
一种高效通过式抛丸机的料仓送进装置.pdf

雨巷****凝海

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高效通过式抛丸机的料仓送进装置.pdf
本发明提供了一种高效通过式抛丸机的料仓送进装置,包括设置在抛丸机出口处的中速滚轮辊和行程开关以及安装在料仓下方的托举缸,料仓的底部开设有供托举缸的伸缩杆升降通过的窗口,托举缸的伸缩杆的端部设有托举轮辊,中速滚轮辊位于行程开关的工作范围内,行程开关感应到中速滚轮辊上的圆钢工件后控制托举缸伸缩杆伸出使托举轮辊与中速滚轮辊齐平,抛丸处理后的圆钢工件由中速滚轮辊输送至托举轮辊上,行程开关继续控制托举缸的伸缩杆缩回带动负载有圆钢工件的托举轮辊下降至料仓内,料仓内设有横向推进缸,横向推进缸的伸缩杆与圆钢工件垂直设置,
一种抽屉式料仓供料装置.pdf
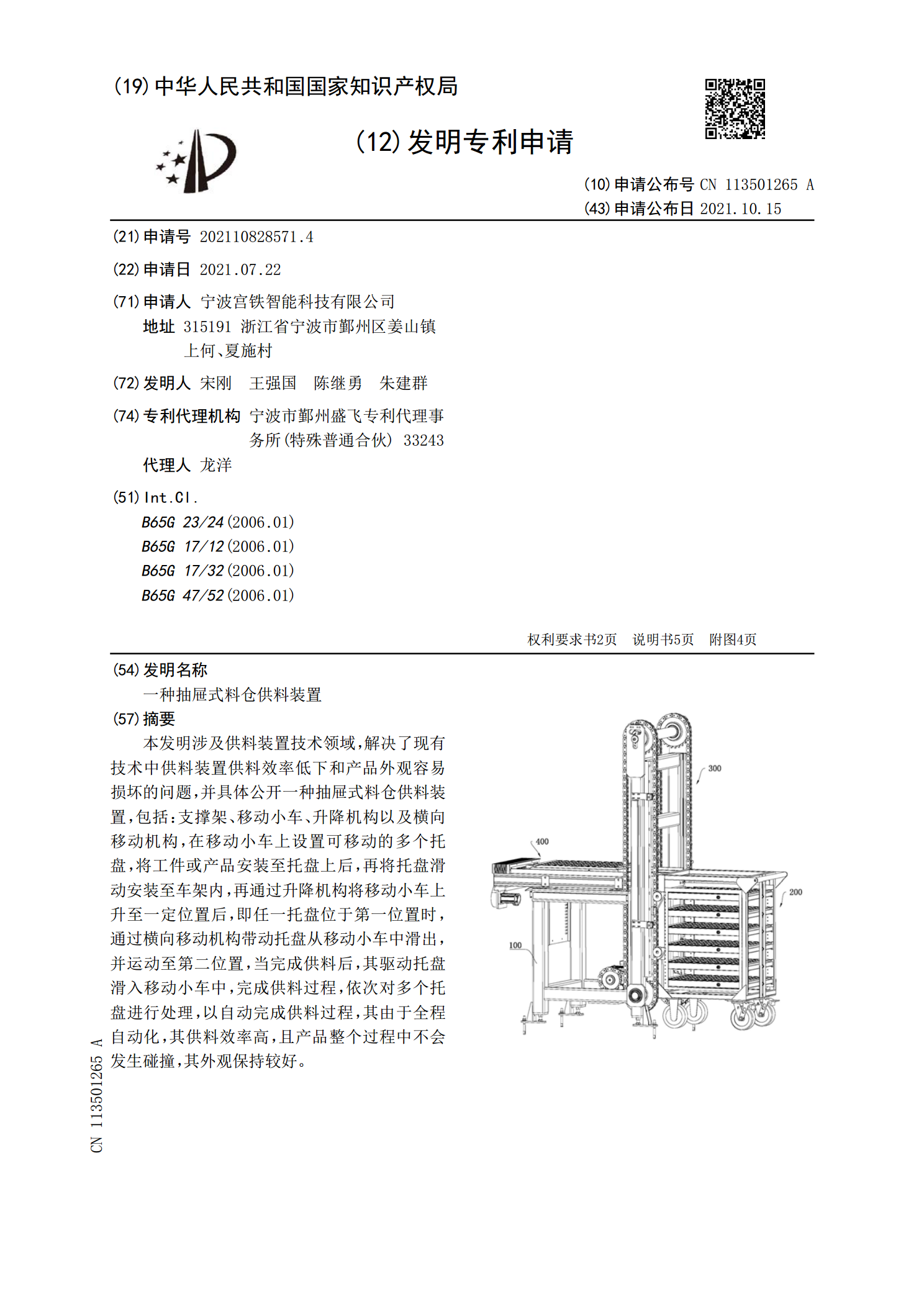
本发明涉及供料装置技术领域,解决了现有技术中供料装置供料效率低下和产品外观容易损坏的问题,并具体公开一种抽屉式料仓供料装置,包括:支撑架、移动小车、升降机构以及横向移动机构,在移动小车上设置可移动的多个托盘,将工件或产品安装至托盘上后,再将托盘滑动安装至车架内,再通过升降机构将移动小车上升至一定位置后,即任一托盘位于第一位置时,通过横向移动机构带动托盘从移动小车中滑出,并运动至第二位置,当完成供料后,其驱动托盘滑入移动小车中,完成供料过程,依次对多个托盘进行处理,以自动完成供料过程,其由于全程自动化,其供
一种高效节能的芯杆送进装置.pdf
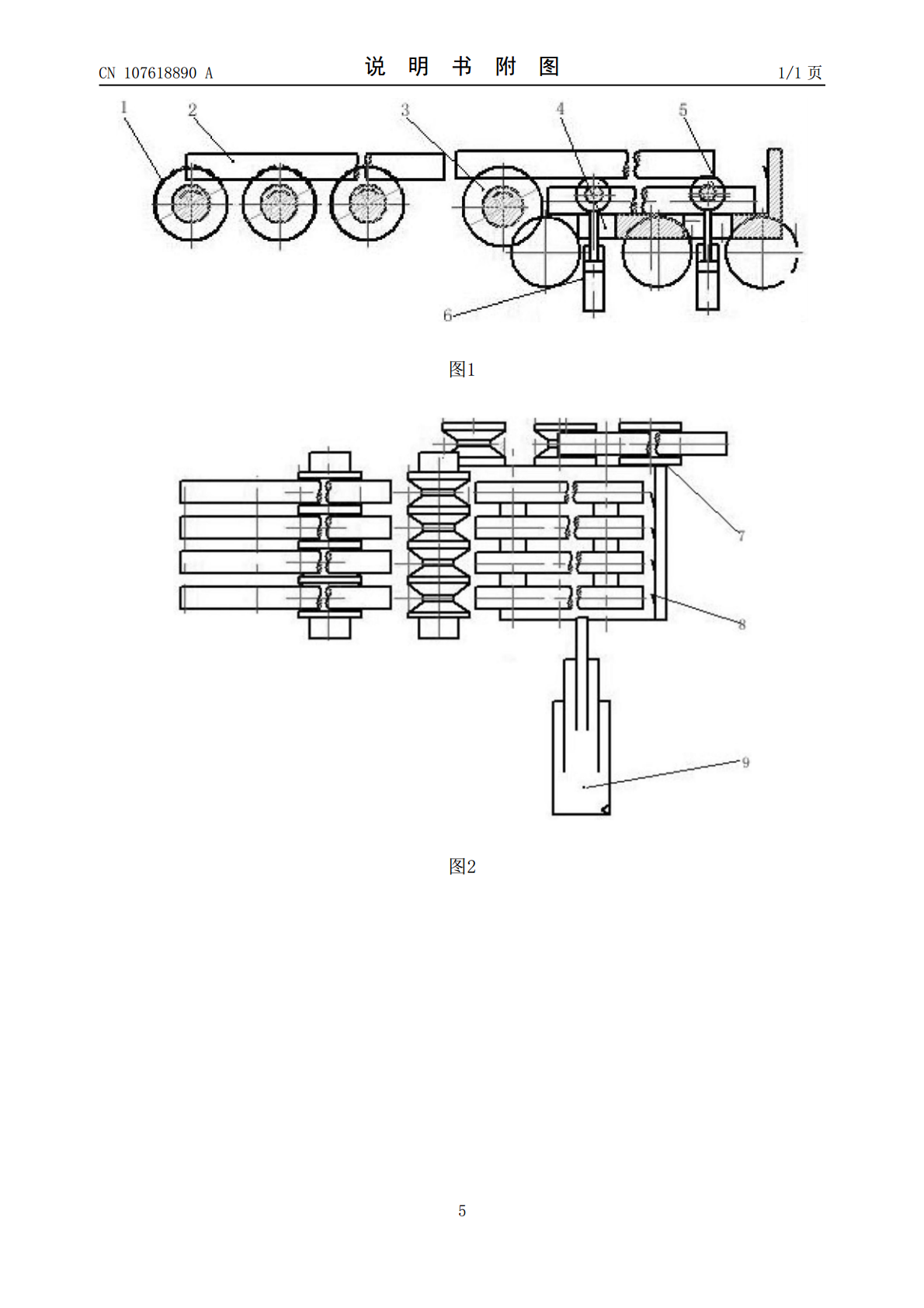
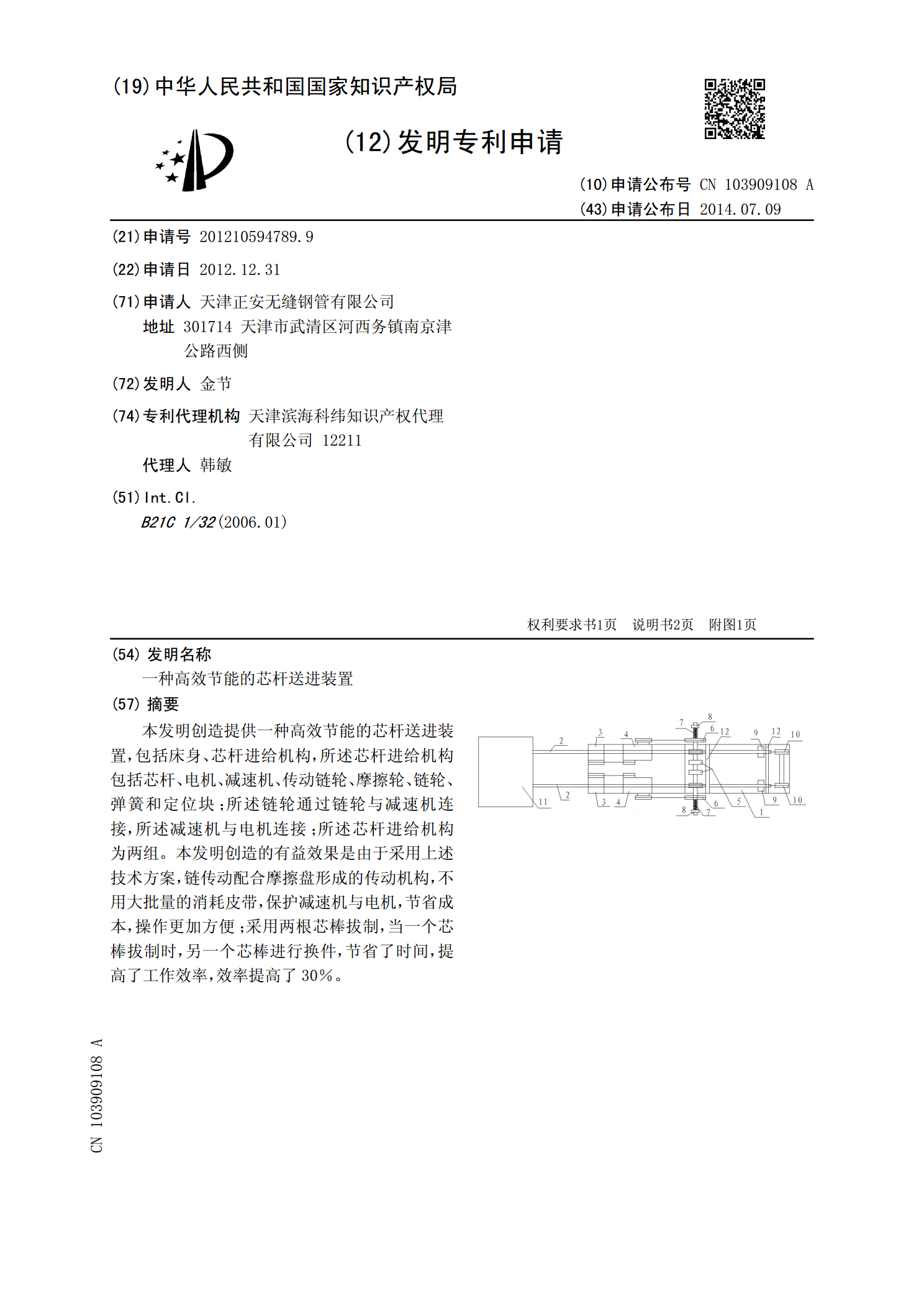
本发明创造提供一种高效节能的芯杆送进装置,包括床身、芯杆进给机构,所述芯杆进给机构包括芯杆、电机、减速机、传动链轮、摩擦轮、链轮、弹簧和定位块;所述链轮通过链轮与减速机连接,所述减速机与电机连接;所述芯杆进给机构为两组。本发明创造的有益效果是由于采用上述技术方案,链传动配合摩擦盘形成的传动机构,不用大批量的消耗皮带,保护减速机与电机,节省成本,操作更加方便;采用两根芯棒拔制,当一个芯棒拔制时,另一个芯棒进行换件,节省了时间,提高了工作效率,效率提高了30%。
一种单驱动通过式抛丸机.pdf
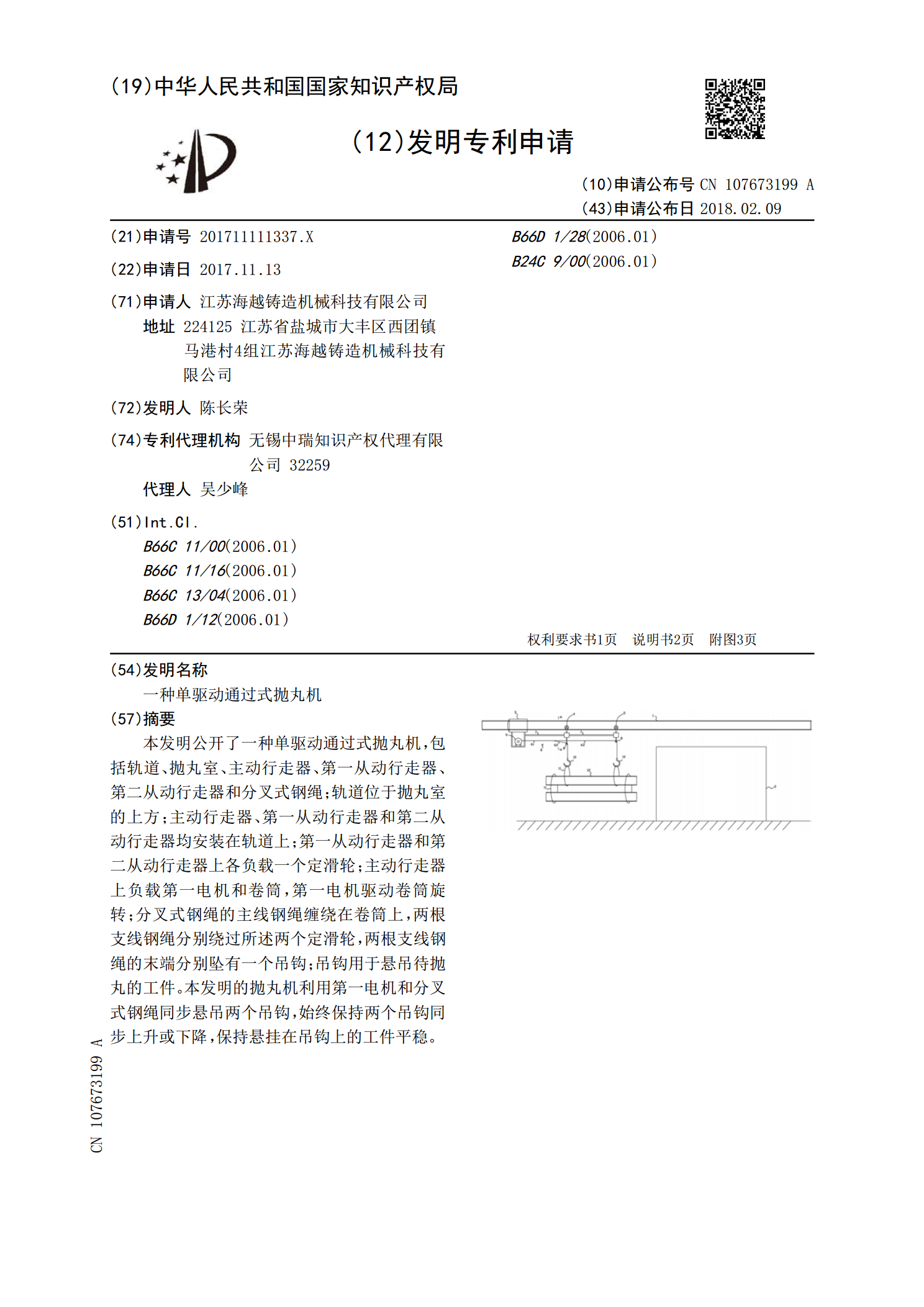
本发明公开了一种单驱动通过式抛丸机,包括轨道、抛丸室、主动行走器、第一从动行走器、第二从动行走器和分叉式钢绳;轨道位于抛丸室的上方;主动行走器、第一从动行走器和第二从动行走器均安装在轨道上;第一从动行走器和第二从动行走器上各负载一个定滑轮;主动行走器上负载第一电机和卷筒,第一电机驱动卷筒旋转;分叉式钢绳的主线钢绳缠绕在卷筒上,两根支线钢绳分别绕过所述两个定滑轮,两根支线钢绳的末端分别坠有一个吊钩;吊钩用于悬吊待抛丸的工件。本发明的抛丸机利用第一电机和分叉式钢绳同步悬吊两个吊钩,始终保持两个吊钩同步上升或下
一种联动型通过式抛丸机.pdf
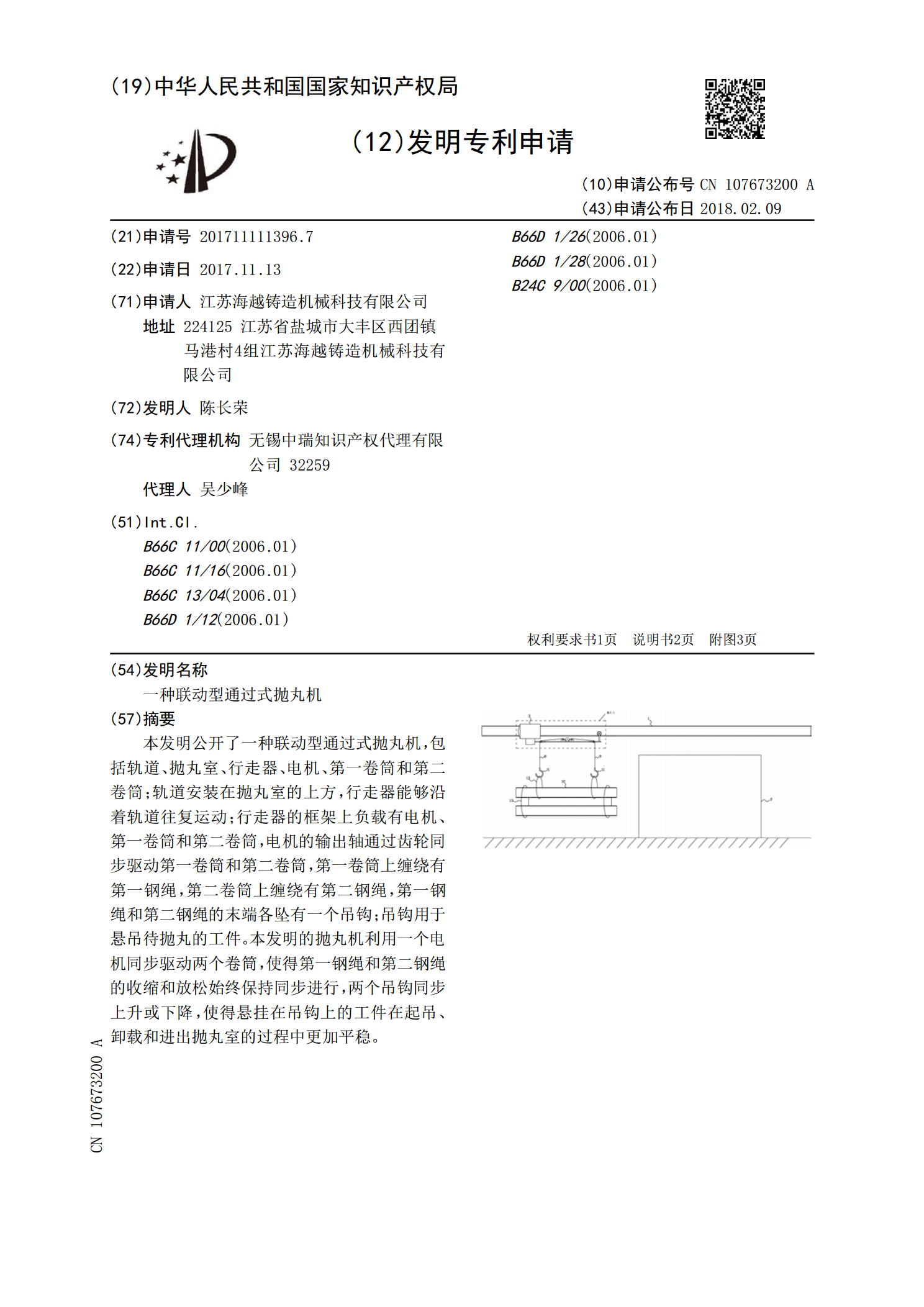
本发明公开了一种联动型通过式抛丸机,包括轨道、抛丸室、行走器、电机、第一卷筒和第二卷筒;轨道安装在抛丸室的上方,行走器能够沿着轨道往复运动;行走器的框架上负载有电机、第一卷筒和第二卷筒,电机的输出轴通过齿轮同步驱动第一卷筒和第二卷筒,第一卷筒上缠绕有第一钢绳,第二卷筒上缠绕有第二钢绳,第一钢绳和第二钢绳的末端各坠有一个吊钩;吊钩用于悬吊待抛丸的工件。本发明的抛丸机利用一个电机同步驱动两个卷筒,使得第一钢绳和第二钢绳的收缩和放松始终保持同步进行,两个吊钩同步上升或下降,使得悬挂在吊钩上的工件在起吊、卸载和进