
胶带缠绕长度可调机构及其方法.pdf

努力****骞北


1/9
2/9
3/9
4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

胶带缠绕长度可调机构及其方法.pdf
本发明公开了一种胶带缠绕长度可调机构及其方法,属于自动化设备领域。该机构包括由外部驱动机构驱动旋转的包胶轮,包胶轮上设置有延伸至包胶轮包胶位置的开口槽,开口槽内布置有用于使胶带贴合包覆于线束表面的胶带压紧结构;包胶轮一侧设置有用于切断胶带的切割装置,胶带在待缠绕的线束牵引下,经过切割装置的切口后进入所述的开口槽中;切割装置与开口槽入口之间的胶带一侧设置有支撑件;包胶轮旋转并带动胶带移动一定距离后,使胶带的一段紧靠于支撑件上,在包胶轮继续旋转过程中,胶带被拉伸并卷至开口槽与支撑件之间的包胶轮外表面上。本发明

胶带自动缠绕打包机构及操作方法.pdf
本发明公开了胶带自动缠绕打包机构及操作方法,包括打包机和滚筒,打包机的侧壁设有气动滚轮张紧机构A,且气动滚轮张紧机构A与打包机通过设置在打包机侧壁的螺丝连接,且打包机和滚筒通过设置在滚筒侧面的转轴连接,打包机顶部设有产品,且产品嵌入设置在打包机中,打包机内部设有产品夹爪,且产品夹爪与打包机通过设置在打包机内壁的螺丝连接,增加了带刹车伺服电机可以为滚筒的驱动提动动力,且稳定、方便的胶带缠绕打包方式不同,比较省事省力,具有自动快速打包的效果,胶带放卷控制机构效率较高、产品旋转缠绕机构不容易损坏。

一种行星胶带缠绕机构.pdf
本发明涉及一种行星胶带缠绕机构,缠绕机构包括机架,所述的机架包括一旋转盘安装架体,旋转盘安装架体的中心处设有一转轴安装腔,旋转盘安装架体的两侧分别安装有第一旋转盘和第二旋转盘,第一、第二旋转盘通过设置于第一旋转盘上的转轴进行旋转配合,转轴安装腔外套设有胶带;旋转盘安装支架的一侧设有一托架系统和刀片,托架系统用于提供支撑力使管路与胶带相贴覆,刀片用于将胶带截断。通过第一、第二旋转盘转动,使得管路在旋转盘安装支架内进行转动,继而使得胶带可以均匀粘附在管路上,起到包裹管路的作用,同时包裹过程高效快捷,省时省力。

薄型全自动胶带缠绕机头、设备及其方法.pdf
本发明公开了一种薄型全自动胶带缠绕机头、设备及其方法,属于自动化设备领域。本发明为了解决现有技术中的问题,设计了一种用于波纹管等落差位置及线体根部缠绕胶带的全自动缠绕设备,具有胶带起点粘合和结束点自动切断并收口等全部自动缠绕功能,并研究了一种全自动缠绕工艺,实现整个缠绕过程的全自动,保证线束质量的同时,明显提高了汽车线束的生产效率。本发明在应用于新能源汽车的高压线束加工行业时,生产现场运行稳定,且通过回转式的包覆方式使得线束落差位置缠绕胶带及留头收口效果良好,完全符合线束生产工艺的品质要求。
胶带贴附机构及其使用方法.pdf
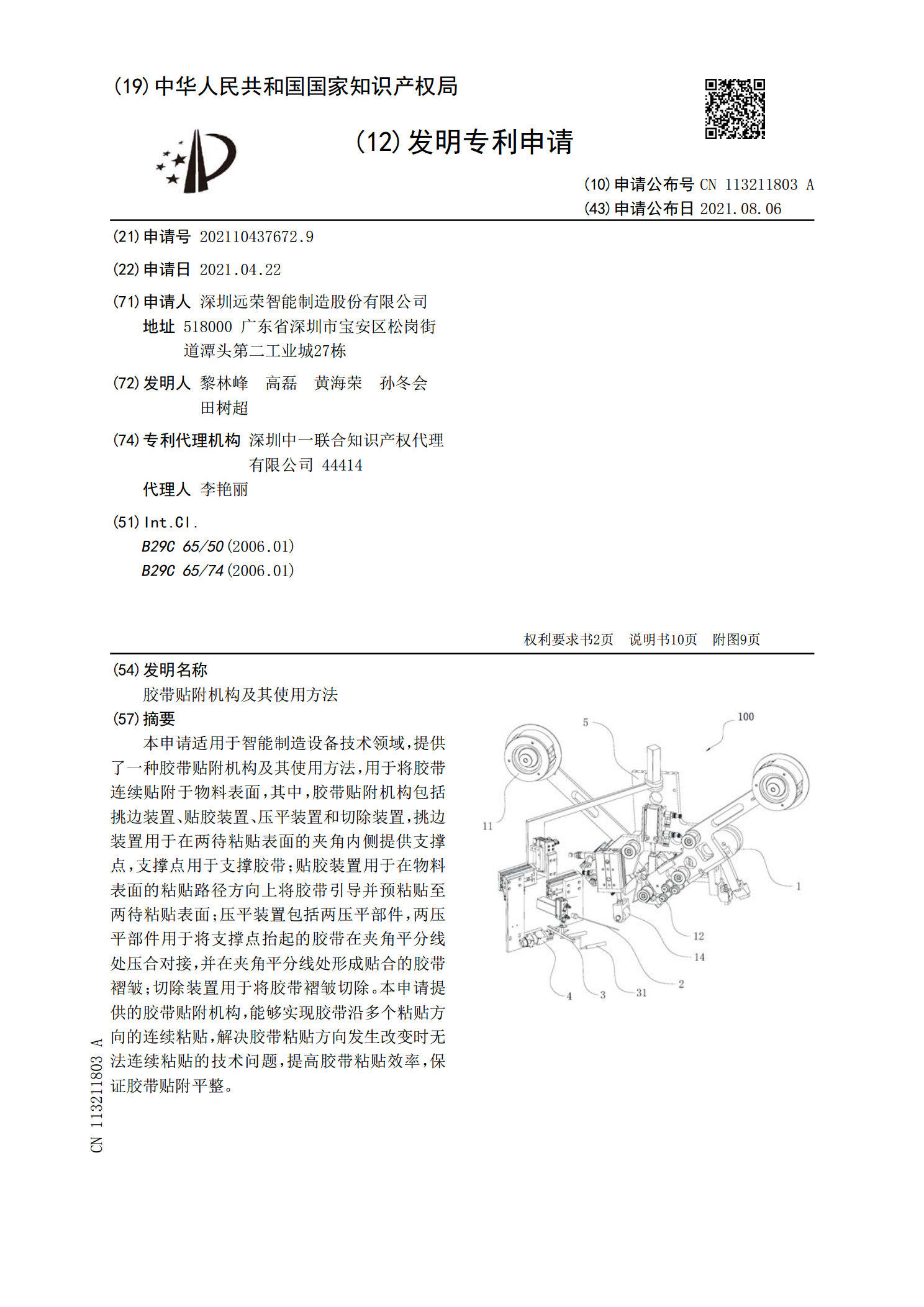
本申请适用于智能制造设备技术领域,提供了一种胶带贴附机构及其使用方法,用于将胶带连续贴附于物料表面,其中,胶带贴附机构包括挑边装置、贴胶装置、压平装置和切除装置,挑边装置用于在两待粘贴表面的夹角内侧提供支撑点,支撑点用于支撑胶带;贴胶装置用于在物料表面的粘贴路径方向上将胶带引导并预粘贴至两待粘贴表面;压平装置包括两压平部件,两压平部件用于将支撑点抬起的胶带在夹角平分线处压合对接,并在夹角平分线处形成贴合的胶带褶皱;切除装置用于将胶带褶皱切除。本申请提供的胶带贴附机构,能够实现胶带沿多个粘贴方向的连续粘贴,