
一种用于深孔加工的振动切削装置.pdf

慧红****ad


1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于深孔加工的振动切削装置.pdf
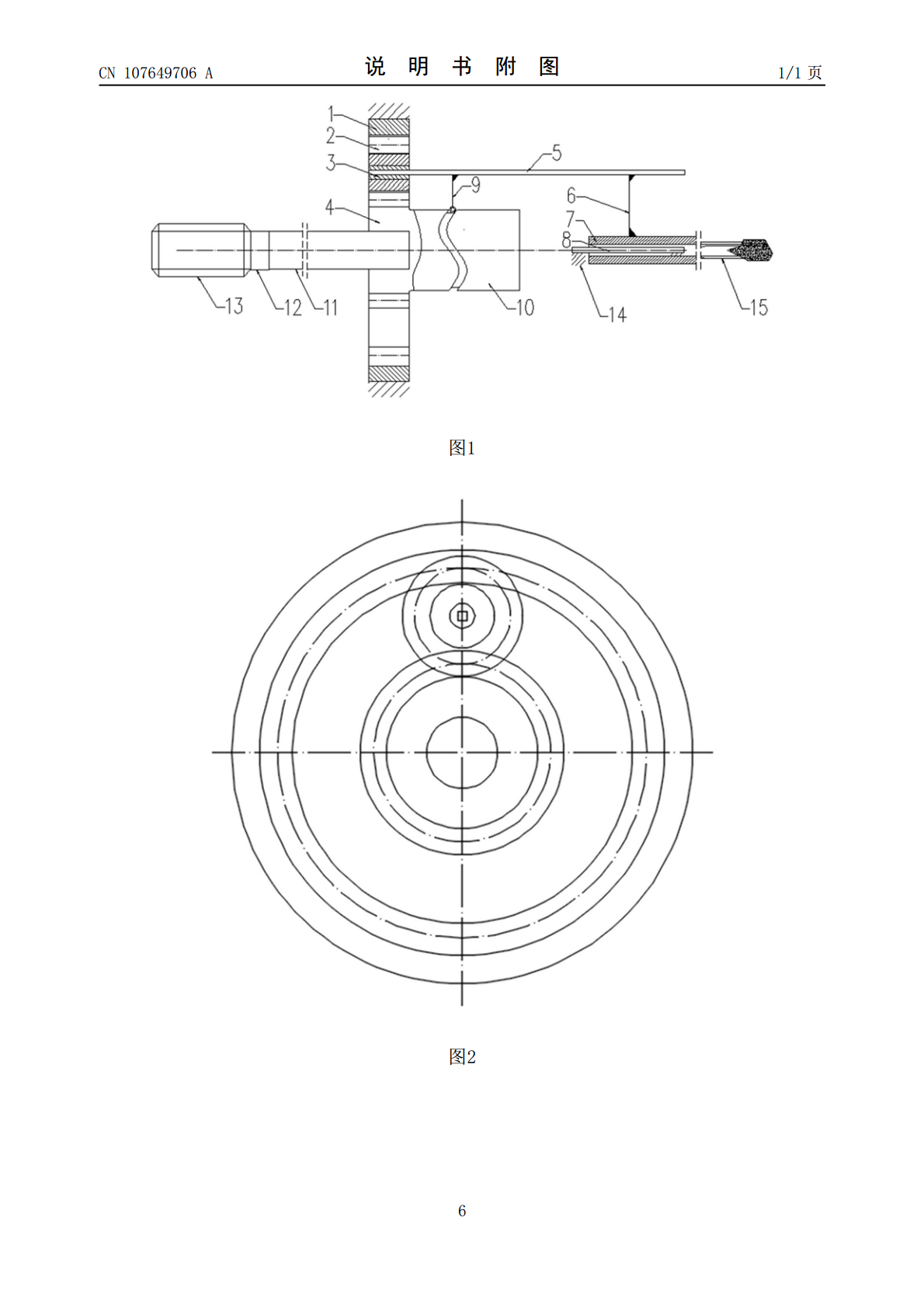
本发明属于深孔加工工艺设备的技术领域,旨在提供一种用于深孔加工的振动切削装置,利用行星轮行与空间凸轮机构组成深孔加工系统的振动装置,刀具在旋转过程中还会绕着自身轴线往复直线运动。该装置包括驱动电机、机架和刀具,刀具安装于机架上并由电机驱动进给,所述刀具采用自转和往复轴线振动相结合的进给方式。本发明将空间行星轮系和空间凸轮机构连接成一体,最终将两种机构的运动规律进行叠加,输出到刀具系统上,最终使刀具的运动规律既有行星轮系运动的特点,又具有空间凸轮从动件运动输出的特点,实现了刀具在旋转过程中既自转又往复直线运

振动切削深孔加工技术及其应用.docx
振动切削深孔加工技术及其应用振动切削深孔加工技术及其应用摘要:随着工业制造业的快速发展,对高品质、高精度的零部件的需求也越来越高。深孔加工作为制造高精度零部件的重要工艺之一,其加工精度和加工效率对整个工件的性能有着重要的影响。然而,传统的深孔加工存在着加工效率低、工具磨损严重等诸多问题。针对这些问题,振动切削深孔加工技术应运而生。本文将详细介绍振动切削深孔加工技术的原理和优势,并探讨其在实际应用中的一些具体案例。关键词:振动切削,深孔加工,加工精度,加工效率,工具磨损一、引言随着工业制造业的不断发展,对高

一种用于深孔加工车床的吸尘装置.pdf
本实用新型公开了一种用于深孔加工车床的吸尘装置,包括固定筒,所述固定筒的上端开口处固定连接有一个橡胶波纹管,所述橡胶波纹管远离固定筒的一端固定连接有一个吸尘管,所述固定筒上开设有一个通孔,两个所述通孔与固定筒的内壁之间共同固定连接有两块过滤网板,本实用新型的有益效果是:可以通过拉扯橡胶波纹管来移动吸尘管,并将吸尘管移动至靠近加工件的位置,之后可以启动驱动电机带动扇叶转动,从而可以将加工时的飞尘吸入固定筒内,之后可以通过上方的过滤网板对较大的灰尘进行过滤,然后可以通过下方的过滤网板对较小的灰尘进行过滤,之后

用于深孔加工的磨头装置.pdf
本发明涉及一种用于深孔加工的磨头装置,包括驱动电机、由电机驱动的传动轴和磨砂轮,所述的传动轴与磨砂轮之间配置有至少一级调速机构,所述调速机构包括同轴减速器和配置在同轴减速器两端的联轴器,传动轴通过联轴器与同轴减速器相连,同轴减速器另一端的联轴器则连接次级传动轴,磨砂轮固定连接在次级传动轴的末端。本发明能够在工件加工过程中,高速稳定运行,而且无抖动,加工精度高。
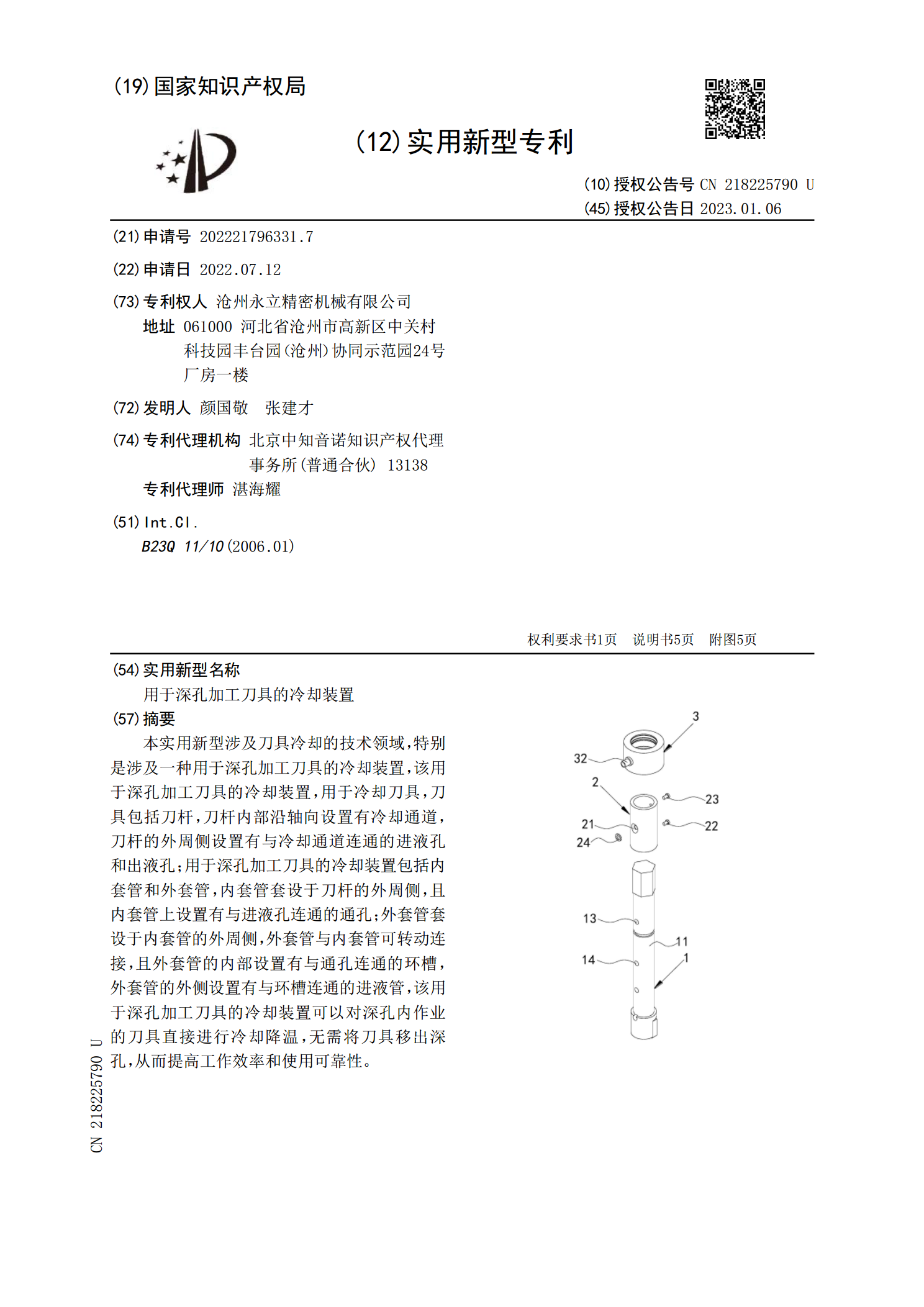
用于深孔加工刀具的冷却装置.pdf
本实用新型涉及刀具冷却的技术领域,特别是涉及一种用于深孔加工刀具的冷却装置,该用于深孔加工刀具的冷却装置,用于冷却刀具,刀具包括刀杆,刀杆内部沿轴向设置有冷却通道,刀杆的外周侧设置有与冷却通道连通的进液孔和出液孔;用于深孔加工刀具的冷却装置包括内套管和外套管,内套管套设于刀杆的外周侧,且内套管上设置有与进液孔连通的通孔;外套管套设于内套管的外周侧,外套管与内套管可转动连接,且外套管的内部设置有与通孔连通的环槽,外套管的外侧设置有与环槽连通的进液管,该用于深孔加工刀具的冷却装置可以对深孔内作业的刀具直接进行