
一种无空刀槽双螺旋齿轮的磨削加工方法.pdf

明钰****甜甜

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种无空刀槽双螺旋齿轮的磨削加工方法.pdf
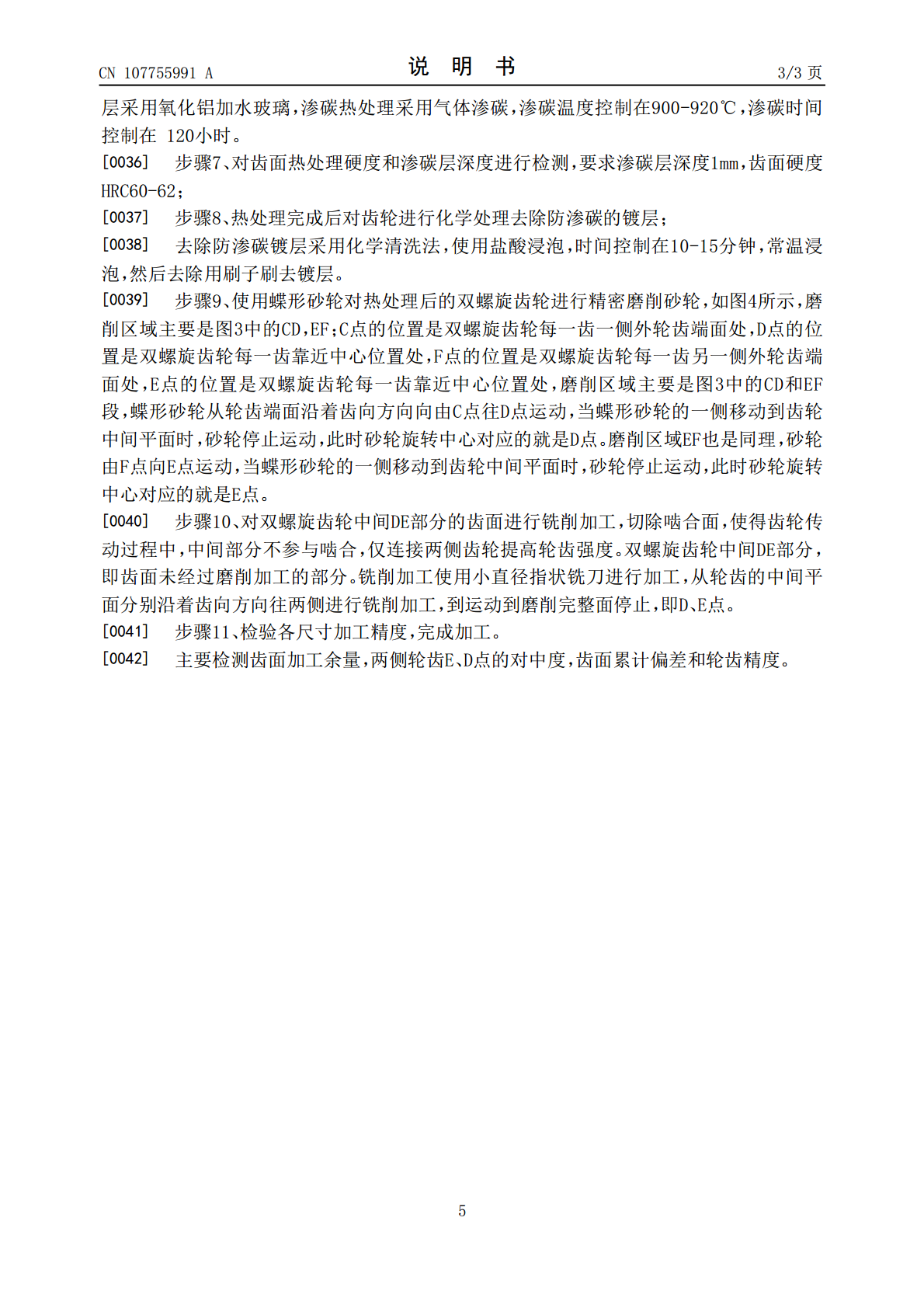
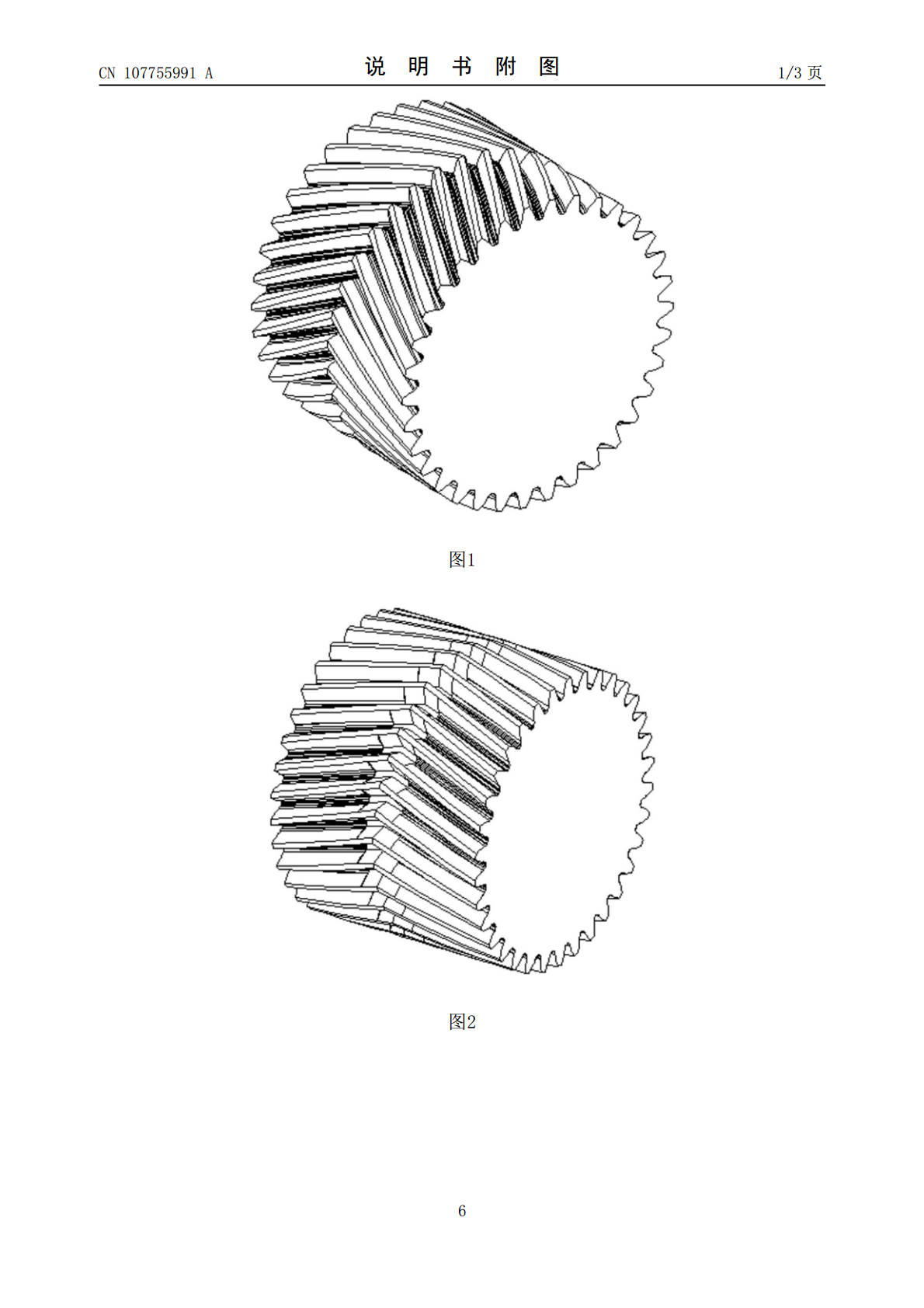
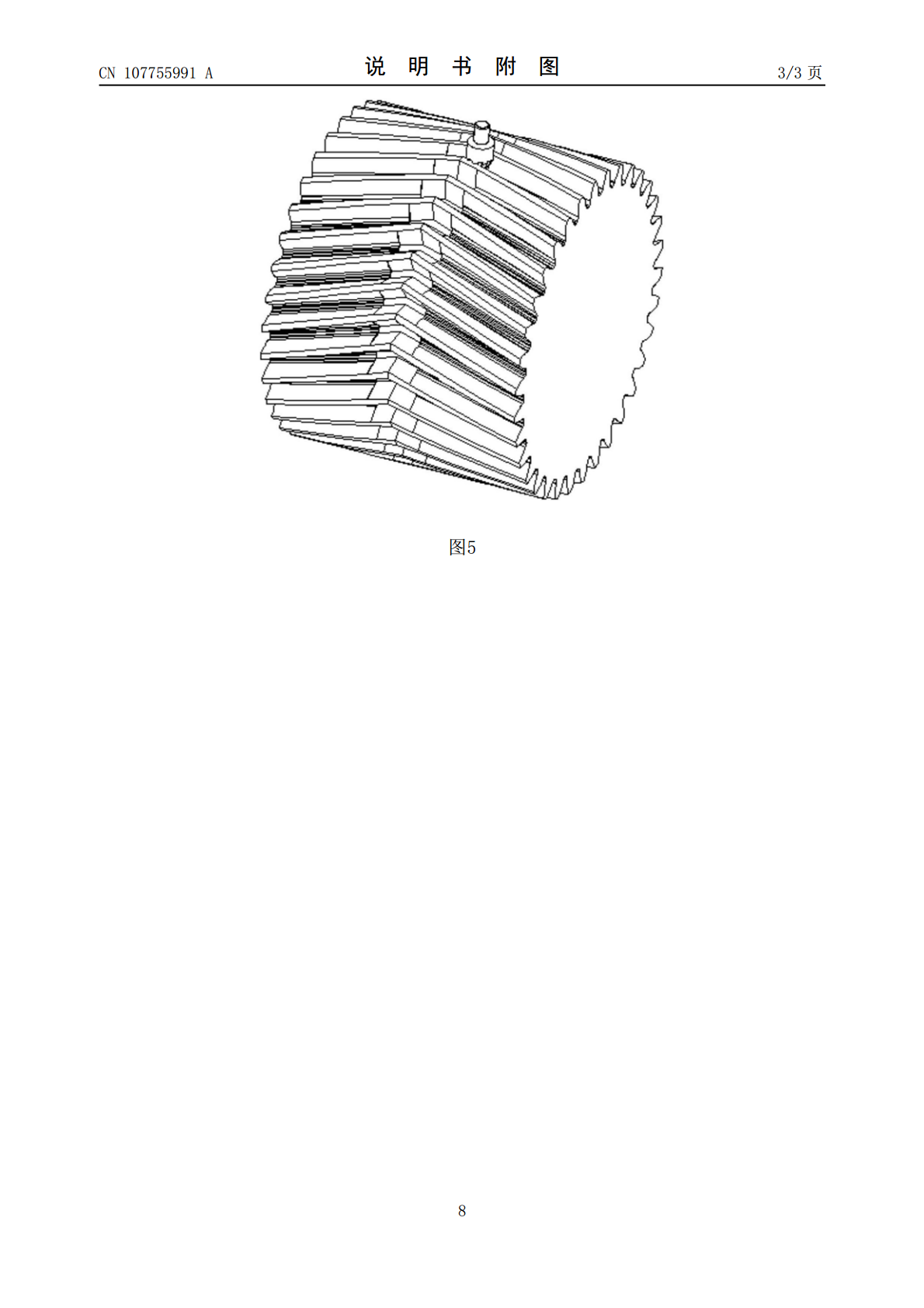
本发明公开了一种无空刀槽双螺旋齿轮的磨削加工方法,在插齿加工后对无空刀槽双螺旋齿轮中间部分进行镀层防渗碳热处理保护,热处理后进行化学方法去除保护镀层,然后用蝶形砂轮进行磨削加工。由于双螺旋齿轮的中间部分没有渗碳强化,可以通过普通的铣削方法切除双螺旋齿轮中间部分齿面,使得中间部分不参与啮合但有连接两侧齿面提高强度效果。通过本发明的方法不仅实现了无空刀槽双螺旋齿轮的磨削加工,相比有空刀槽双螺旋齿轮又提高了轮齿强度。
一种适用于高速重载机械的超窄空刀槽双螺旋齿轮的加工方法.pdf
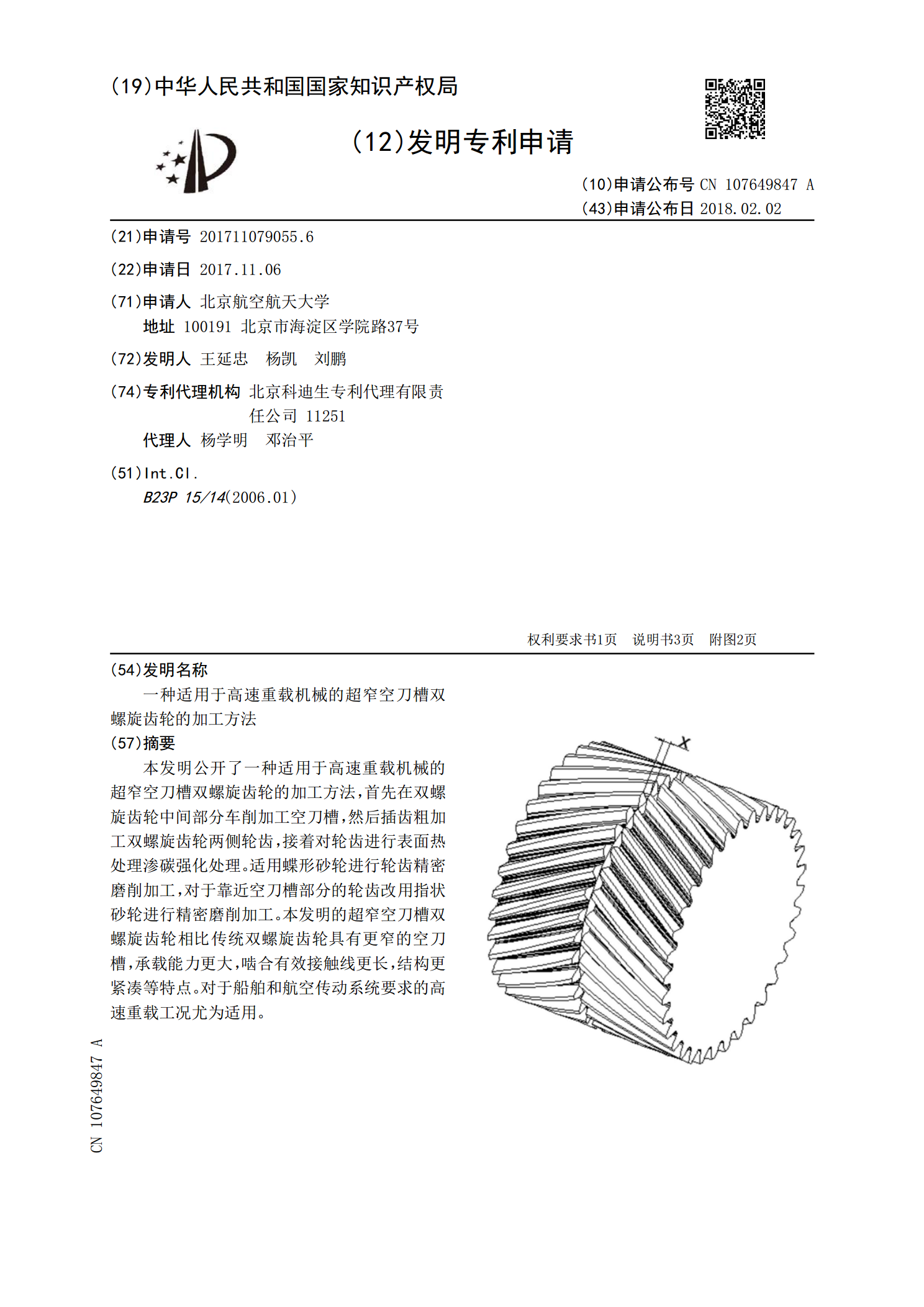
本发明公开了一种适用于高速重载机械的超窄空刀槽双螺旋齿轮的加工方法,首先在双螺旋齿轮中间部分车削加工空刀槽,然后插齿粗加工双螺旋齿轮两侧轮齿,接着对轮齿进行表面热处理渗碳强化处理。适用蝶形砂轮进行轮齿精密磨削加工,对于靠近空刀槽部分的轮齿改用指状砂轮进行精密磨削加工。本发明的超窄空刀槽双螺旋齿轮相比传统双螺旋齿轮具有更窄的空刀槽,承载能力更大,啮合有效接触线更长,结构更紧凑等特点。对于船舶和航空传动系统要求的高速重载工况尤为适用。
一种空刀槽加工用刀头及其设计方法与空刀槽加工方法.pdf
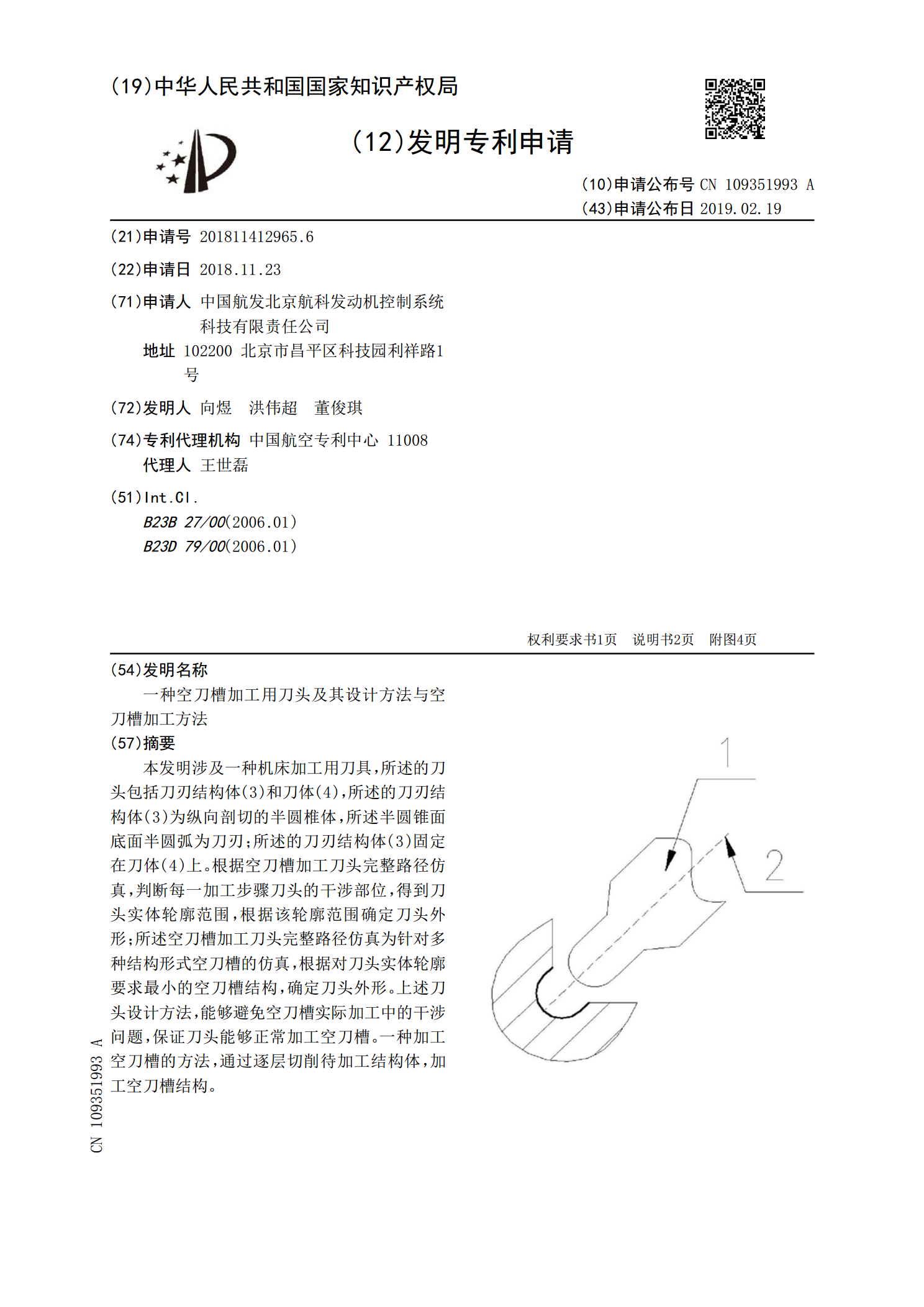
本发明涉及一种机床加工用刀具,所述的刀头包括刀刃结构体(3)和刀体(4),所述的刀刃结构体(3)为纵向剖切的半圆椎体,所述半圆锥面底面半圆弧为刀刃;所述的刀刃结构体(3)固定在刀体(4)上。根据空刀槽加工刀头完整路径仿真,判断每一加工步骤刀头的干涉部位,得到刀头实体轮廓范围,根据该轮廓范围确定刀头外形;所述空刀槽加工刀头完整路径仿真为针对多种结构形式空刀槽的仿真,根据对刀头实体轮廓要求最小的空刀槽结构,确定刀头外形。上述刀头设计方法,能够避免空刀槽实际加工中的干涉问题,保证刀头能够正常加工空刀槽。一种加工

小空刀槽人字齿轮加工研究.docx
小空刀槽人字齿轮加工研究标题:小空刀槽人字齿轮加工研究摘要:本论文研究小空刀槽人字齿轮的加工工艺和特点。首先介绍了人字齿轮的基本结构和特点,接着探讨了小空刀槽人字齿轮加工的关键技术以及其在工业领域的应用。通过分析现有的加工方法和工艺,我们提出了一种新的小空刀槽人字齿轮加工方案,并进行了实验验证。实验结果表明,该方法具有较高的加工精度和效率,可以满足工业生产的需求。最后,我们对小空刀槽人字齿轮加工的发展趋势进行了探讨,并提出了进一步的研究方向。关键词:小空刀槽人字齿轮、加工工艺、加工精度、应用、发展趋势第一
一种窄空刀槽人字齿轮阶梯进刀粗切方法.pdf
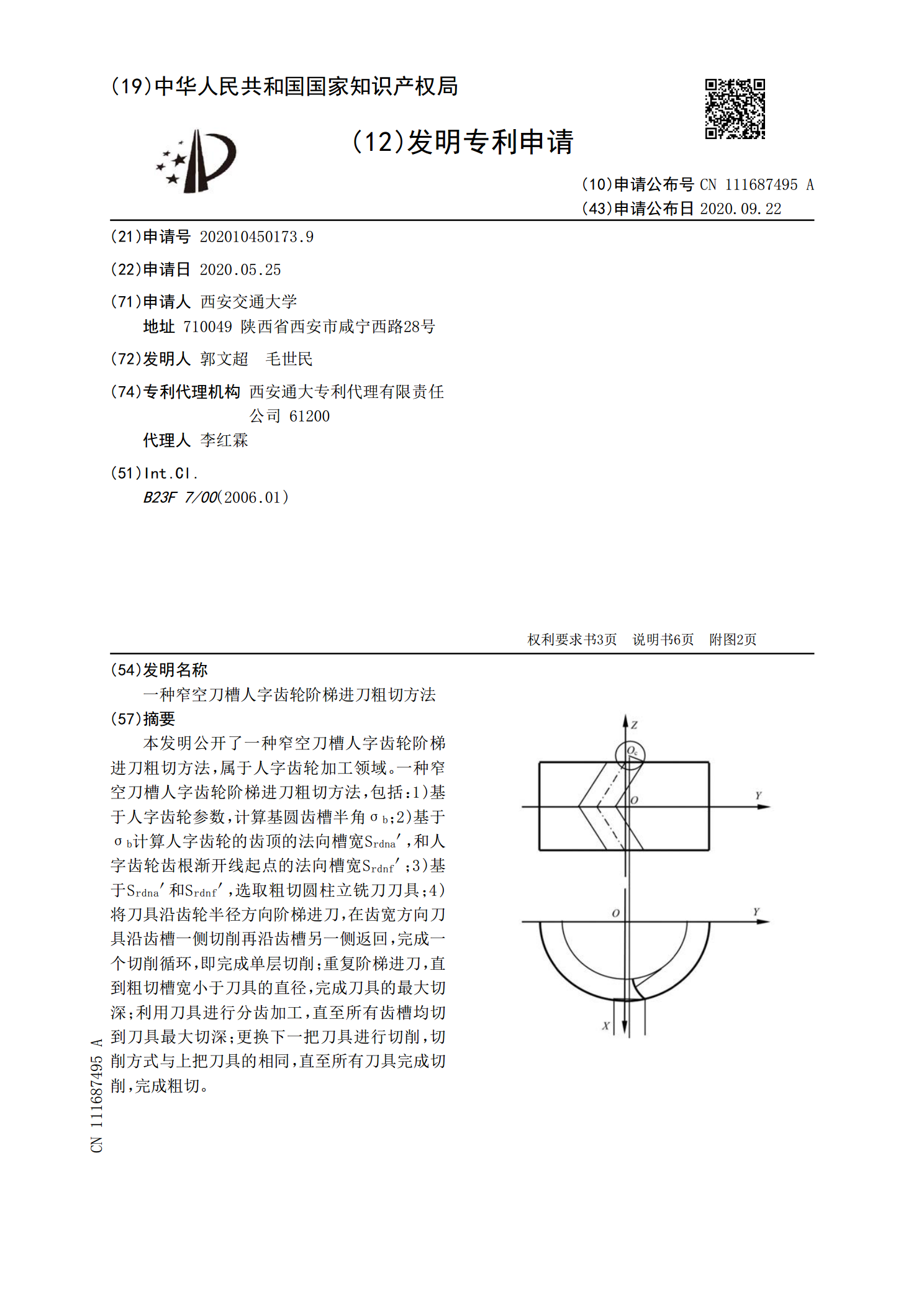
本发明公开了一种窄空刀槽人字齿轮阶梯进刀粗切方法,属于人字齿轮加工领域。一种窄空刀槽人字齿轮阶梯进刀粗切方法,包括:1)基于人字齿轮参数,计算基圆齿槽半角σ