
一种钢管管端涂层倒角装置.pdf

一条****发啊

1/8

2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢管管端涂层倒角装置.pdf
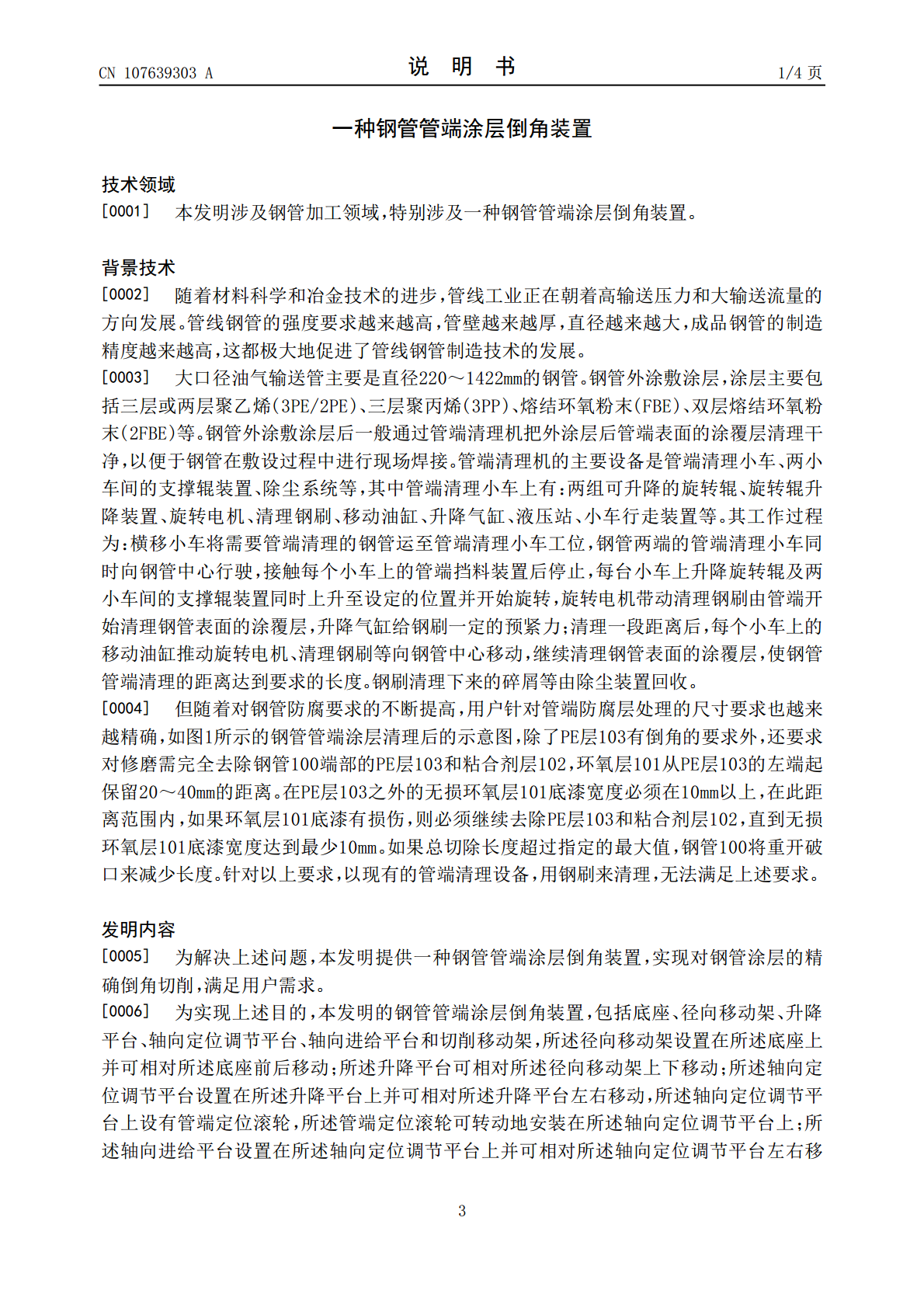
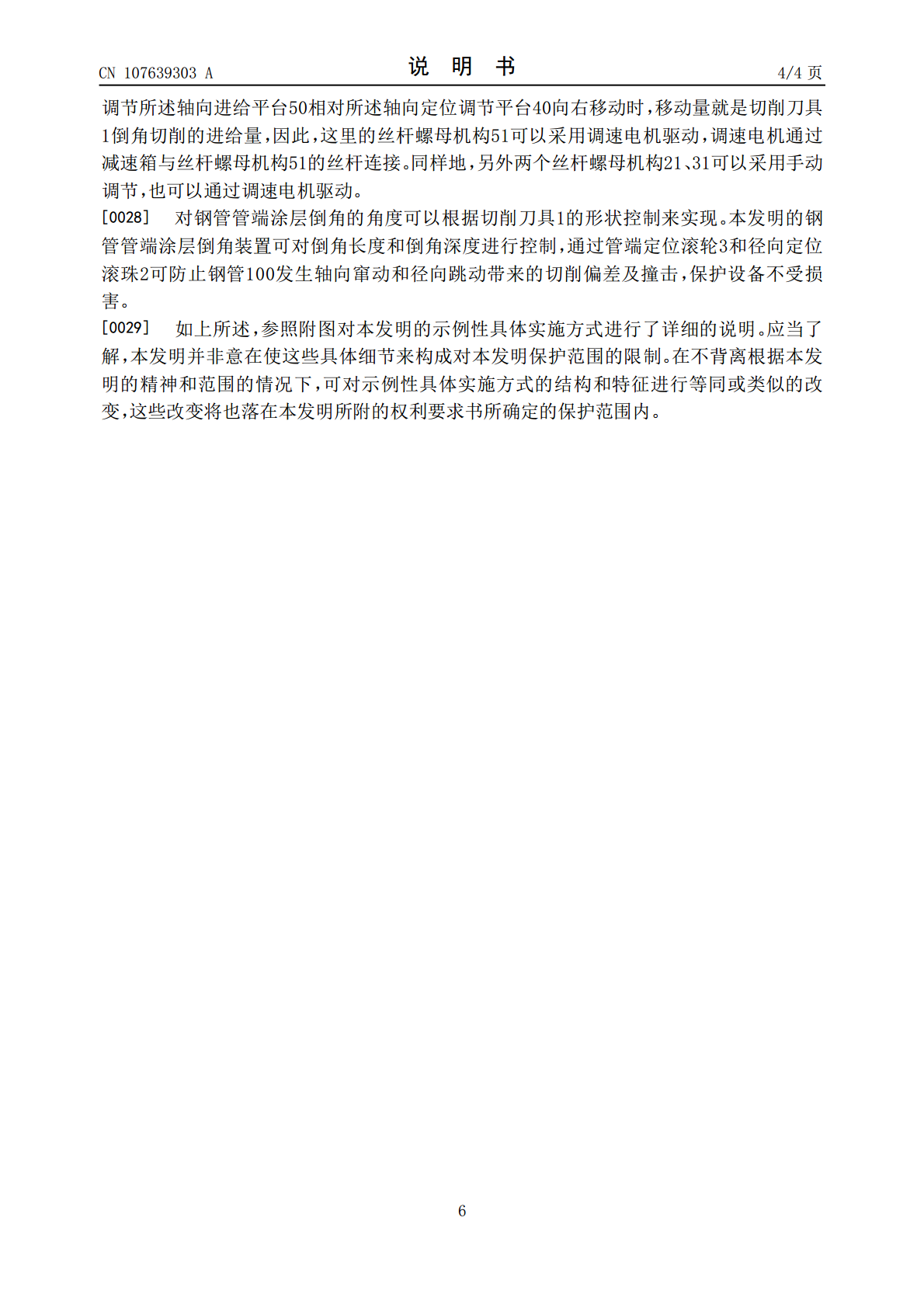
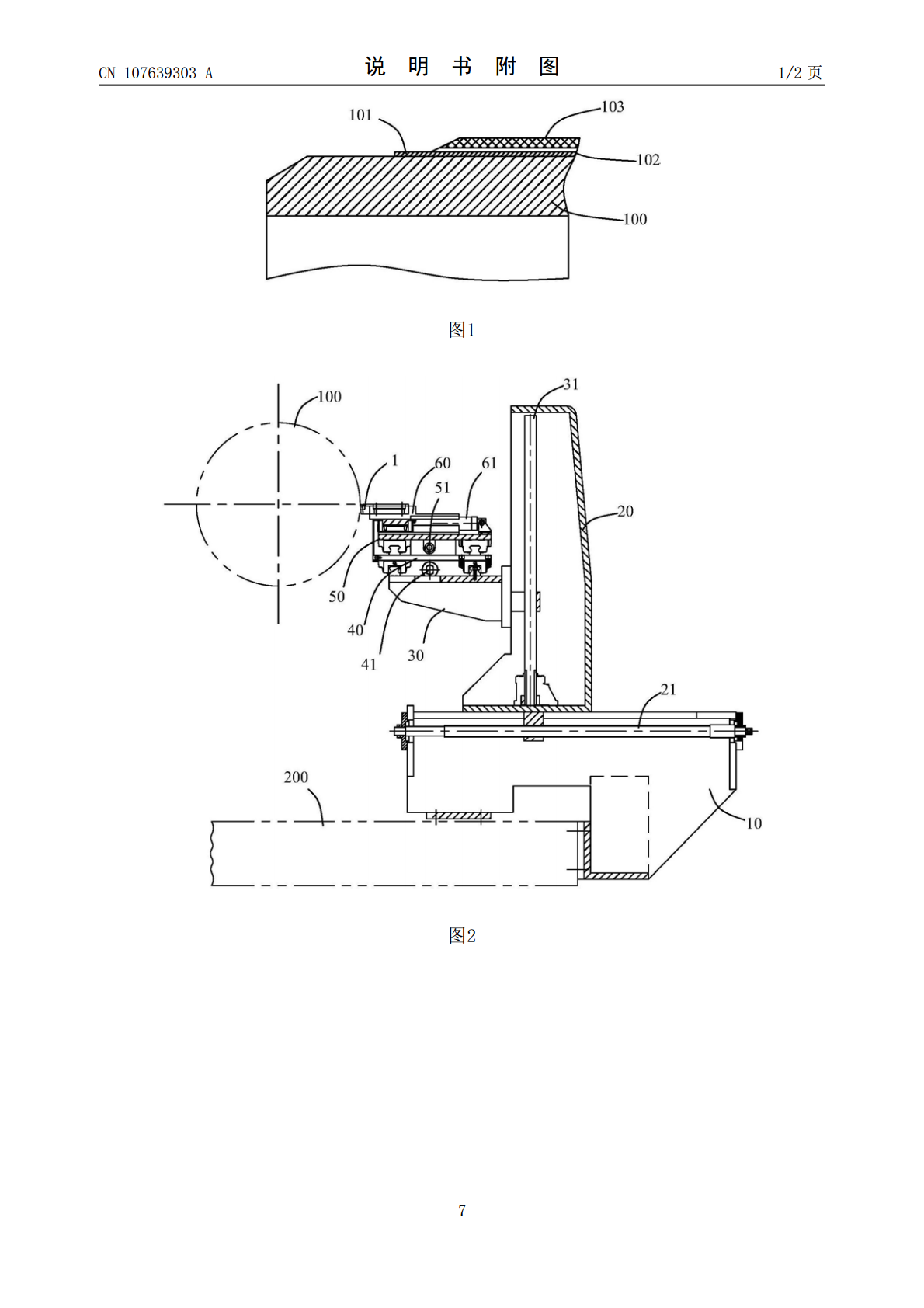
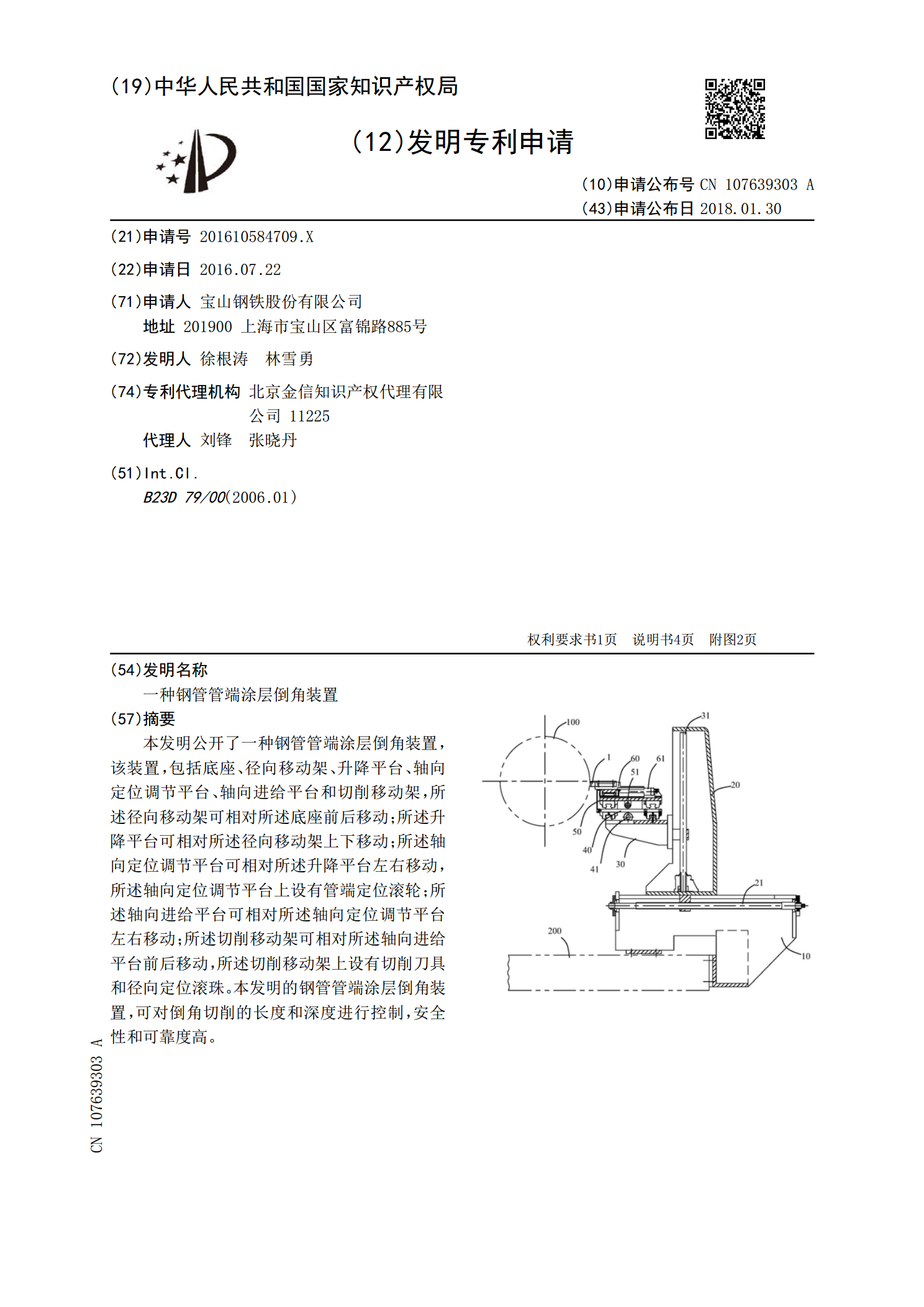
本发明公开了一种钢管管端涂层倒角装置,该装置,包括底座、径向移动架、升降平台、轴向定位调节平台、轴向进给平台和切削移动架,所述径向移动架可相对所述底座前后移动;所述升降平台可相对所述径向移动架上下移动;所述轴向定位调节平台可相对所述升降平台左右移动,所述轴向定位调节平台上设有管端定位滚轮;所述轴向进给平台可相对所述轴向定位调节平台左右移动;所述切削移动架可相对所述轴向进给平台前后移动,所述切削移动架上设有切削刀具和径向定位滚珠。本发明的钢管管端涂层倒角装置,可对倒角切削的长度和深度进行控制,安全性和可靠度

一种端封后倒角装置.pdf
本发明公开了一种端封后倒角装置,包括管材支撑机构、倒角机构、旋转机构和进退机构和平台,倒角机构包括刀盘和倒角刀组,倒角刀组有一个以上,倒角刀组由第一倒角刀和第二倒角刀构成,第一倒角刀和第二倒角刀均安装于刀盘的一端面上,且第一倒角刀和第二倒角刀的刀刃呈直线状,第一倒角刀和第二倒角刀的刀刃与刀盘的夹角均为45°,第一倒角刀和第二倒角刀的刀刃之间的最小距离与钢塑复合管的壁厚相匹配,旋转机构与刀盘连接,进退机构与旋转机构连接,管材支撑机构和进退机构均安装与平台上。该装置结构简单,能够方便快捷地对管材端面进行倒角处
一种PVC管管口倒角加工装置.pdf
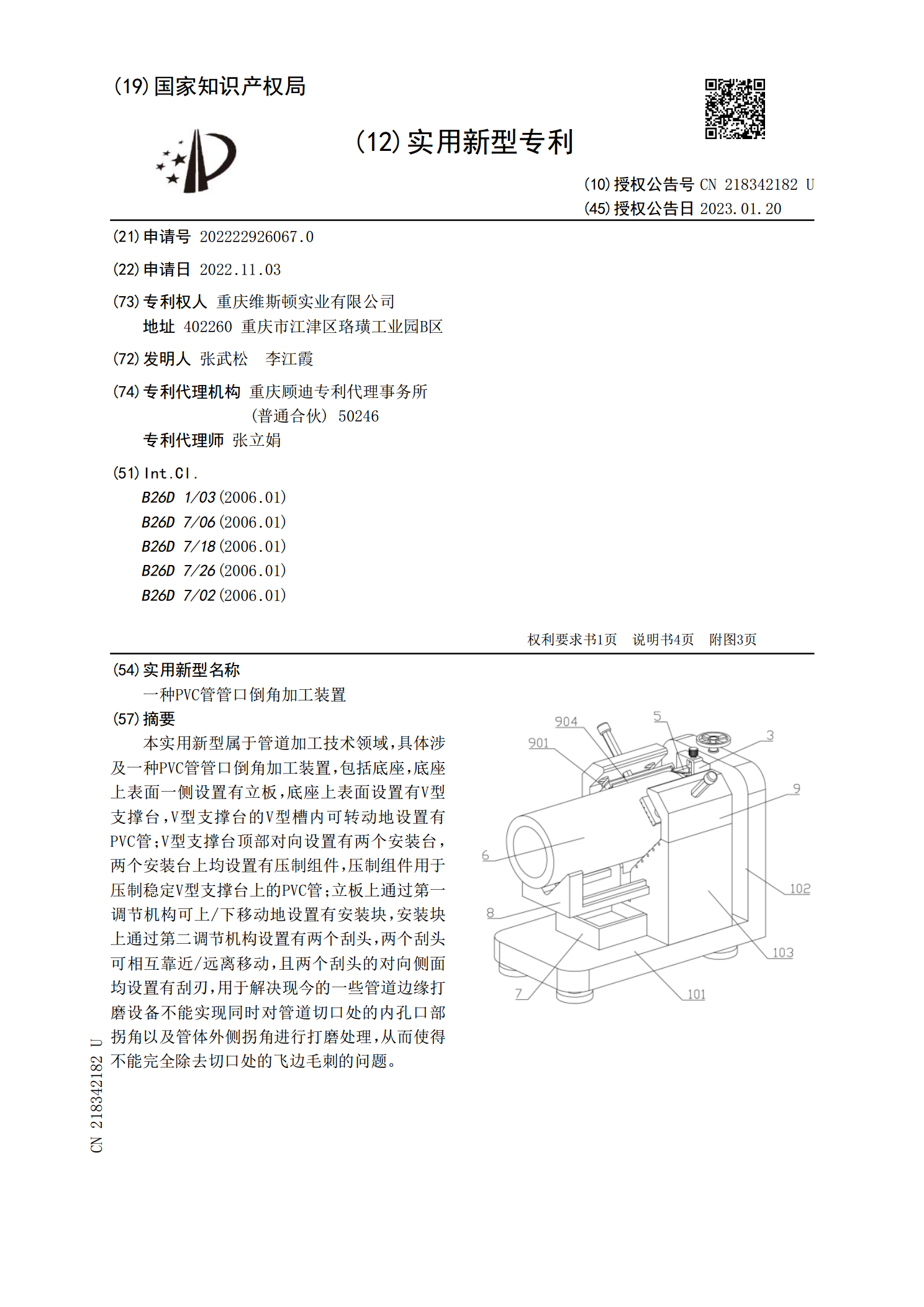
本实用新型属于管道加工技术领域,具体涉及一种PVC管管口倒角加工装置,包括底座,底座上表面一侧设置有立板,底座上表面设置有V型支撑台,V型支撑台的V型槽内可转动地设置有PVC管;V型支撑台顶部对向设置有两个安装台,两个安装台上均设置有压制组件,压制组件用于压制稳定V型支撑台上的PVC管;立板上通过第一调节机构可上/下移动地设置有安装块,安装块上通过第二调节机构设置有两个刮头,两个刮头可相互靠近/远离移动,且两个刮头的对向侧面均设置有刮刃,用于解决现今的一些管道边缘打磨设备不能实现同时对管道切口处的内孔口部
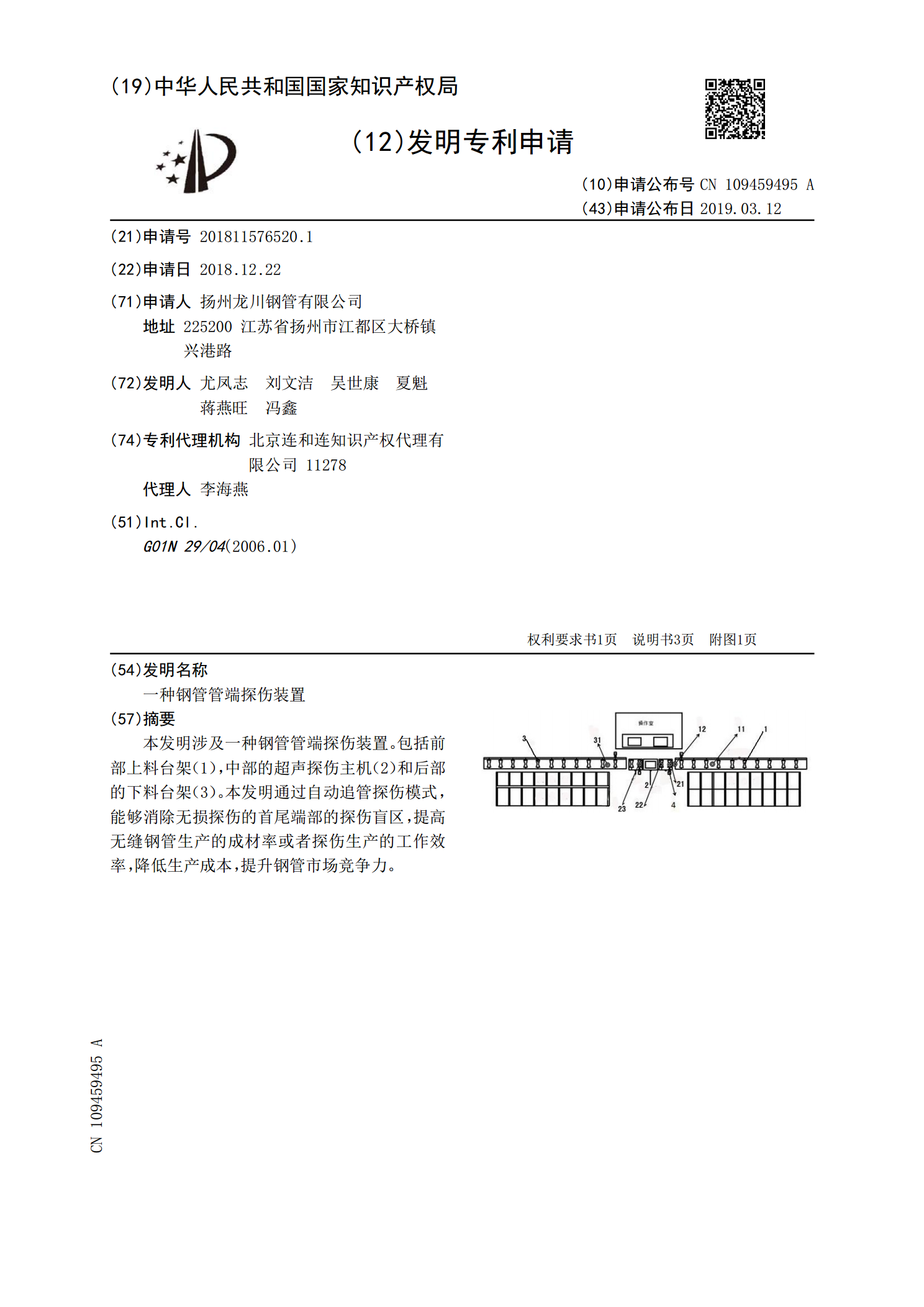
一种钢管管端探伤装置.pdf
本发明涉及一种钢管管端探伤装置。包括前部上料台架(1),中部的超声探伤主机(2)和后部的下料台架(3)。本发明通过自动追管探伤模式,能够消除无损探伤的首尾端部的探伤盲区,提高无缝钢管生产的成材率或者探伤生产的工作效率,降低生产成本,提升钢管市场竞争力。
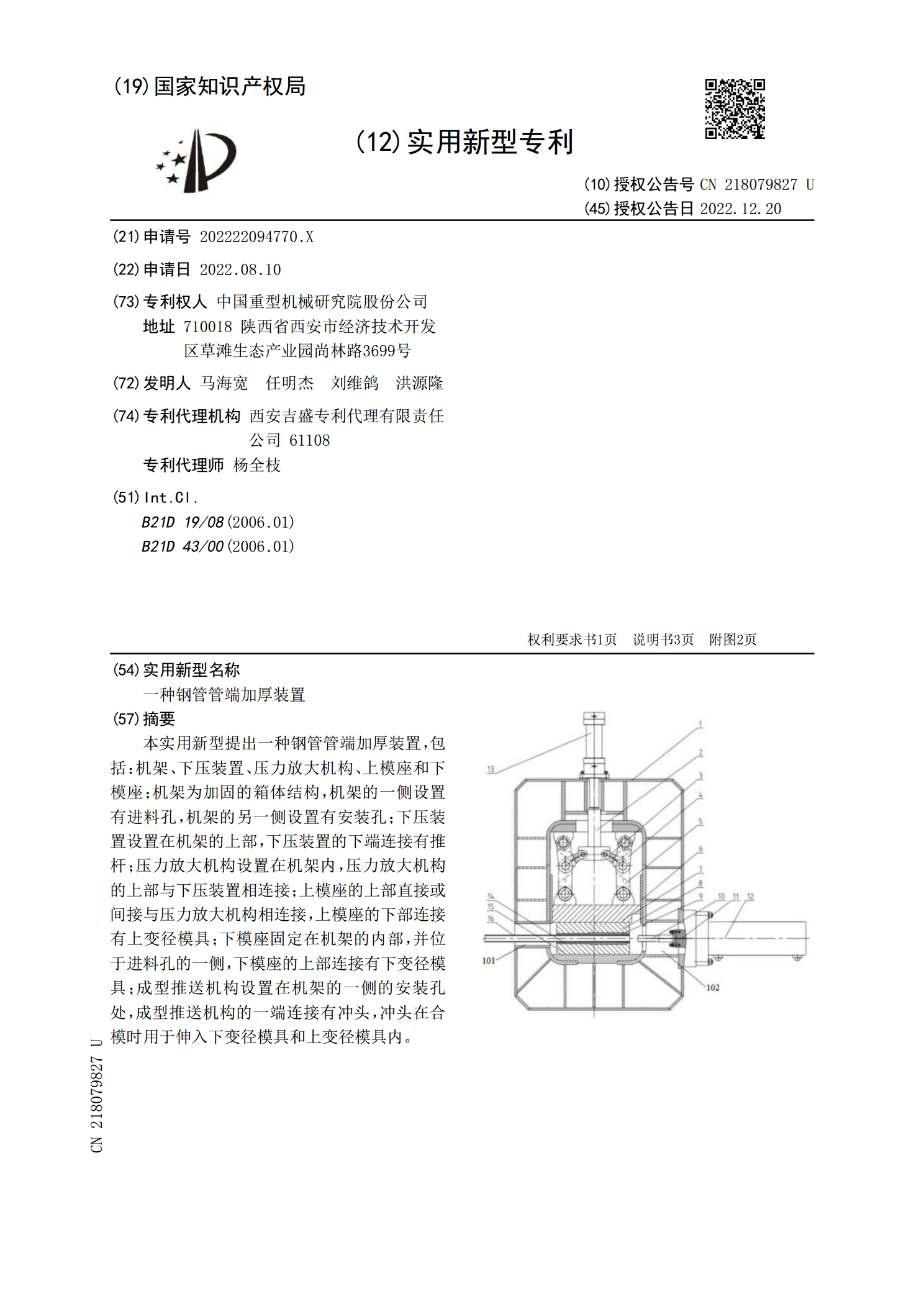
一种钢管管端加厚装置.pdf
本实用新型提出一种钢管管端加厚装置,包括:机架、下压装置、压力放大机构、上模座和下模座;机架为加固的箱体结构,机架的一侧设置有进料孔,机架的另一侧设置有安装孔;下压装置设置在机架的上部,下压装置的下端连接有推杆;压力放大机构设置在机架内,压力放大机构的上部与下压装置相连接;上模座的上部直接或间接与压力放大机构相连接,上模座的下部连接有上变径模具;下模座固定在机架的内部,并位于进料孔的一侧,下模座的上部连接有下变径模具;成型推送机构设置在机架的一侧的安装孔处,成型推送机构的一端连接有冲头,冲头在合模时用于伸