
一种适用于高速重载机械的超窄空刀槽双螺旋齿轮的加工方法.pdf

一吃****春晓

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用于高速重载机械的超窄空刀槽双螺旋齿轮的加工方法.pdf
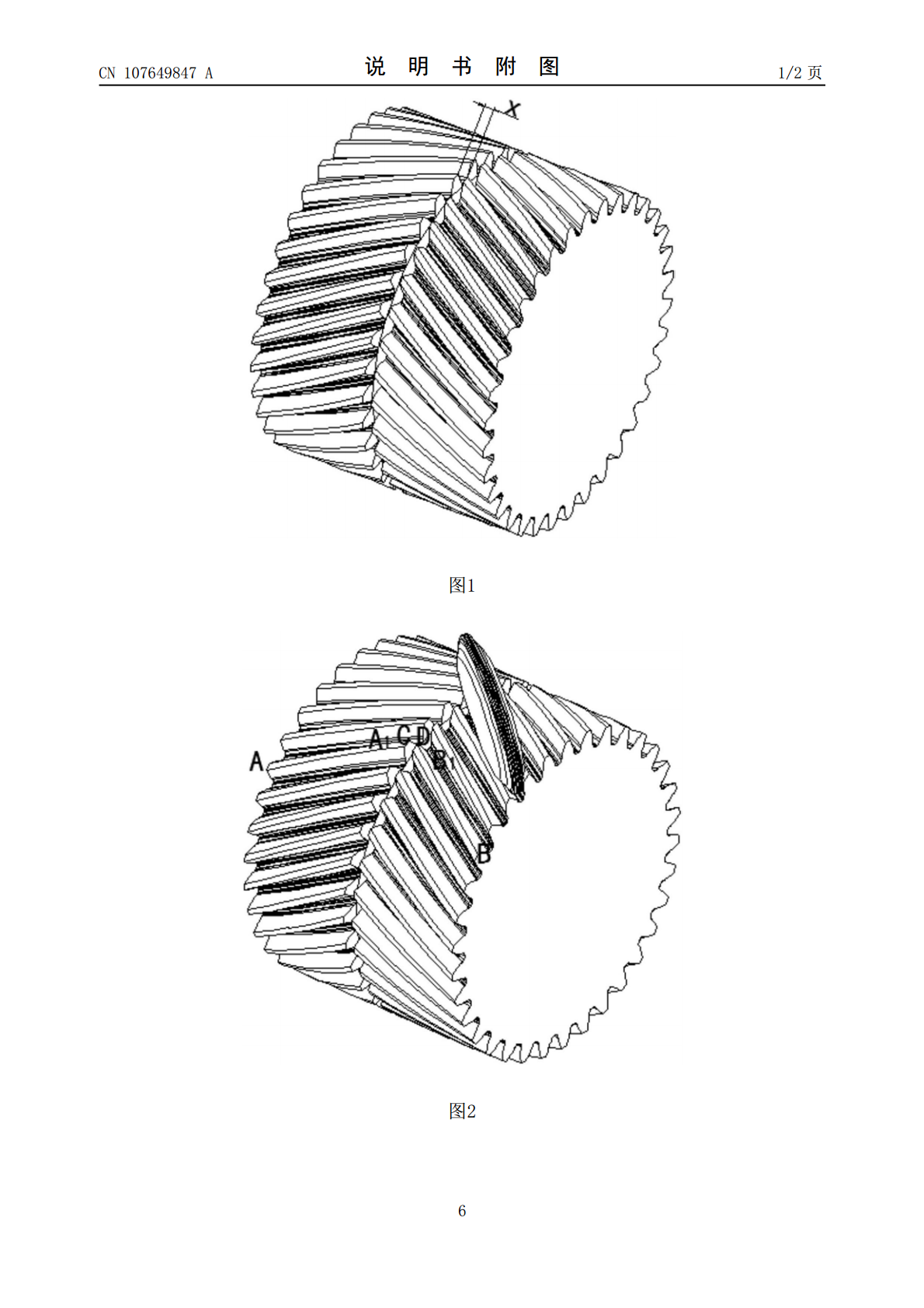
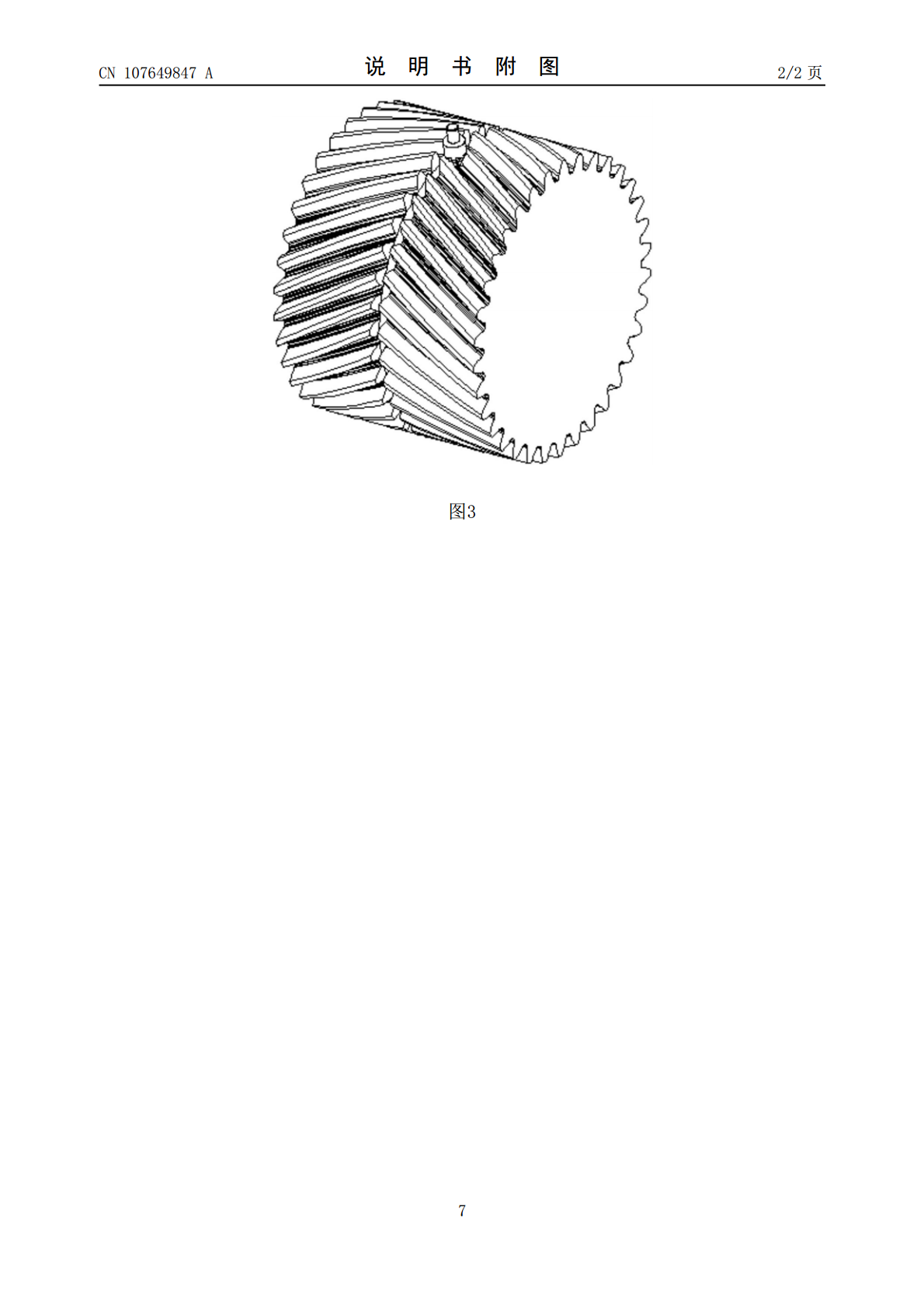
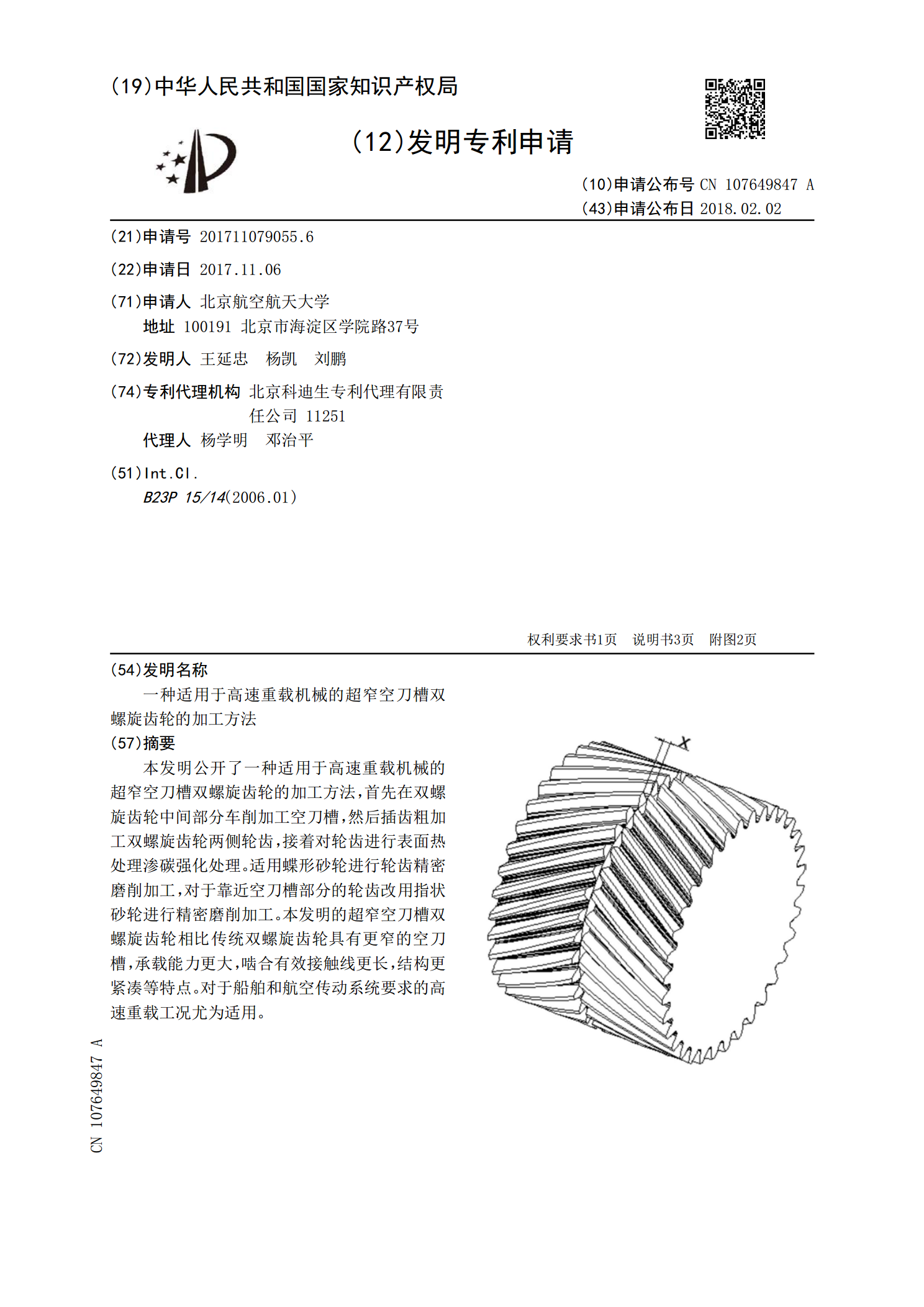
本发明公开了一种适用于高速重载机械的超窄空刀槽双螺旋齿轮的加工方法,首先在双螺旋齿轮中间部分车削加工空刀槽,然后插齿粗加工双螺旋齿轮两侧轮齿,接着对轮齿进行表面热处理渗碳强化处理。适用蝶形砂轮进行轮齿精密磨削加工,对于靠近空刀槽部分的轮齿改用指状砂轮进行精密磨削加工。本发明的超窄空刀槽双螺旋齿轮相比传统双螺旋齿轮具有更窄的空刀槽,承载能力更大,啮合有效接触线更长,结构更紧凑等特点。对于船舶和航空传动系统要求的高速重载工况尤为适用。
一种无空刀槽双螺旋齿轮的磨削加工方法.pdf
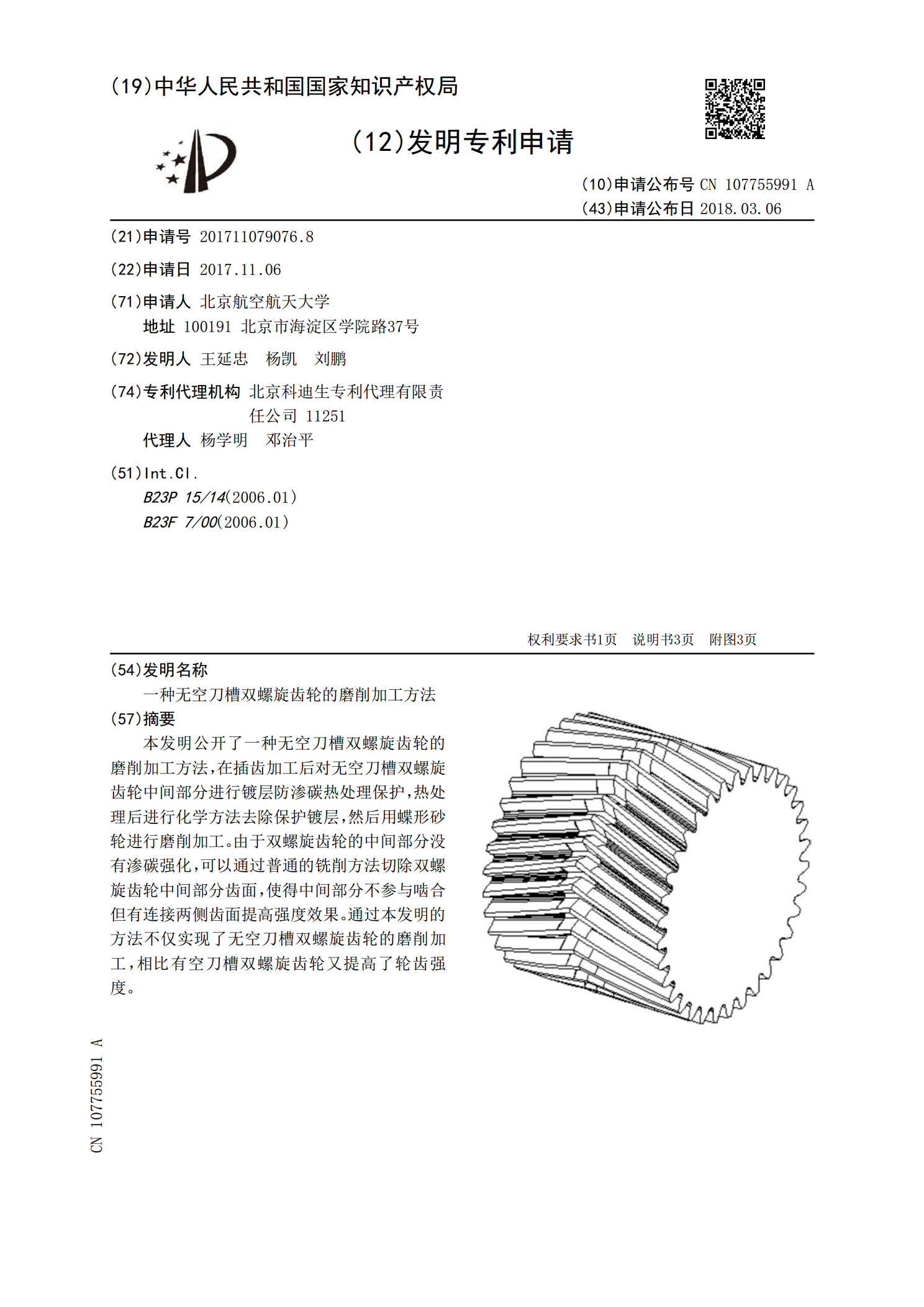
本发明公开了一种无空刀槽双螺旋齿轮的磨削加工方法,在插齿加工后对无空刀槽双螺旋齿轮中间部分进行镀层防渗碳热处理保护,热处理后进行化学方法去除保护镀层,然后用蝶形砂轮进行磨削加工。由于双螺旋齿轮的中间部分没有渗碳强化,可以通过普通的铣削方法切除双螺旋齿轮中间部分齿面,使得中间部分不参与啮合但有连接两侧齿面提高强度效果。通过本发明的方法不仅实现了无空刀槽双螺旋齿轮的磨削加工,相比有空刀槽双螺旋齿轮又提高了轮齿强度。

基于窄空刀槽的重载齿轮副制造技术.docx
基于窄空刀槽的重载齿轮副制造技术基于窄空刀槽的重载齿轮副制造技术摘要:重载齿轮副是工程机械等大功率传动装置中的重要组成部分,在确保传动可靠性和高效性的同时,对于其制造工艺和技术要求也越来越高。本文以基于窄空刀槽的重载齿轮副制造技术为研究对象,分析了其制造工艺和技术的关键问题,并提出一种基于窄空刀槽的齿轮副制造方法,通过仿真实验验证该方法的可行性和优越性。关键词:重载齿轮副;窄空刀槽;制造工艺;仿真实验1.引言重载齿轮副作为大功率传动装置的核心组成部分,对工程机械的传动性能和可靠性影响重大。传统的重载齿轮副

窄空刀人字齿轮插削加工方法.pdf
本发明涉及一种窄空刀人字齿轮插削加工方法,在加工过程中通过检测两齿轮齿槽中心角度偏差,对加工参数进行修正,进行反向补偿以减小两齿轮齿槽中心角度偏差,然后通过数学转换,得出人字齿轮对中值。通过本发明提供的方法,外圆直径超过500mm的人字齿轮对中值可控制在0.1mm以内。
一种窄空刀槽人字齿轮阶梯进刀粗切方法.pdf
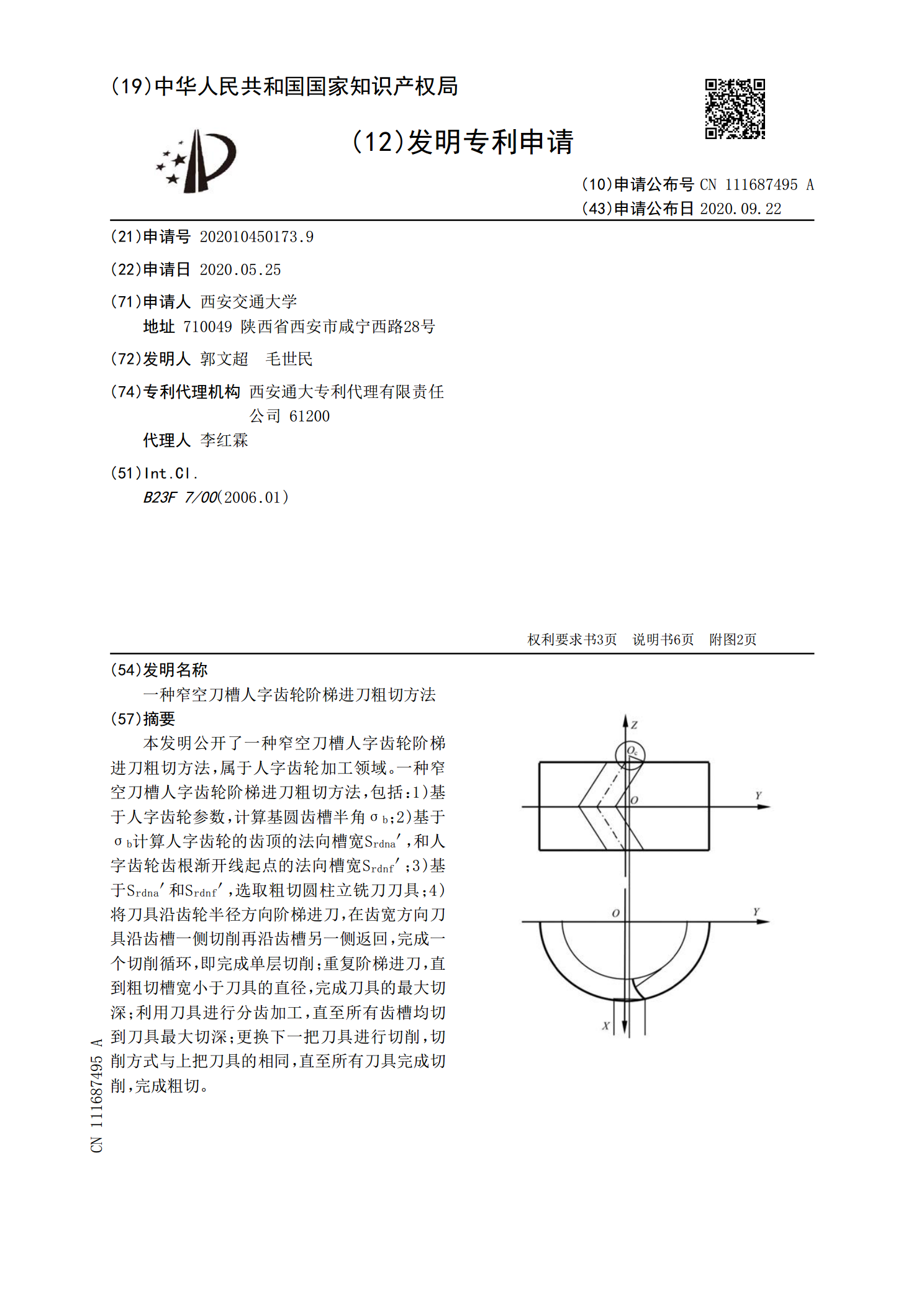
本发明公开了一种窄空刀槽人字齿轮阶梯进刀粗切方法,属于人字齿轮加工领域。一种窄空刀槽人字齿轮阶梯进刀粗切方法,包括:1)基于人字齿轮参数,计算基圆齿槽半角σ