涡轮壳上的冒口位置进行切削及打磨。综上所述,本发明使
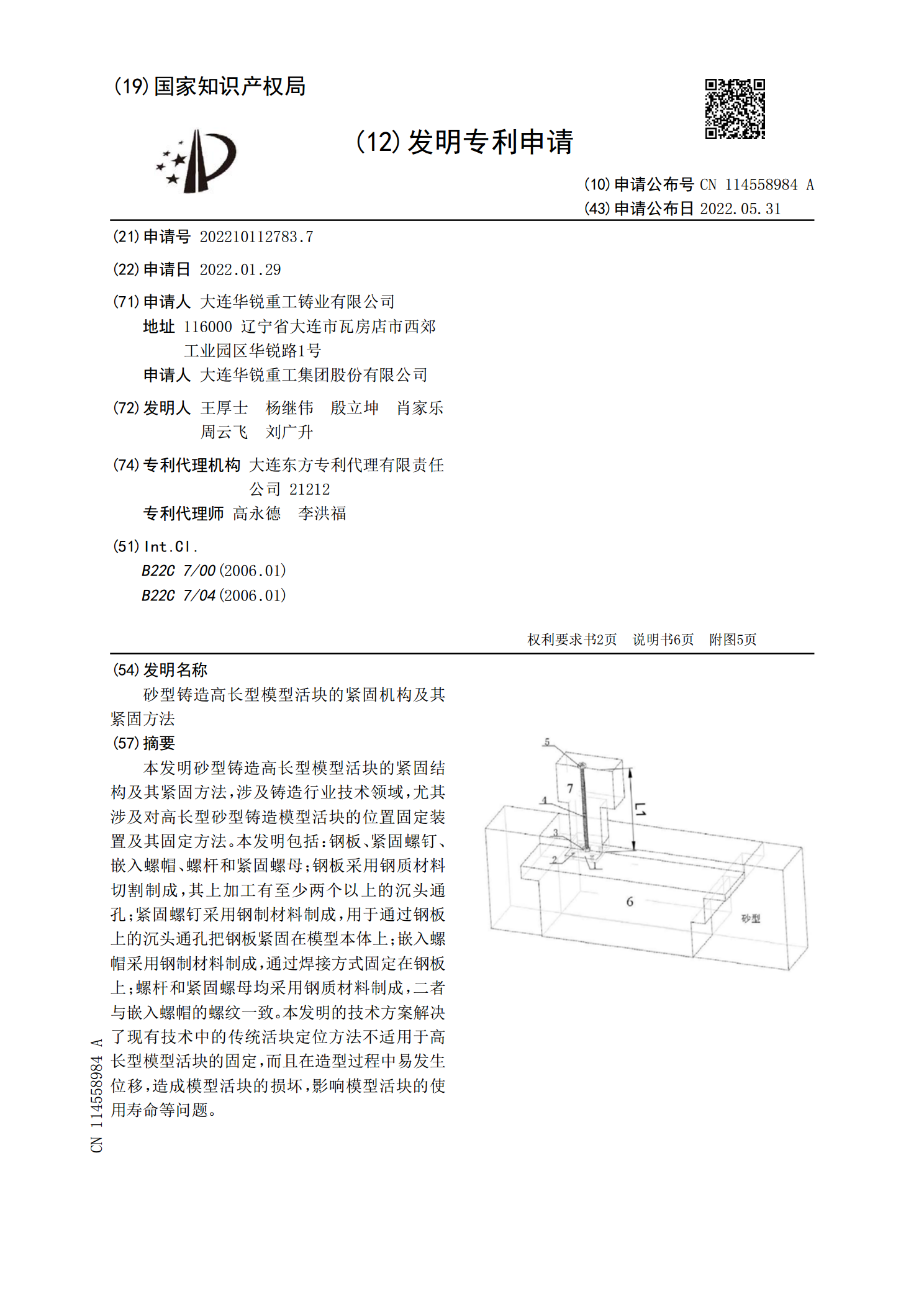
砂型铸造高长型模型活块的紧固机构及其紧固方法.pdf
本发明砂型铸造高长型模型活块的紧固结构及其紧固方法,涉及铸造行业技术领域,尤其涉及对高长型砂型铸造模型活块的位置固定装置及其固定方法。本发明包括:钢板、紧固螺钉、嵌入螺帽、螺杆和紧固螺母;钢板采用钢质材料切割制成,其上加工有至少两个以上的沉头通孔;紧固螺钉采用钢制材料制成,用于通过钢板上的沉头通孔把钢板紧固在模型本体上;嵌入螺帽采用钢制材料制成,通过焊接方式固定在钢板上;螺杆和紧固螺母均采用钢质材料制成,二者与嵌入螺帽的螺纹一致。本发明的技术方案解决了现有技术中的传统活块定位方法不适用于高长型模型活块的固