
一种圆柱形工件输送装置.pdf

兴朝****45

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种圆柱形工件输送装置.pdf
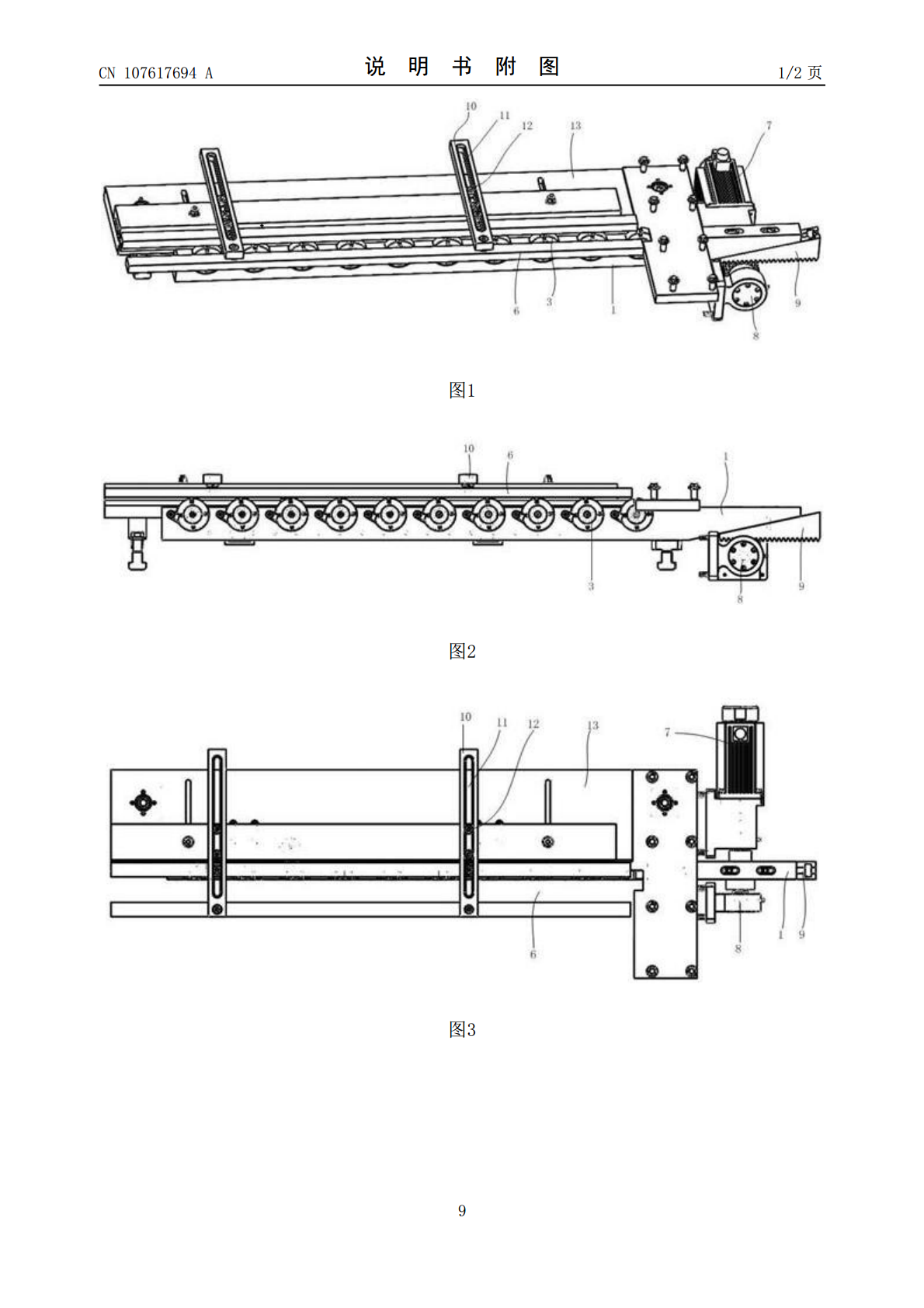
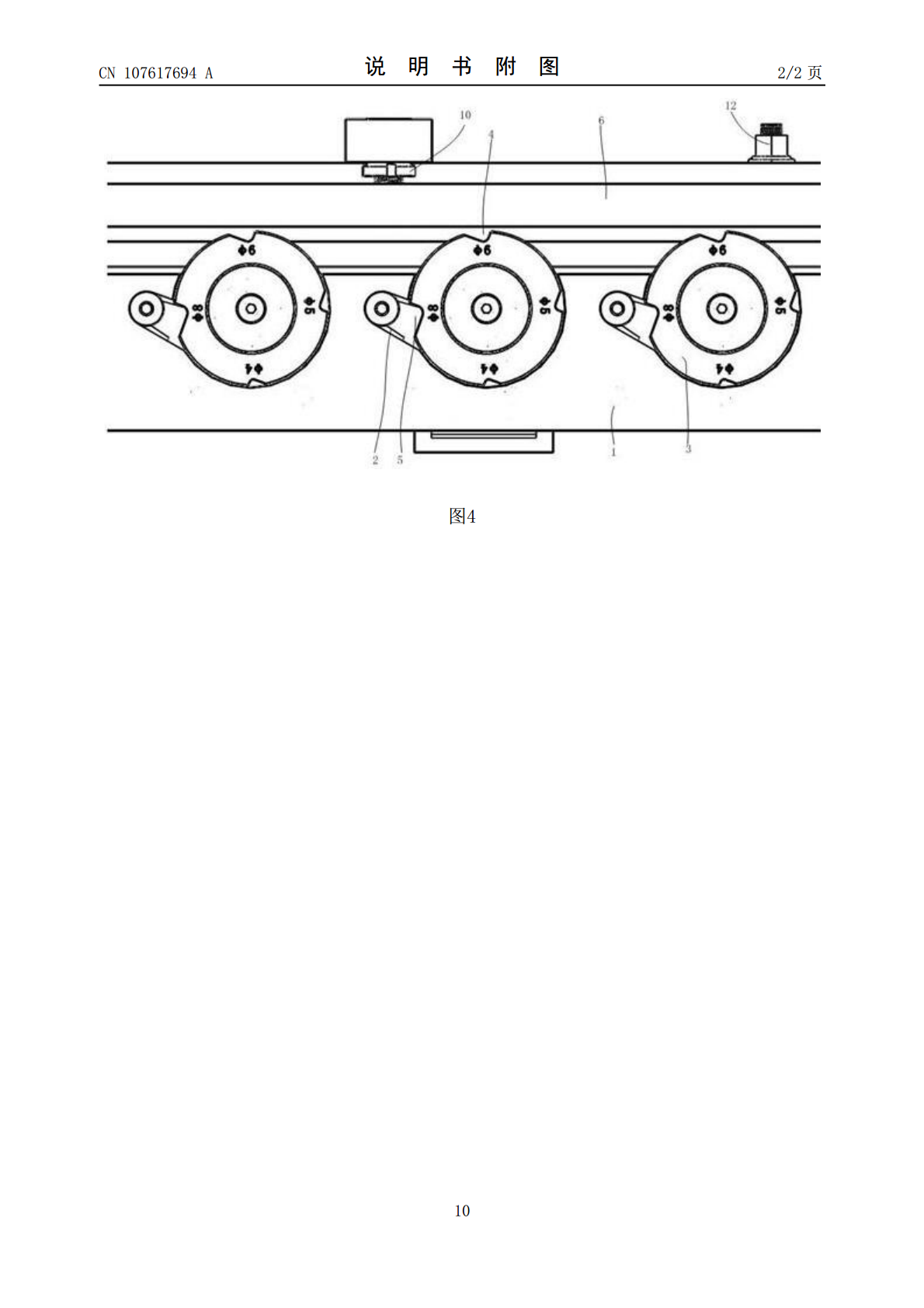
本发明公开了一种圆柱形工件输送装置,包括轨道(1),所述轨道(1)连接有驱动装置,所述驱动装置能够驱动轨道做周期性往复运动,所述轨道(1)上设有旋簧(2)和传递轮(3),所述传递轮(3)上设有物料摆放口(4)和旋簧卡接口(5),所述旋簧(2)的一端固定在轨道(1)上,另一端通过旋簧卡接口(5)卡接在所述传递轮(3)上,所述传递轮(3)上方设有压块(6)。解决的技术问题是现有技术中长筒型部件加工过程中上料难,运输难的问题,解决了现有技术中长筒型部件加工过程中上料难,运输难的问题。

大型圆柱形工件的输送装置.pdf
本发明公开了一种大型圆柱形工件的输送装置,包括支承座(1)和连接在支承座(1)上的支承台(2),支承座(1)的下端连接有滑轮(3),支承架(4)上端面上凸构成有支承架(4),支承架(4)的上端设有缺口。本发明采用上述结构,整体结构简单,便于实现,且采用本发明支承和输送大型圆柱形工件时,滚动工件时通过本发明能防止工件发生较大的偏移,若需移动工件,可通过移动本发明使工件与本发明同时移动,从而能使工件在移动过程中保持平衡。

大型圆柱形工件输送装置的支承机构.pdf
本发明公开了一种大型圆柱形工件输送装置的支承机构,包括支承台(1),支承台(1)上凸构成有支承架(2),支承架(2)的上端设有缺口,支承架(2)的侧壁连接有与缺口位置对应的滚轮(3)。本发明采用上述结构,整体结构简单,便于实现,且采用本发明支承大型圆柱形工件,在工件滚动时,本发明能防止工件出现较大的偏移,从而避免因工件发生较大偏移而影响加工精度。

大型圆柱形工件输送装置的传动机构.pdf
本发明公开了一种大型圆柱形工件输送装置的传动机构,包括支承座(1),支承座(1)的下端面构成有两块定位块(2),两块定位块(2)分别位于支承座(1)下端面的相对两侧,两块定位块(2)的侧壁均连接有两个以上的滑轮(3)。本发明采用上述结构,整体结构简单,便于实现,通过本发明带动输送装置和设置在输送装置的支承台上的大型圆柱形工件移动时,能保持工件平衡,且采用本发明进行工件输送,省时省力。
一种圆柱形工件的供料装置.pdf
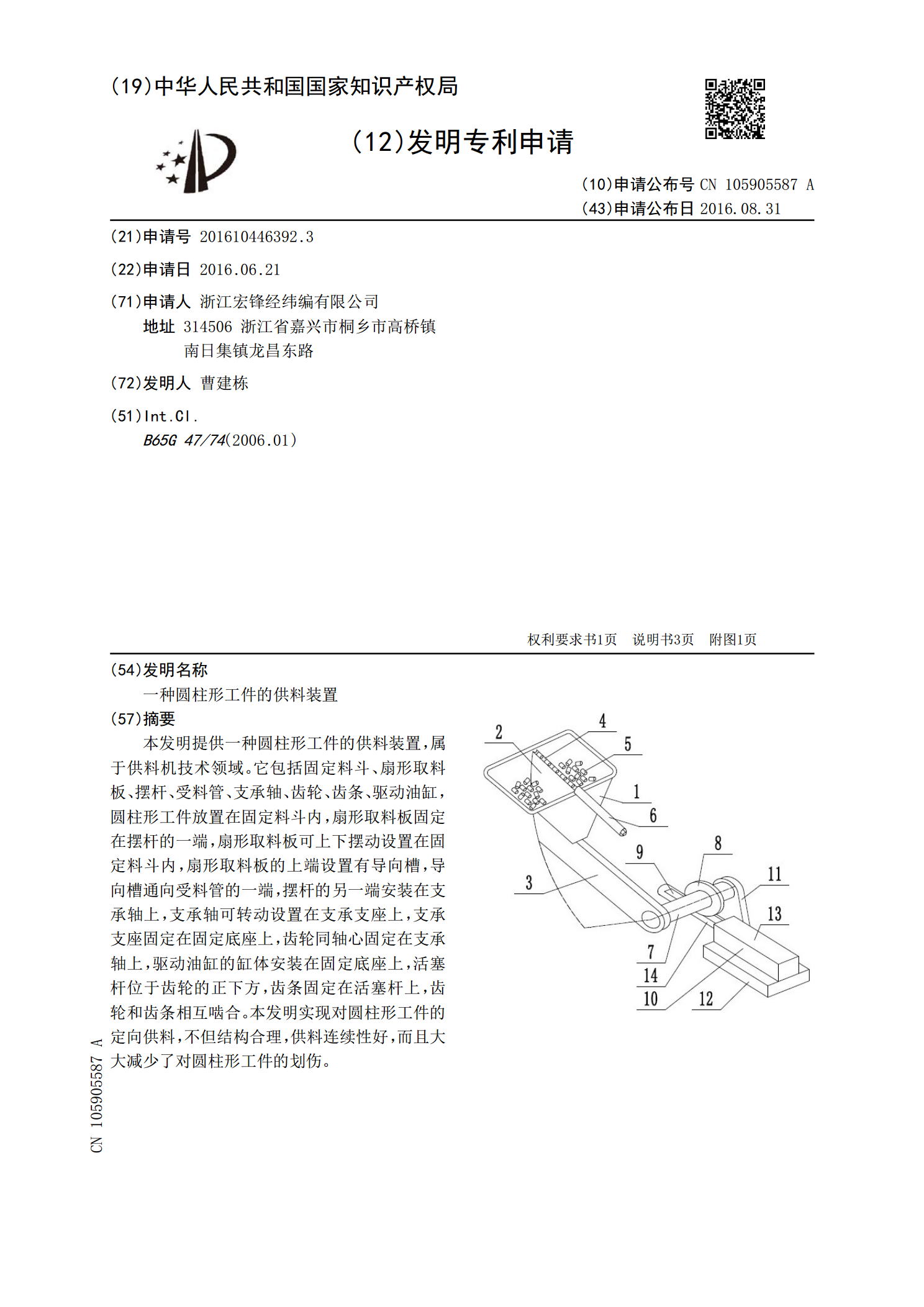
本发明提供一种圆柱形工件的供料装置,属于供料机技术领域。它包括固定料斗、扇形取料板、摆杆、受料管、支承轴、齿轮、齿条、驱动油缸,圆柱形工件放置在固定料斗内,扇形取料板固定在摆杆的一端,扇形取料板可上下摆动设置在固定料斗内,扇形取料板的上端设置有导向槽,导向槽通向受料管的一端,摆杆的另一端安装在支承轴上,支承轴可转动设置在支承支座上,支承支座固定在固定底座上,齿轮同轴心固定在支承轴上,驱动油缸的缸体安装在固定底座上,活塞杆位于齿轮的正下方,齿条固定在活塞杆上,齿轮和齿条相互啮合。本发明实现对圆柱形工件的定向